多线切割机砂浆控制系统研究
2010-05-11 04:21党兰焕贺敬良王学军吴序堂
制造业自动化 2010年6期
党兰焕,贺敬良,王学军,吴序堂
(1. 西南石油大学,成都 610500;2. 北京信息科技大学 机电工程学院,北京 100192;3. 西安交通大学 机械工程学院,西安 710049)
多线切割机砂浆控制系统研究
党兰焕1,贺敬良2,王学军2,吴序堂3
(1. 西南石油大学,成都 610500;2. 北京信息科技大学 机电工程学院,北京 100192;3. 西安交通大学 机械工程学院,西安 710049)
0 引言
多线切割机是近年来发展非常迅速的一种高效率切割设备,在半导体行业得到广泛应用,半导体单晶材料的加工很多采用多线切割机进行切割[1],近年来,超薄的太阳能硅片切割也大量采用多线切割机,它主要采用多圈绕制的金属钢线对被切材料进行批量切割加工,由于金属钢线直径很小,普遍在0.08mm-0.16mm之间,当绕制在特殊加工的轴辊线槽上后,即可磨削切割厚度200um左右的硅片,最新技术的多线锯甚至能切割厚度达120um的超薄硅片,由于切割线直径很小,切割过程中材料的损耗也相应减小,切割效率高[2],切割的硅片表面粗糙度、TTV值、弯曲度、翘曲度等指标均好于其他方式加工的硅片,而切割晶片的几何参数主要取决于多线切割机的工艺条件[3],因此,多线切割机在半导体及太阳能硅片的切割领域应用广泛,随着技术的日趋成熟,目前多线切割已成为太阳能硅片切割的主要切割手段[4]。多线切割机切割原理如图1所示。

图1 多线切割机切割原理
硅棒材料在缓慢下降的过程中,绕制在轴棍槽中的多圈金属钢线则进行高速单向或往复运动,带动喷射在金属钢线上的砂浆对硅料进行持续磨削,从而将硅棒切割成多个硅片。在硅棒的切割过程中,砂浆的作用非常重要,砂浆必须要有足够的切削能力,并且要保持一定的密度和黏度,而喷射到切割线上的砂浆还必须要有足够的流量,在切割过程中,随着切割线、砂浆和硅料之间持续的相对运动还会产生大量的热,作为切削介质的砂浆必须带走产生的热量,以保持系统正常的工作温度,否则,产生的热量累积会逐步升高,从而使砂浆和硅料的温度都逐步升高,这会对硅片切割质量产生严重影响,容易出现崩边,表面损伤,形成缺陷[5,6],甚至造成断线。因此,在硅片切割过程中,应根据硅料的切割状态实时监控砂浆的密度、流量、温度等数据,并根据监测数据实时控制砂浆流量。因此,研究多线切割机的砂浆控制系统,获得稳定的砂浆流量对于硅片的切割过程是非常重要的。
1 砂浆控制系统构成
基于对太阳能硅片TTV值及表面粗糙度的要求,采用多线切割机对硅棒进行切割时要求砂浆流量的波动范围保持在±2L/min,砂浆流量过大,会对切片形成冲击,切割过程中会造成掉片,砂浆流量太小,将造成切削能力不足,切割温度升高,从而影响硅片表面质量,切割时要求砂浆温度波动范围保持在±1℃以内,温度波动过大,极易对切割状态产生影响,甚至造成断线,从而造成切割硅棒报废。根据系统对砂浆温度和流量的控制要求,砂浆控制单元的设计采用质量流量传感器、砂浆泵、砂浆搅拌泵、砂浆喷射装置及运动控制器构成,根据砂浆流量的控制要求,系统构成如图2所示。
