钢管镀锌工艺和设备
2010-09-08 12:42李贤成
电镀与环保 2010年5期
李贤成
(四川红光机电公司,四川成都611730)
钢管镀锌工艺和设备
李贤成
(四川红光机电公司,四川成都611730)
0 前言
为了使钢管具有洁白光亮的外观和较好的耐蚀性能,除了采用热镀锌工艺外,还可以采用电镀锌工艺。
本人设计了一条钢管银白色镀锌生产线。对工艺、设备、加温、通风、给排水等方面细心运作,所有工作的重心围绕确保镀层质量,提高钢管镀锌的良品率展开。下面就工作中的一些体会与大家共享。
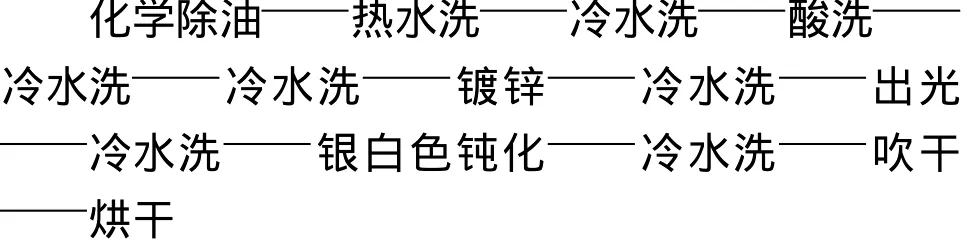
1 工艺流程
2 工艺配方及操作条件
2.1 化学除油

2.2 酸洗

2.3 镀锌

2.4 出光

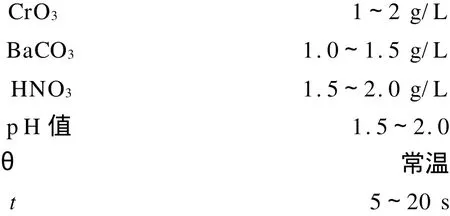
2.5 低铬银白色钝化
3 药品的选择
化学药品的质量关系到电镀锌生产的正常进行,是保证产品质量的重要因素。
氯化锌是镀液的主盐,其所含金属杂质多对镀锌质量影响很大。应采购电镀级,纯度高的。
氯化钾是导电盐和阳极活化剂,其质量影响镀液的分散能力、深镀能力和阳极的溶解。应选用纯度高、杂质少、溶解性好的氯化钾。
酸性氯化钾镀锌光亮剂品种繁多,应通过赫尔槽或3 000 m L烧杯电镀试验,选择镀液分散能力、深镀能力好,起光速率快,浊点高的镀锌光亮剂。另外,检查镀层结合力、有无脆性,应严格筛选。
4 钢管镀锌的设备
钢管镀锌的设备和一般工件镀锌的设备有所不同。钢管的尺寸一般都比较大,短的为3~4 m,长的为8~12 m。因此,所有处理槽都比较长。镀槽2个,尺寸为12 m×0.6 m×0.6 m;除油槽1个,尺寸为12 m×0.5 m×0.5 m;酸洗槽、出光槽、钝化槽各1个,尺寸为12 m×0.5 m×0.5 m;水洗槽7个,尺寸为12 m×0.5 m×0.5 m。
钢管比较重,直径Φ20 mm,Φ25 mm,Φ30 mm,Φ40 mm的钢管的质量达几十kg至几百kg。上下槽要靠2个人抬或采用吊装设备。
在酸洗槽和镀槽上安装单边或双边抽风罩,选用5#或6#塑料风机。
为了给除油槽、热水槽加热升温,可采用1 t的锅炉。
为保持镀液清洁,应使用过滤机1台;其它使用直流电源1 000 A/0~12 V 2台;使用Φ40 mm的黄铜棒若干根作导电棒。
5 常见故障及解决办法
5.1 镀层起泡脱皮
(1)前处理不良,加强除油除锈;
(2)光亮剂多,大电流电解;
(3)有机杂质多,活性炭净化处理。
5.2 镀层不光亮
(1)光亮剂少,添加光亮剂;
(2)锌的质量浓度偏高,化验后调整;
(3)金属杂质多,大处理。
5.3 内孔无镀层
(1)内孔不清洁,加强除油除锈清洗;
(2)光亮剂差,换光亮剂;
(3)未加辅助阳极,加辅助阳极。
5.4 镀层泛黄
(1)镀层薄,加厚镀层;
(2)钝化剂差,更换钝化剂;
(3)清洗不良,加强清洗。
5.5 沉积速率慢
(1)锌的质量浓度低,增加阳极和氯化锌;
(2)光亮剂不足,添加光亮剂;
(3)电流密度低,调整电流密度;
(4)导电不良,检查电路。
book=45,ebook=16
TQ 153
B
1000-4742(2010)05-0045-02
2010-05-07
猜你喜欢
金属热处理(2022年10期)2022-10-25
表面工程与再制造(2019年3期)2019-09-18
机械工程师(2018年10期)2018-02-18
电镀与环保(2016年2期)2017-01-20
超硬材料工程(2016年1期)2016-02-28
现代冶金(2016年6期)2016-02-28
装备环境工程(2015年4期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27