浅析在役焊接接头残余应力分布的影响因素
2009-11-09 06:41李倩
魅力中国 2009年27期
李 倩
摘要:为了调控焊接残余应力,保证在役焊接修复后管线的正常运行,针对现场焊接时可调节的焊接工艺,以及不同在役条件研究在役焊接接头残余应力的变化情况。本文探讨了在役焊接时管内气体介质流速、压力和焊接线能量对管道内表面轴向、环向残余应力的影响,
关键词:焊接、残余应力、近缝区、焊接接头
一、焊接线能量的影响
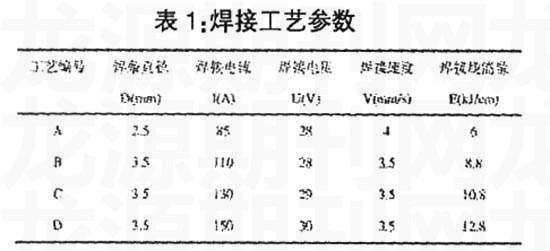
焊接线能量的不同会对焊接区经受的热循环和相变造成影响,从而会影响焊接应力的分布。在管道结构(外径508mm,壁厚8mm)、气体介质压力(4MPa)、流速(1.Sm/s)不变的情况下,分别计算了四组焊接工艺参数下(见下表)管道内表面的轴向和环向残余应力,并进行比较,探讨了焊接线能量对在役焊接残余应力的影响。
管道内壁轴向残余应力随焊接线能量的变化规律如图1 (a)所示。可见,焊接线能量对近缝区(< l0mm)残余应力影响比较大,轴向应力基本是随焊接线能量的增大而增大。在焊接线能量较小时,残余应力增加比较显著,而焊接线能量增大到10.8kJ/cm(即焊接工艺参数B)之后,残余应力增加速度趋于缓慢。图1(b)为环向应力随焊接线能量变化情况,与轴向应力相同,线能量对近缝区(< l 0mm)环向应力影响较大,在远离焊接中心的地方,线能量对残余应力的分布基本没有影响。
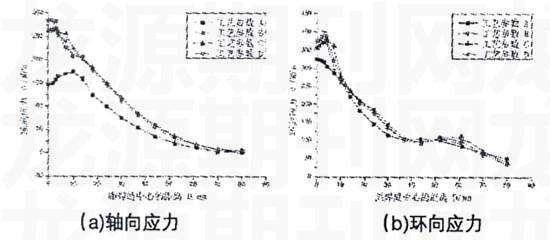
分析认为,焊接线能量增大能够提高近缝区热循环的峰值温度和高温停留时间,从而增加了接头金属高温膨胀时产生的朔性压缩变形区间,母材中的朔性压缩应变是导致焊后残余应力的主要原因。在凝固过程中,己膨胀的金属受到的朔性压缩是焊缝金属收缩的主要部分,其收缩量与压缩变形程度成正比,从而使得焊后在近缝区产生较大的残余应力。同时随着焊接线能量的增加,焊后接头的冷却能力降低,会增加相变对焊接残余应力的缓释作用,同时降低热收缩变形,从而减小残余应力的产生。因此线能量对残余应力的影响是双重的,当焊接线能量增加到一定数值后,残余应力基本趋于稳定,并且焊接线能量只对近缝区残余应力影响较大。线能量对在役焊接残余应力可做如下解释,管内流动介质带走焊接时的热输入量,从而使存在流动介质焊接时残余应力小于常规焊接。当增大焊接线能量时,热输入量的增量抵消了管内流动介质带走的热量。从热输入的角度来说,当采用较大焊接线能量在役焊接时与采用较小焊接线能量常规焊接时加热效果趋于等效。因此当焊接线能量的增加量大于管内介质带走的热量时,线能量对在役焊接残余应力的影响趋于缓和。
二、管内气体流速的影响
气管线在役焊接时,气体流速对焊接温度场有很大影响,必然会导致焊接应力的变
化。以相同管道结构、焊接热输入量(焊接工艺参数D)和气体压力(6MPa)考察不同气体流速对管道内壁残余应力的影响。
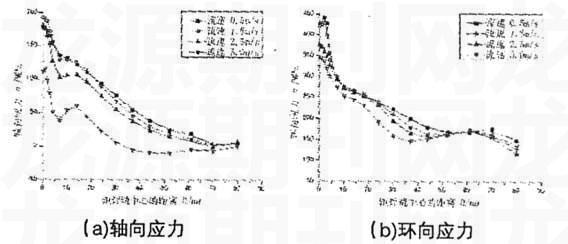
图2为不同气体流速管道内表面的轴向和环向残余应力分布情况,如图所示,随着气体流速的增大,管道内壁的轴向残余拉应力值一致减小,并最终趋近与零。近缝区环向应力也随气体流速的增加而减小,在远离焊缝中心的地方环向残余应力受管内介质流速的影响较小,残余应力最终都向100MPa拉应力左右趋近。