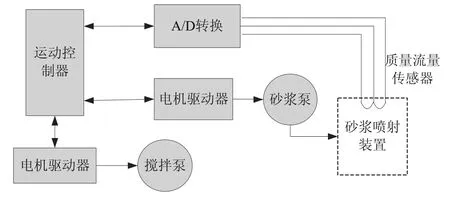
图2 流量控制系统原理
搅拌泵可把磨削砂粒和切削油搅拌成一定密度的砂浆浆液,使砂粒和切削油充分混合,砂浆泵用于将搅拌均匀的砂浆抽取到砂浆喷射管中,并以一定的流量喷射到切割线上,用于对硅棒的高速切割,由于流量大小对硅片的切割非常重要,因此设置质量流量传感器实时监测砂浆流量,并通过运动控制器动态调整砂浆泵转速,使砂浆流量根据设置值变化。
2 砂浆控制方法分析及实现
根据系统对砂浆流量和温度的控制要求,采用较为容易实现的ON-OFF方式进行控制,首先对砂浆流量控制系统进行试验,设定好砂浆流量,并设定流量波动范围为-2L/min—2L/min,砂浆流量从零开始上升,通过流量传感器检测砂浆流量变化,如果流量的波动大于设定值+2L/min,则控制系统会通过减小砂浆泵转速来提高砂浆流量,如果流量的波动小于设定值-2L/min,则控制系统会通过增加砂浆泵转速来提高砂浆流量。通过实验发现,此控制方式简单易行,但控制精度较差,由于砂浆温度并不能迅速增加,控制上有滞后,这样往往会使控制目标超差,试验中监测温度数据如图3所示。
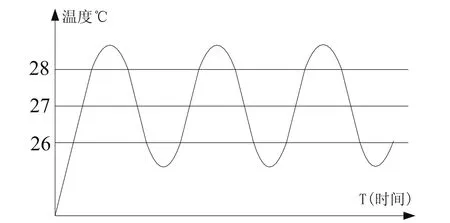
图3 温度ON-OFF控制图
由试验可知,采用ON-OFF控制方式达不到控制精度的要求,拟采用PID控制方法,以提高控制精度。根据PID算法的输出量公式如下:

式中,U为输出量,P值是比例带(PB);I值为积分时间(Ti);D值为微分时间(Td)。比例带PB控制输出量的大小,是控制砂浆流量精度的基础因素,而e = PV(现在值)– SV(设定值),当目前砂浆流量等于设定流量时,e值即为零,此时P控制中即无输出量,P无输出量是无法将砂浆流量一直保持在设定值的,此时便需利用I控制来执行补偿的动作。因此,当激活I量控制时,公式中1/Ti*1/PB∫edt也随之运算,式中可知Ti是位于算式中分母的位置,所以当Ti值愈小时,所算得的积分量愈大;反之,Ti值愈大,则计算的积分量则愈小。而当系统砂浆流量产生变化时,将激活D量控制。在系统中,当砂浆流量快速的下降时,此时U(输出量)=P量+I量+D量。相反,系统中砂浆流量快速上升时,此时U(输出量)=P量+I量-D量,因此D量是用来控制流量急剧变化时,输出的快速反应以减少和设定值的误差。D量值是由公式中TD*1/Pb de/dt 计算取得,因此当D值愈大时,反应的速度愈快;反之,D值愈小,反应速度愈慢。
根据PID控制方法分别对砂浆流量进行控制,设置好砂浆流量和温度,试验中实时监测流量和温度,由于砂浆流量上升慢,采用PID控制能较好地控制砂浆流量的变化,但砂浆流量在开始控制中出现超调现象,检测的流量数据如图4所示。
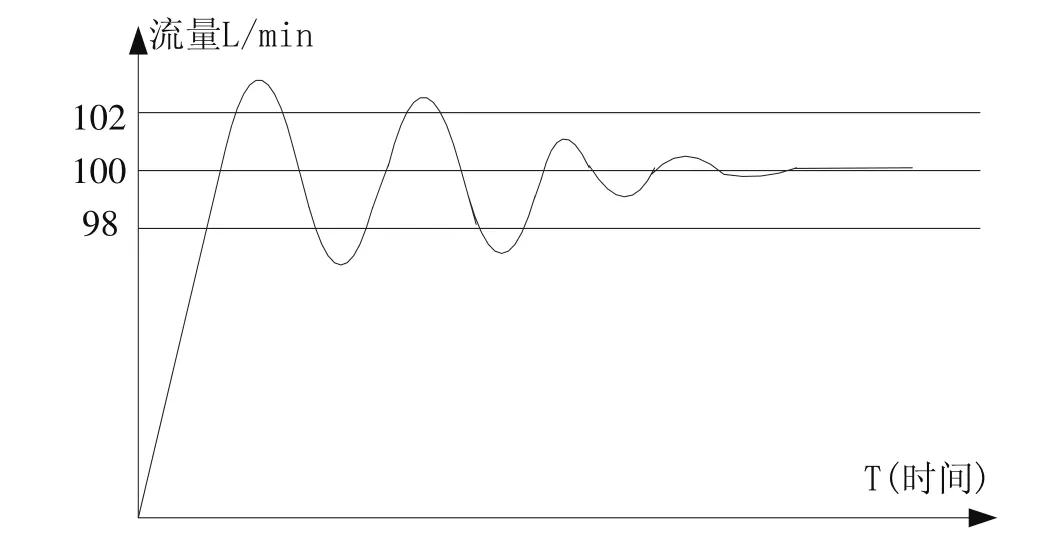
图4 砂浆流量PID控制图
