
埋弧焊机数字化改造硬件电路设计
2010-02-25 05:48王清龙潘厚宏张智明
陕西科技大学学报 2010年2期
王清龙, 潘厚宏, 张智明
(西南交通大学材料科学与工程学院, 四川 成都 610031)
0 前言
目前大多数埋弧焊机无论在结构上还是在焊机的控制模式上仍停留在以普通集成电路和分立元件为主的硬件模拟结构上,硬件线路复杂,结构不紧凑,各部分之间极易相互干扰,大大影响了设备的可靠运行,很难优化控制,越来越难以适应复杂焊接工艺的要求.解决这一问题的关键在于数字化,智能化是焊机发展的一个总体趋势[1].
随着工业的发展,对焊机性能的要求也越来越高.为了保证焊接过程的稳定和达到良好的焊接工艺性,就必须对焊接过程的信息进行实时的提取与处理,这就要求控制系统有足够的速度、反应精度和灵敏度.DSP强大的数据处理能力和快速运算能力为焊接信号的实时处理提供了物质基础,可使焊机迅速实现信息化、数字化、集成化,提高焊机的高技术含量,实现焊机的信息化控制.
本文针对埋弧焊机存在的问题,结合生产的实际需要,在MZ-1250焊机的基础上,采用TI公司的TMS320F2812 DSP作为三相全控桥式晶闸管埋弧焊电源的控制核心,利用DSP的片上EV模块实现了6只晶闸管的数字触发.
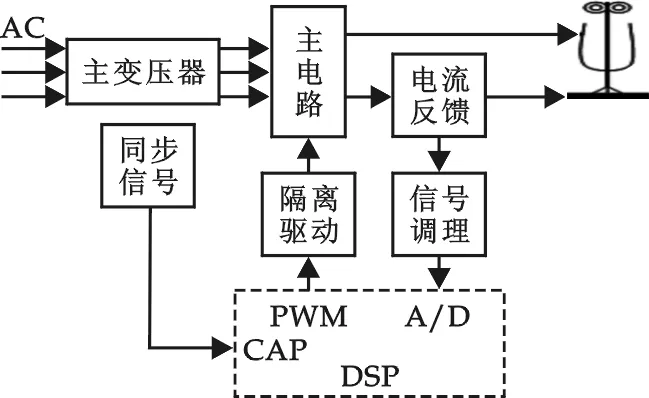
图1 主电路及其控制系统结构
1 主电路及其控制系统结构
三相全控整流电路由6只晶闸管组成,共阴极组侧和共阳极组侧的各3只晶闸管相互换流,在电源的一个周期内获得6个换流的脉动波形.三相全控桥整流电路在任何时刻都必须保证有两个不同组别的晶闸管同时导通才能构成回路,换流只在本组内进行,每隔120°换流一次.由于共阴极组与共阳极组的换流点相隔60°,所以每隔60°有一个元件换流.同组内各晶闸管的触发脉冲相位差为120°,接在同一相的两个元件触发脉冲相位差为180°,而相邻两脉冲的相位差是60°[2].控制电路由TMS320F2812及其外围电路组成,根据焊接工艺要求使用陡降外特性的电源,即电源的输出电压随电流上升而迅速下降,陡降外特性依靠电流反馈获得.电弧电流经霍尔电流传感器采样后,输入信号调理电路进行滤波隔离输入DSP的ADC模块,触发脉冲的基准信号由3路过零检测电路提供,触发脉冲由DSP的EV模块输出,分别触发6只晶闸管,实现晶闸管的数字触发.
2 信号调理电路
2.1 电流信号检测与调理电路

图2 电流信号检测与调理电路
图2为电流信号检测与调理电路,采样调理电路部分仍只能采用模拟电路来实现.CS1000CF型霍尔电流传感器的原边额定输入电流为1 000 A,副边额定输出电压范围为4±1% V,其供电由调理电路板提供,供电值为±15 V(允许供电范围±12~±15(±5%) V)[3].由于所测信号为1 000 A时副边输出电压已经超过F2812片上A/D转换器的测量范围(0~3 V),为了保护片上A/D,根据霍尔传感器手册提供参数(负载电阻≥10 kΩ),采用两个10 kΩ电阻在A/D转换器采样前端对副边输出电压进行分压比为0.5的电阻分压,这样1 000 A对应的采样电压就降到了2 V.从电流传感器输出的信号1首先经过了由R1、C1组成的低通滤波电路,滤除高频干扰信号,然后通过U1构成的电压跟随器,实现了电路前后两级的隔离.由于2812的I/O口输入电平必须低于3 V,以防采样电压过高烧毁DSP芯片,因此在芯片引脚的输入前端加了一个稳压管D1,使AD口输入的电压幅值不超过3 V,从而保证了焊接电流值与2端口输出的电压值形成线性映射关系.