分析认为,管内介质流速对在役焊接残余应力的影响主要是通过焊接升温过程影响焊后残余应力产生的。对于在役焊接而言,不论流速大小,焊接冷却速度都是非常快的,冷却效果对残余应力的形成效果也基本相同。如前所述,产生焊接残余应力的主要原因是由于焊接高温时焊缝金属膨胀产生的朔性压缩变形及受制收缩范围,该朔性压缩变形主要取决于近缝区金属的高温受热程度和焊接约束。管内气体介质对焊缝中心的加热影响较小,而对近缝区母材的峰值温度和高温停留时间都有较大影响,在焊接结构约束不发生变化的条件下,管内高速流动的介质会带走焊接区的热量,从而降低近缝区母材的受热失强的焊接特性,减小了焊接接头的朔性压缩变形以及高温金属受制收缩范围,致使焊后残余应力减小。
三、管内压力的影响
管道内流动气体自身的压力会对焊接区产生一个附加的应力场,这个应力场将与焊接应力场相互作用,对在役焊接焊后残余应力产生复杂的影响。图3是采用相同的焊接热输入量(焊接工艺D)和相同的管内介质流速(1.5m/s)对管压O.1MPa,2MPa,4MPa,6MPa和8MPa时在役焊接接头内壁残余应力的计算结果。

如图所示,近缝区轴向残余应力随管道压力增加逐渐减小,其中在压力大于6MPa时轴向应力急剧减小。并且随着远离焊缝中心,轴向残余应力逐渐减小并趋近于零。近缝区环向残余应力随管道压力增大逐渐增大,在距焊缝中心20mm~60mm处由出现压应力区—无压应力一拉应力区的转变,且最终应力趋向也随管内压力的增大而增大(由零向拉应力150MPa转变)。当管内存在压力时,轴向残余应力低于常压焊接(O.1MPa)环向残余应力大于常压焊接。可见,改变管道内部压力对在役焊接残余应力分布的规律影响较为复杂,由于随管内压力的变化时,在役焊接接头的变形方式会发生显著改变。常规焊接时管道环焊缝内表面发生“内凸外凹”的变形;在役焊接时随着管内施加压力的增加,改变了管道厚度方向上的约束情况,焊接“内凸”变形受制。当管压较小时仍产生较小的“内凸”变形,随管压增大,“内凸”变形量逐渐减小,当压力增加到一定程度后即会产生“内凹”变形。
分析认为,管道内压力对在役焊接残余应力的影响主要是通过限制管道厚度方向上的焊接变形起作用的。在焊接高温时,近缝区金属不仅受到金属膨胀而产生塑性压缩变形,而且在管道内压力作用下沿管道厚度方向上也会产生一个附加应力场,该应力场限制了管道厚度方向上的自由度。管道环向残余应力与管道环向收缩有关,根据广义胡克定理,在厚度方向上的压缩(收缩)变形会改变管道轴向和环向上的压缩(收缩)变形量。管压使得管道厚度方向上的金属热膨胀(收缩)受到约束,从而增加了管道环向上的压缩(收缩)变形能力,从而增大了环向残余应力。轴向残余应力与轴向收缩和径向收缩都有关系,管压改变了管道环焊缝“内凸外凹”的变形量,甚至发生“内凹”变形,相应的减小作用在管壁上的附加弯曲应力,从而减小了轴向残余应力。
参考文献:
[1]董俊慧、张玉风,管道环焊缝接头焊接残余应力预测,内蒙古工业大学。
[2]汪建华、路皓,焊接残余应力形成机制与消除原理若十问题的讨论,焊接学报,2002,23。
[3]董俊慧,管道环焊缝接头焊接应力应变数值模拟,天津:天津大学,2001。
[4]宗培,曾宏军,焊接过程对焊接残余应力及残余变形的影响,海军工程大学学报,2002,14。
(作者单位:河南油田油建工程建设有限责任公司)
猜你喜欢
中国新技术新产品(2016年23期)2016-12-26
建筑科学与工程学报(2016年5期)2016-11-09
科技视界(2016年18期)2016-11-03
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
建材发展导向(2014年2期)2014-05-04