
ZA4-1/ZL102双金属复合材料的挤压铸造研究
2010-08-17 09:37汪文杰罗继相
武汉理工大学学报(交通科学与工程版) 2010年6期
汪文杰 罗继相 周 丽
(武汉理工大学物流工程学院1) 武汉 430063) (杭州易泰达科技有限公司2) 杭州 310000)
挤压铸造作为一种精确铸造技术,在国内外稳步发展,部分替代了压铸及其他铸造成形技术,生产出一系列形状复杂、力学性能良好的铸件[1].以金属合金为基体,以高强度第二相为增强体而制得的金属基复合材料,具有高比强度、高比模量、耐磨、耐热、导热、低热膨胀系等优良性能,作为先进复合材料将逐步取代部分传统的金属材料而应用于航天航空、汽车工业等领域[2].由于在挤压铸造工艺下,固态增强体的预热温度以及挤压压力的大小将对复合材料的渗透距离以及结合面的组织都有重要的影响[3].文中研究了固态锌基合金ZA4-1与液态铝基合金ZL102的复合[4-8],主要通过改变锌合金的预热温度以及挤压压力的大小来控制ZA4-1/ZL102双金属复合材料的结合界面组织,并对材料的显微组织进行了分析和总结.
1 试验材料与方法
1.1 试验材料
1)铝基合金 本实验采用的铝合金为ZAl-Si12,其合金代号为ZL102,主要化学成分如表1所列.
2)锌基合金 试验中复合体采用的是ZA4-14Cu1Mg锌基合金,化学成分见表2.由于材料有限,本实验中用到了少量其他锌基合金.

表1 ZL102的主要化学成分(质量分数/%)

表2 ZA4-1的主要化学成分(质量分数/%)
1.2 试验方法
将表面处理过的ZL102合金放入坩埚电炉中按正常的操作规程进行熔炼,熔炼温度控制在690~730℃之间.在四柱式万能液压机上完成挤压复合的试验.通电将模具温度加热到200℃;并将被复合试样(锌合金)预热后置于四柱式万能液压机的模具型腔内.控制ZL102的浇注温度在690~730℃.将熔炼好的液态的铝合金浇注其中,施加一定压力保压 8~15 s,然后回程、开模得到复合材料.
改变锌合金的预热温度和挤压压力,制得不同的复合材料试样.用正置式透反金相显微镜,通过软件NIS-Elements-[live-Fast]测得渗透的平均距离,对材料试样进行微观组织分析.
2 试验结果与分析
2.1 锌合金预热温度对复合界面组织的影响
如图1是A4-1合金在不同的预热温度下与ZL102合金挤压复合后的组织.表3为试样的各项参数情况,图2为通过放大倍数为1 250倍的偏光显微镜(polarizing microscope,PM)拍得.

表3 试样的各项参数情况

图1 锌合金在不同预热温度下与铝合金复合后的组织

图2 渗透平均距离对照图
由图1对比可看出,预热温度为300~350℃时,椭圆形内白色组织处的渗透距离明显要长,复合效果较好,通过软件NIS-Elements-[live-Fast]可以测得渗透的平均距离约为11.9μm,如图2 a)所示.图1 c)中的界面处仅呈现一条直线,而图1 b)中,ZA4-1的界面渗透处形成一道不规则的曲线,少量的铝合金原子挣脱了金属内部组织的束缚渗透到锌合金组织中,通过软件NIS-Elements-[live-Fast]测得渗透的平均距离约为7.4μm,如图2b)所示.由此可见,在挤压铸造工艺下,锌合金的预热温度对ZA4-1/ZL102复合材料的渗透距离以及锌合金组织的晶粒细化有重要的影响.预热温度在300~350℃时锌合金组织的晶粒细化程度较高,复合材料的界面组织渗透现象较好.
2.2 挤压铸造压力对复合界面组织的影响
实验过程中所采用的四柱式万能液压机的公称压力最大值为2 000 k N,图3中,a)、b)、c)分别显示了挤压压力分别为1 200,1 600,1 760 kN情况下,ZA4-1/ZL102复合材料的界面组织.图4同样是在1 250倍的偏光显微镜拍得,图4a)、4b)分别对应图3a)和图3b)2个试样,图中渗透的平均距离也是通过软件NIS-Elements-[live-Fast]测得.
图3a)所示,当挤压压力为1 200 k N时,椭圆形处中间的颜色较浅的组织与铝合金和锌合金的组织不一样,中间的有一层明显的渗透,其渗透距离比较大,通过软件NIS-Elements-[live-Fast]测得渗透的平均距离约为 8.4μm,而当压力为1 600 k N时,两种材料的结合处组织只有少量的渗透现象,平均距离约为4.6μm.图3c)中,由于挤压压力过大造成了组织内部断裂,这一缺陷将对ZA4-1/ZL102的力学性能带来严重的影响.
由此可见,在挤压铸造工艺下,挤压压力同样对ZA4-1/ZL102复合材料的制备有重要的影响.如果压力过大,就会带来裂纹等缺陷.当压力不够时,两种材料的渗透效果不够好,所以合理控制挤压压力的值是制备过程的关键.压力在120 t时ZA 4-1/ZL102复合材料的界面组织渗透现象较好,表4是以上几种情况下试样的各项参数值.

