YP11.81型横向收集机提升装置的改进应用
2010-01-09 02:43张彬
包装与食品机械 2010年6期
张 彬
(重庆烟草工业有限责任公司涪陵卷烟厂,重庆 408000)
YP11.81型横向收集机提升装置的改进应用
张 彬
(重庆烟草工业有限责任公司涪陵卷烟厂,重庆 408000)
横向收集机卡烟十分严重,条烟卡坏后造成了大量的原辅材料消耗,增加了生产成本。为此对横向收集机提升装置进行了重大改进,通过引入条烟到位提升工作原理,设计了提升器控制凸轮、凸轮连杆机构、电磁铁离合机构和气缸驱动提升机构,并将提升器行程改为 65mm,改进了电控系统。通过一系列的创新和改进,优化了该设备的原理和结构。改造后,卡烟现象大为减少,节约了大量原辅材料,降低了生产成本,取得了较好经济效益。
条烟;横向收集机;卡烟;提升器;气缸驱动
1 前言
本厂的自动装封箱机是 YP11型装封箱机,生产能力 4箱/m in,该设备具有结构简单、运行稳定、自动化程度高等优点,在卷烟行业得到广泛应用。YP11由 6道输入装置、YP11.81型横向收集机和装封箱机三大部分组成,分别完成条烟输入、横向转换和装封箱三大工艺任务。生产中发现 YP11. 81型横向收集机卡烟现象特别严重,据统计在改进前本厂三台横向收集机共卡坏条烟 8029条,造成大量的原辅料消耗,增大了生产成本。
2 存在的问题
2.1 条烟延时提升工作原理存在缺陷
如图 1,当条烟进入横向收集机提升通道时,检测器检测到条烟,在电气系统控制下,经延时,离合器闭合,提升器受主传动凸轮控制下降到低位 (如图 1 b所示),条烟开始进入提升器内,提升器在低位停留一段时间后向上提升,提升到高位后活动导轨 2向内运动并将条烟托住,条烟被横向推进器推入下游输送带,同时离合器脱开,提升器脱离主传动系统,停留在最高位置,等待下次工作,当检测器检测到有条烟进入提升通道时,提升器再次下降提升条烟[1]。
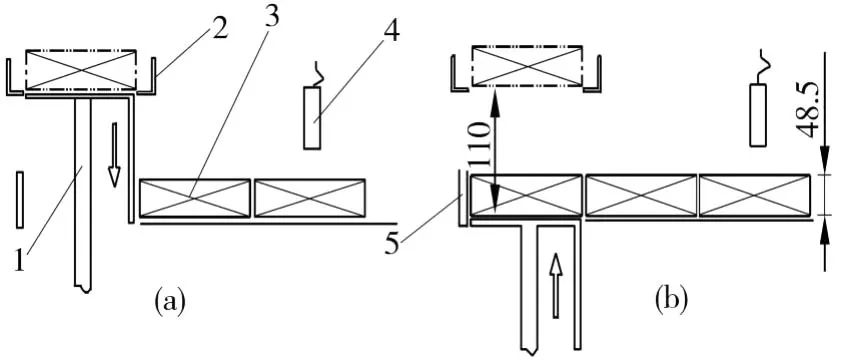
图 1 条烟延时提升原理图1-提升器 2-活动导轨 3-条烟4-检测器 5-定位板
提升器下降到低位后,条烟开始进入提升器,提升器在低位停留的时间受凸轮控制,在这段时间内条烟如不能到达定位板 5处,提升器受凸轮控制仍将提升,未到位的条烟向上提升时撞在活动导轨 2上,从而产生卡烟故障。由于影响条烟不能及时到位的因素众多,横向收集机卡烟现象十分频繁。根据对卡坏的条烟进行分析,其中85%的卡坏条烟是由于条烟运行不到位引起的,因此,条烟延时提升工作原理存在着重大缺陷。
2.2 条烟在提升过程中变位
如图1(b),条烟的高度是48.5mm,横向收集机的提升行程却为 110mm,提升器行程远远大于条烟的高度。行程较长,使提升器运行速度较快,并产生较大振动,导致条烟在提升中变位,并产生卡烟故障。
3 改进方法
由于横向收集机提升装置工作原理存在着重大缺陷,因此必须对横向收集机提升装置工作原理进行改进,引入更加科学、合理的工作原理,并对横向收集机提升装置相关机构进行重新改进。
3.1 引入条烟到位提升工作原理