分析发现,由于砂浆流量在开机后上升慢,监测流量低,必需提高砂浆泵转速以增加流量,转速提高使得流量迅速增大,从而造成流量过高,而形成上下振荡。实际上,P值调整的太小,则将会产生流量增加过高而造成上下振荡的情形,若将P值调整的太大,则流量应答速度慢,不易达到设定的流量值,需要I值和D值调整。通过反复多次调整PID参数,砂浆流量的波动最终能很好地控制在±2L/min以内,而且流量在长时间运行中也非常恒定。
3 流量控制方法验证和讨论
采用调整好的PID参数控制砂浆系统进行两根单晶材料的切割试验,由于太阳能硅棒材料是准方形,切成的硅片四角为圆弧形,通过实际切割试验发现恒定的砂浆流量并不适应硅片的切割,尤其在切至末端时,硅片极易被砂浆冲掉,造成切割的成片率降低,硅片破损严重,太阳能单晶硅片外形是准方形,厚度在180-200um之间,如图5所示。
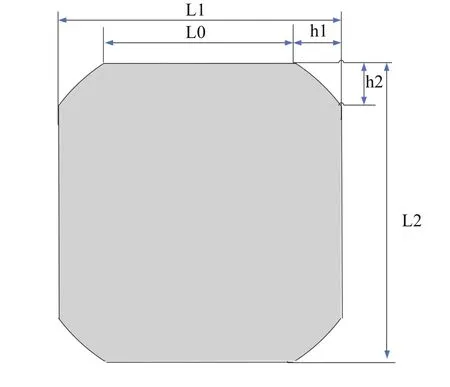
图5 太阳能硅片外形图
硅片的准方形是通过圆形硅棒切断、切方后磨削而成的,成型的准方形硅棒在切割时要粘接在玻璃托板上,当被切割至硅棒末端时,硅片轮廓变小,砂浆冲击在硅片斜面上,流速会对硅片造成很大冲击,造成部分硅片掉落、破损,必须根据硅片外形变化实时调整砂浆流量。因此,采用砂浆变流量的控制方式应该能解决这一问题,即根据硅片外形尺寸变化实时调整砂浆流量,使砂浆流量即相对恒定,又随着硅片外形的变化而变化。另外,切削速度对晶片崩碎坑的影响较大[7],必须进行变速进给控制,通过控制硅棒进给速度的变化和砂浆流量的变化,减小砂浆在切割末端时的冲击,增加硅片表面质量,并减少崩边和破损。对于125mm规格的硅片,上图中L1=L2=125mm,h1=h2=20mm,由于圆弧部分直径为150mm,当L1变化至L0的过程中,其圆弧部分变化较小,砂浆对这部分变化量造成的影响较小,可将此部分圆弧变化视为直线,假设硅棒进给时在L0处速度为V0,进给至L1处时速度为V1,则硅片宽度在圆弧部分的长度L变化为:
采用125mm规格的硅片进行试验,检测硅片初始宽度L0值为85mm,实验中设置硅片进给初速度V0为0.25mm/min,V1设置为0.3mm/min,随着进给时间Δt的变化,硅片宽度L值将最终增加到125mm,设置砂浆流量在90-110L/min之间变化,切割过程中实时检测硅片长度变化,而流量变化的控制方式与进给速度的控制相同,多次试验发现当切割2根硅棒时,砂浆流量从120L/min变化到85L/min时,砂浆温升很低,最大约为29.5℃左右,硅片的成片率也大大增加,在未进行变速进给和变流量控制前,切割后硅片掉片约在20-30片左右,改进控制后每次切割掉片小于2片,通过检测清洗后的硅片,由于采用变速进给方式,硅片的边缘破损和表面质量均有很大提高,完全达到太阳能硅片的指标要求,硅棒切割后的硅片如图6所示。
4 结论
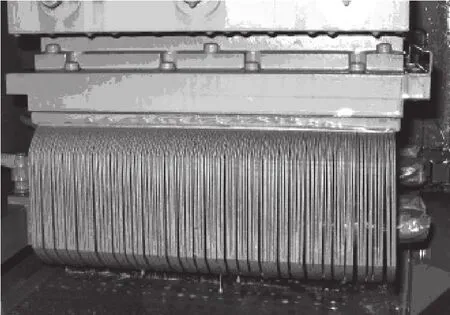
图6 切割后的硅片外形图
本文通过试验分析介绍了多线切割机在硅片切割中砂浆流量的控制方法和控制方案,并通过试验进行了改进和完善,该方法通过多次切割试验证明可行,而且所切硅片具有很好的切割质量,各项指标均达到工艺要求,解决了多线切割机中砂浆控制对切割硅片的影响,在对156mm规格的硅片试切中也取得了很好的效果。