图3 不同挤压压力下复合材料的结构组织
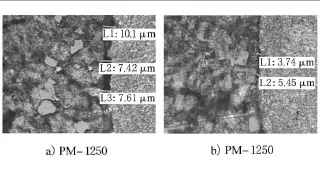
图4 渗透平均距离对照表
2.3 最佳复合效果工艺参数的确定
通过多次实验的分析和总结,对比不同参数下的组织图,找到相对较好的一组工艺参数.表5所列为最佳复合效果图的各种参数情况,在此参数下所得到的最佳复合效果组织如图5所示.从图5可见,两种材料的界面处有明显的渗透,通过软件NIS-Elements-[live-Fast]测得其渗透平均距离约为13.4μm,如图6所示.

表4 试样的各项参数

表5 最佳复合效果图的各参数情况

图5 最佳复合效果组织图(MM-40)
3 结束语
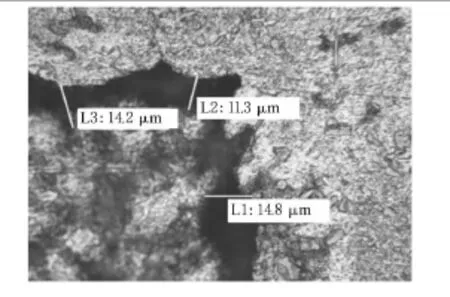
图6 渗透平均距离图(PM-1250)
在挤压铸造工艺下,锌合金的预热温度和挤压压力对ZA 4-1/ZL102复合材料的渗透距离以及锌合金组织的晶粒细化有重要的影响.当锌合金预热温度较低时,复合材料的界面组织渗透达不到良好的效果.当挤压压力较小时,两种材料无法渗透或者渗透效果不好;当挤压压力过大时,又会带来裂纹等缺陷[9].
在锌合金预热温度约为320℃、挤压压力为120 t、铝液浇注温度约为700℃、模具温度约为200℃、保压时间10S时ZA4-1/ZL102的复合界面组织效果较好,此时获得的复合界面的组织有明显的渗透并且其平均距离约为13.4μm,为最佳复合效果.
[1]罗继相.挤压铸造实用技术研究[J].特种铸造及有色合金,2005(3):150-152.
[2]于化顺.金属基复合材料及其制备技术[M].北京:化学工业出版社,2006.
[3]齐不骧.挤压铸造[M].北京:国防工业出版社,1984.
[4]张国定,赵昌正.金属基复合材料[M].上海:上海交通大学出版社,1996.
[5]尹洪峰,任 耘,罗 发.复合材料及其应用[M].西安:陕西科学技术出版社,2003.
[6]陶 杰,赵玉涛.金属基复合材料制备新技术导论[M].北京:化学工业出版社,2007.
[7]闻荻江.复合材料原理[M].武汉:武汉工业大学出版社,1998.
[8]高静微.金属基复合材料连接技术的研究进展[J].稀有金属,1999(1):28-29.
[9]罗继相.挤压力对晶体生长速度及枝晶间距的影响[J].特种铸造及有色合金,2002(5):35-37.
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
有色金属材料与工程(2020年5期)2020-11-27
金属加工(热加工)(2020年12期)2020-02-06
科技创新与品牌(2018年12期)2018-12-17
中国有色金属学报(2018年2期)2018-03-26
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
焊接(2016年2期)2016-02-27
中国塑料(2014年2期)2014-10-17
表面工程与再制造(2014年2期)2014-02-27