到位提升工作原理是指条烟到达指定位置并被检测确认到位后提升器才将条烟提升,其原理如图 2所示。当条烟到达定位板 2,检测器 1检测到条烟后,在系统控制下电磁铁得电打开,提升器 3在主传动凸轮机构控制下将条烟提升到高位,活动导轨 4将烟托住,然后提升器回到低位,条烟开始进入提升器,如在相应的时间内条烟不能达到定位板,则电磁铁失电使提升器脱开主传动系统并继续位于低位,条烟能继续进入提升器内。当检测器 1再次检测到条烟时,电磁铁得电提升器再次提升条烟。
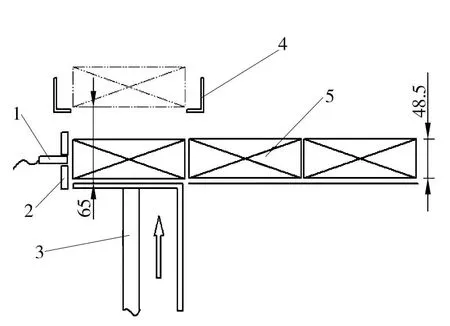
图 2 条烟到位提升原理1-检测器 2-定位板 3-提升器4-活动导轨 5-条烟
条烟到位提升工作原理实现了条烟到位后才将条烟提升,解决了延时提升中存在的条烟未到位提升产生的卡烟问题,其原理更加科学、合理。
3.2 设计提升器运动曲线
在到位提升的工作原理下,提升器的运动轨迹曲线必须重新设计,曲线应满足以下要求:①提升器停留在低位的时间应充足,在上游条烟供应充足时能连续提升;②提升器上升速度应平稳,条烟在提升过程中应紧贴提升器。③条烟被提升到高位时,速度应降为零,以避免向上窜动撞击导轨。
根据以上三条要求,设计了提升器运动曲线,见图 3。提升器主传动凸轮在主电机减速机构的带动下连续旋转,凸轮旋转一周为 360°。在 0~170°,提升器位于低位,条烟能有较充裕的时间进入提升器;在 170°时,到位检测器检测条烟,当检测到条烟到位后,电磁铁得电,提升器在主传动带动下开始上升,运行 101°15′后,在 281°15′时上升到最高位置,同时活动导轨将条烟托住,提升器然后开始下降,在 360°时提升器到达低位,然后开始下一个循环。
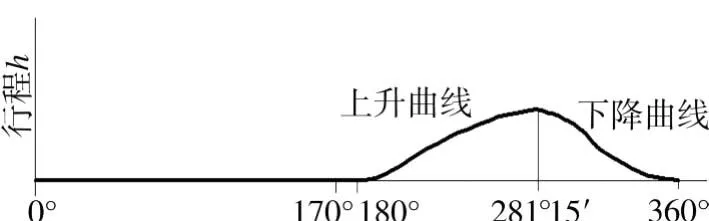
图 3 提升器提升轨迹曲线
在 170°时到位检测器未能检测到条烟,则电磁铁失电使提升器与主传动脱开,提升器在 170°到 360°期间仍停留在低位,条烟在这段时间内也可以进入提升器。在下一循环如果检测到条烟到位后,提升器就开始提升,否则,提升器仍位于低位,等待条烟进入。
3.3 改进提升器凸轮机构
3.3.1 设计凸轮
根据提升器的运动曲线,设计了相应的控制凸轮,见图 4。凸轮的上升和下降曲线决定着提升器的上升速度和下降速度,为使条烟能平稳上升,凸轮的上升曲线采用了先加速、均速、再减速的运行曲线,使提升器内的条烟在上升过程中运行平稳,运行到高位时速度减为零[2]。
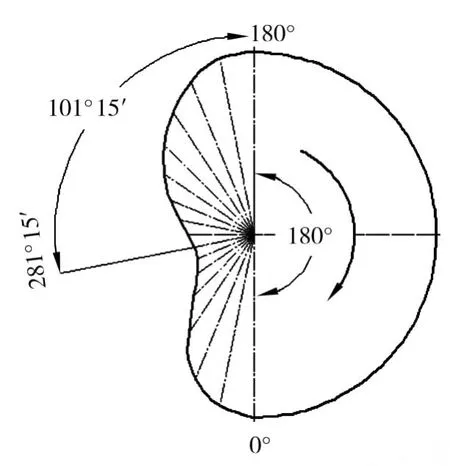
图4 凸轮示意图
3.3.2 改进提升器凸轮连杆机构
凸轮连杆机构见图 5,凸轮 5旋转带动连杆 6和摆臂7摆动。摆杆10上的离合块8位于摆臂7的下方,当提升器与主传动脱开时,提升器在最低位,离合块 8也在最低位置,摆臂 7在凸轮 5控制下做在离合块 8的上方往复(空)摆动。
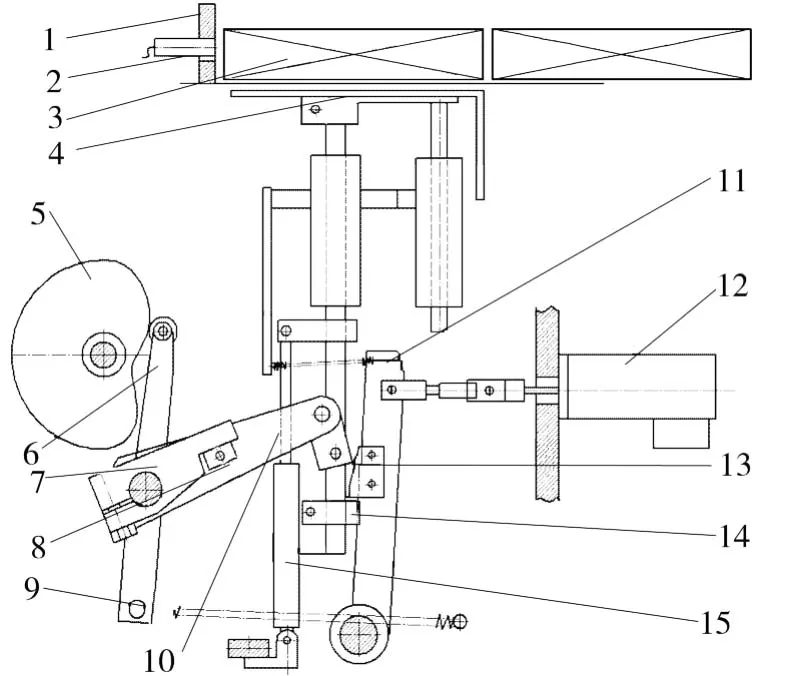
图 5 提升器主传动机构示意图1-定位板 2-到位检测器 3-条烟 4-提升器5-凸轮 6-连杆 7-摆臂 8-离合块 9-拉簧10-摆杆 11-离合摆杆 12-电磁铁 13-锲形块14-限位块 15-气缸