[1]林健.多线切割工艺中晶片翘曲度的检测[J].半导体技术.2009,(4):318-319.
[2]戴瑜兴,汤睿,张义兵,蒋近.数控多线切割机术及发展趋势[J].电子工业专用设备,2007,11:1-4.
[3]宁培桓,周建伟,刘玉玲,等.Si单晶片切削液挂线性能的研究[J].半导体技术,2008,(11):981-984.
[4]富扬,刘兆滨,宋恩军,等.硬脆性材料切割切削液的组成和发展[J].半导体技术,2008,(4):292-295.
[5]TONSHOFF H K,SCHMIEDEN W V,INASAKII I.Abrasive machining of silicon[J].Annual of the CIRP,1990,39(2):621-630.
[6]BISMAYER U,BRINKSMEIER E,GUTTLER B,et al. Measurement of subsurface damage in silicon wafers[J].Precision Engineering,1994,16(2):139-143.
[7]方素平,小森雅晴,赵宇,等.半导体芯片切割加工品质的评价方法[J].半导体技术,2008,(4):300-303.
Multi-wire saw cutting slurry control system research
DANG Lan-huan1, HE Jing-liang2, WANG Xue-jun2, WU Xu-tang3
多线切割机是近年来发展非常迅速的一种高效率切割设备,在半导体领域应用广泛,它通过驱动多圈绕制的金属钢线高速旋转,带动喷射在金属钢线上的砂浆对硅材料进行磨削切割,在多线切割机对硅片的切割过程中,砂浆必须保持一定的流量和温度,才能对硅料进行持续高效的切割,砂浆流量的变化会影响切割效率和切割质量,切割过程会产生热量,砂浆在循环过程中必须带走产生的热量,否则热量在砂浆中聚积,对硅片切割会产生不利甚至断线。研究了多线切割机砂浆控制系统,对硅片切割中砂浆流量控制方法进行研究,通过实验验证通过该砂浆控制系统能得到的稳定的流量,砂浆流量波动很小,很好地提高了硅片切割质量及切割成片率,工艺线使用效果良好。
多线切割机;砂浆流量;PID控制
党兰焕(1971-),女,高级工程师,博士生,研究方向为机械设计理论与方法。
TN305.5
A
1009-0134(2010)06-0068-04
10.3969/j.issn.1009-0134.2010.06.23
2009-08-21
猜你喜欢
建筑与预算(2022年12期)2023-01-09
现代经济信息(2022年26期)2022-11-16
建筑与预算(2022年10期)2022-11-08
建筑与预算(2022年6期)2022-07-08
玩具世界(2022年2期)2022-06-15
建筑与预算(2022年2期)2022-03-08
房地产导刊(2021年8期)2021-10-13
出版人(2020年4期)2020-11-14
金刚石与磨料磨具工程(2019年4期)2019-09-18
能源(2018年10期)2018-01-16