图3 同步电路 图4 同步电路波形图
2.2 同步信号的获取及其相位关系
为保证触发脉冲与晶闸管电源电压之间的同步关系,需要从晶闸管电源电压取得能反映其频率和相位的信号[4].控制电路有3路相同的同步电路,它的作用是将同步变压器3路互差120°的正弦波转换为3路互差120°的锯齿波.由于3路电路相同,故只分析其中的1路.同步变压器的电压输入到101端口,输入的同步信号Uta是正弦波,如图3所示,Uta通过R101、C101阻容滤波电路可消除电网中叠加在正弦波上的毛刺,运算放大器N1工作在开环状态,作为零比较器用,将正弦波Uta整流成Uta′.图中C102 与D101,R103与D102、R104组成两套微分电路,分别对Uta′的上升沿和下降沿微分.当Uta′上升时,二极管D101处于反压状态而截止,电阻R103上无电压,则N2的反相端输入为零,D102处于正压状态而导通,电阻R104上产生正脉冲,此时N2为同相放大器,输出电压Uta″为正脉冲.当Uta′下降时,与前述过程正好相反,二极管D102截止,二极管D101导通,在R103上产生负脉冲,电阻R104上的电压为零,此时N2为反相放大器,输出电压Uta″也为正脉冲.由于D101 D102的隔离作用,使正脉冲加在N2同相端输入,负脉冲加在N2反相端输入,相当于进行绝对值变换.结果使运放N2的输出为二倍频于输入正弦波的正脉冲信号.由于所用同步电路是原焊机的同步锯齿波电路的一部分,而DSP的GPIO复用管脚输入电平必须低于5 V,由电阻分压使其脉冲峰值低于3 V,当同步变压器线电压过零时就在3端口输出一个上升沿信号到DSP的捕捉脚,即对应于同步变压器正弦波每次过零时产生一个同步上升沿脉冲信号Ut″,如图4所示.DSP的捕获单元捕获到方波信号的上升沿时,系统产生中断请求,作为移相脉冲触发的起点.同步信号的采集可以通过两种方式即单相同步方式和三相同步方式.三相同步方式虽然增大了硬件开销,增加了软件的复杂性,但是防止了丢失一个同步信号而造成整个周期无脉冲输出的情况发生,大大提高了系统的可靠性,因此本文采用的是三相同步方式.
主电路变压器原边及同步变压器为星形接法,次边变压器为三角形接法.由相位关系推知,当同步变压器线电压过零时,正好对应着次边相电压的自然换相点.为简化编程的复杂性,原焊机的双窄脉冲触发改为宽脉冲触发,相应的主电路晶闸管连接也配合做了改动.
3 脉冲输出及隔离驱动
3.1 隔离驱动
图5为驱动隔离电路,由于数字化电源是一个十分复杂的模拟/数字、高压/低压、高频/低频的混合电路,而且弧焊电源的工作环境十分复杂,工况较为恶劣,各种干扰很多,此干扰对控制系统的性能与稳定有很大的影响,所以在采集信号处采用霍尔器件实现主电路与控制电路的电器隔离,在控制电路板与调理电路板、触发电路与主电路之间采用光耦隔离.

图5 驱动隔离电路
传统的隔离驱动方法是脉冲变压器隔离,采用脉冲变压器虽然电路简单,但是脉冲变压器能量集中在脉冲前沿,适合应用于双窄脉冲的耦合隔离而不适合于宽脉冲的耦合隔离,故本设计中采用了光电耦合隔离.由DSP发出的触发脉冲一般为TTL电平的,不能直接驱动晶闸管,因此需要对触发脉冲进行隔离、变换和放大.本文的系统采用的是三相全控桥式整流电路,有3个结构完全相同的脉冲功率放大线路,每组脉冲放大电路原理图如图5所示.由于输入输出逻辑关系相反,故在后续电路中需要加反相器,以保证逻辑关系一致.光电隔离器中的发光二极管所需的工作电流一般为10~15 mA,难以直接驱动它,TMS320F2812的I/O口高电平最大能提供-4 mA的拉电流,低电平最大能提供4 mA的灌电流[5],故在6N137光耦的前端应加相应的驱动电路,驱动电路采用的是六同相缓冲器CD4050,CD4050能提供典型值高电平-8 mA的拉电流和低电平48 mA的灌电流,这样就保证了后级的光耦能正常工作,并保证了逻辑关系一致及其驱动能力.因为触发信号与控制电路采用了光耦作为电气隔离,光耦隔离后的信号不能提供足够大的门极触发电流,为了保证触发信号能正确触发晶闸管,触发方式为先触发一个小功率晶闸管(CR02AM-8A),该小功率晶闸管触发后提供符合主回路晶闸管触发要求的控制信号,以触发主回路上的晶闸管.
3.2 脉冲输出
DSP开总中断,使3路捕捉中断,每隔3.3 ms就会响应一次中断.根据捕捉的不同中断启动相应的定时器开始计数,以大于60°脉宽(实际编程时取80°)触发对应的晶闸管,实现晶闸管的数字触发,从而获得陡降外特性.图中4端口是由T1PWM-T3PWM输出的宽脉冲,经过隔离驱动放大后触发对应的晶闸管.
4 结束语
以DSP为核心的控制系统实现了埋弧焊电源控制电路由模拟式到数字化的真正转变,而DSP优异的性能将在弧焊电源数字化控制系统中具有广泛的应用前景和优势.整个系统具有复杂度低、集成化程度高、生产调试容易的特点,响应时间快,实时性好,通过改动程序可以适应不同的外特性电源,控制策略灵活,具有良好的通用性.
[1]刘 嘉,殷树言,丁京柱.数字化焊机及其特点[J].电焊机,2001,31(6):8-10.
[2]殷树言,耿 正,刚 铁.晶闸管整流弧焊机的设计与调试[M].北京:机械工业出版社,1997:99-101.
[3]李翰麟.基于DSP的埋弧焊电源控制系统设计[D].成都:西南交通大学硕士学位论文,2009:57-58.
[4]杜海江,石新春.相序相位自适应相控整流器原理分析及实现[J].电工技术学报,2005, (2):105-109.
[5]Texas Instruments Incorporated著,张卫宁译. TMS320C28x系列DSP的CPU与外设(上)[M].北京:清华大学出版社,2004:5-6.
猜你喜欢
现代信息科技(2022年20期)2022-11-17
焊接(2016年1期)2016-02-27
焊接(2016年1期)2016-02-27
东北电力大学学报(2015年1期)2015-11-13
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
电子设计工程(2015年12期)2015-02-27