在提升器与主传动连接后,凸轮旋转进入上升曲线,摆臂 7逆时针摆动,提升器在气缸 15的驱动下通过摆杆 10上的离合块 8紧紧压在摆臂7上,使提升器的上升轨迹受凸轮控制。凸轮运行到高位后继续旋转进入下降曲线,摆臂 7顺时针摆动,并通过离合块 8带动摆杆 10做顺时针摆动,并驱动提升器 4向下运行。
3.3.3 改进电磁铁离合机构
如图 5所示,改进后的锲形块 13位于限位块14的上方,并压住限位块 14使提升器位于低位。当到位检测器检测到条烟后,电磁铁得电,驱动离合摆杆 11顺时针摆动,并带动锲形块 13向右运动,与提升器上限位块 14脱开,提升器因而可以与主传动连接,并受主传动系统控制。
如未检测到条烟,则电磁铁失电,在弹簧的拉动下离合摆杆 11逆时针摆动并带动锲形块 13向左运动,与限位块 14扣合,限位块将提升器即限制在低位,将提升器与主传动脱开。
3.3.4 增设提升气缸驱动提升器
如图 5所示,增设的气缸 15的下端一直接通压缩空气并产生向上的推力,当提升器与主传动连接后,气缸驱动提升器 4使其通过离合块 8紧紧压在摆臂 7上,在提升器开始回程时,摆臂 7压住离合块 8并克服气缸推力将提升器送回低位,因此,提升器上升和下降过程中其运行轨迹和运动速度始终受凸轮曲线控制[3]。
3.4 提升器行程改为 65mm
根据以下公式计算提升器提升行程:

式中 H——提升器行程
h——条烟高度,h=48.5mm
h1——提升器低于条烟下表面的距离,以减少条烟进入时的阻力,一般取 h1=5mm h2——活动导轨高于条烟上表面的距离,以使条烟顺利进入提升位置,取 h2=5mm
h3——活动导轨厚度,实测 h3=6mm
根据以上公式,计算出 H=48.5+5+5+6= 64.5mm,取整数后H=65mm,即条烟提升器的行程为 65mm就能满足要求。确定行程后,在对凸轮连杆、活动导轨连杆和推烟链条机构安装座做了相应的改进后,使条烟提升器的行程由 110mm降为65mm。行程缩短后提升器提升下降过程平均运行速度下降了 41%,条烟在提升过程中运行更加平稳,解决了条烟提升过程中的晃动、变位现象。
3.5 改进横向收集机电控系统
提升器工作原理改进后,为满足到位提升工作原理,必须对横向收集机电控系统做相应的改进。首先在每道位定位板上增设到位检测器,用于检测条烟是否到位;其次增设凸轮相位检测器,用于检测凸轮相位;第三改进 PLC控制程序,PLC通过到位检测器和凸轮相位检测器输入的信号,控制电磁铁得电或失电,以控制提升器与主传动的离合。
4 改进效果
通过创新和改进,优化了 YP11.81型横向收集机设备的原理和结构,改造后的设备运行稳定、可靠,卡烟现象大为减少,据统计 3台横向收集机平均每年卡坏条烟仅为 92条,同比每年可减少卡坏条烟 7937条,减少了大量的原辅材料消耗,降低了生产成本,取得了较好的经济效益。
[1]青岛烟草机械厂.YP11使用说明书[Z].2001.
[2]濮良贵.机械设计 (第五版)[M].北京:高等教育出版社,1991.
[3]FESTO公司.FESTO气动产品样本 (第 28版)[Z]. 2002.
The Advance of YP11.81 E leva tor abou t Str ip C igarette Co llecting D ev ice
ZHANG B in
(Fuling Cigarette Factory of Chongqing Tobacco Industry Co.L td.,Chongqing 408000,China)
The strip cigarette collecting device often got stuck and lead towaste lotsof raw m aterials.To be low er the costof p roduction,itm ustbe im p roved it.A cco rding to the operating p rincip le ofw hich elevato r, it designed a system of ideas that lifting control cam,cam connecting rod,electrom agnet c luth and cylinder drive.M eanwhile,itmodified the route to 65mm and advanced the electric control system.A fter those p romotions,the amountof stuck package have dim inished and the consump tion of raw m aterialshave reduced greatly aswellas broughteconom ic benefits for factory.
packing cigarette;strip cigarette co llecting device;stucking;elevator;cylinder drive
2010-08-24;
2010-09-01
张彬(1973-),男,工程师,主要从事设备管理、设备技术改造工作。通讯地址:408000重庆市涪陵区乌江路 17号重庆烟草工业有限责任公司涪陵卷烟厂,E-m ail:m yjing009@126.com。
TB486.1
A
1005-1295(2010)06-0067-04
do i:10.3969/j.issn.1005-1295.2010.06.016
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
机床与液压(2022年11期)2022-09-15
测控技术(2022年4期)2022-04-27
雷达科学与技术(2021年5期)2021-11-29
防爆电机(2021年2期)2021-06-09
西安电子科技大学学报(2021年2期)2021-04-30
绿色科技(2019年10期)2019-06-17
科技视界(2018年21期)2018-12-10
汽车实用技术(2018年14期)2018-08-09
科技风(2018年15期)2018-05-14