Machining Line PIanner输出STEP-NC数控程序的研究
2010-09-11 09:13樊留群刘玉平
制造技术与机床 2010年7期
樊留群 刘玉平
(同济大学中德学院,上海 200092)
Machining Line PIanner输出STEP-NC数控程序的研究
樊留群 刘玉平
(同济大学中德学院,上海 200092)
介绍了STEP-NC的概念、数据模型及其结构特点,然后通过对比MLP(Machining Line Planner)和STEP-NC数控程序对特征和操作的不同定义方法,分析了在MLP中特征及加工工艺与STEP-NC的对应关系,探讨了在MLP中实现输出STEP-NC格式的零件加工程序的方法。
STEP-NC数据模型 数控程序 Machining Line Planner
国际标准组织提出的STEP-NC(ISO14649)标准是适应STEP的数控数据接口(Step Compliant Data Interface for Numeric Controls)的简称,是STEP标准向数字化制造领域的延伸。它的基本思想是将基于STEP的CAD模型和工艺数据直接用于数控机床的编程,真正实现CAD/CAM与CNC之间信息的转化。目前CAM系统的输入可以是STEP格式的中性文件,但输出却一直被一种存在几十年的国际标准ISO6983(即G代码)统治着,它限制了产品设计与制造信息的无缝连接[1]。
MLP是西门子公司提供的数字制造解决方案Tecnomatix下的用于零件工艺规划的一种软件工具。在国外,它已被广泛成熟地应用于汽车制造领域,尤其是在汽车发动机的工艺规划方面。它最后将生成传统的程序代码,但STEP-NC是将来制造业发展的趋势所在。因此本文在对STEP-NC数据模型及程序结构特点进行介绍的基础上,重点对MLP自动生成STEP-NC数控程序进行研究与分析。
1 STEP-NC简介
1.1 STEP-NC数据模型
STEP-NC使用面向对象技术,建立新的数据模型(图1),它是根据制造特征进行编程,而不是针对具体机床轴的运动和刀具作用直接编程。STEP-NC数据模型由一系列称为实体的基本单元组成。整个数控程序被作为一个工程(Project),基本单位为工步(Workingstep),一系列有序的工步组成了工作计划(Workplan)。每一个工步必须包括一个加工对象及对应的加工方法,其中加工对象通过加工特征(Feature)给出,它必须是一个具体的特征(例如平面、孔等),而加工方法则通过操作(Operation)来描述,它包括刀具(Tool)、工艺(Technology)、加工策略(Strategy)等。也就是说工步、特征和操作三者是一一对应的关系,每一个工步对应一个特征和一种加工操作方法。STEPNC数控程序包含了产品全生命周期的所有数据,克服了传统G代码编程带来的工艺信息丢失等缺陷。
1.2 STEP-NC程序结构
STEP-NC数控程序文件一般由两部分组成,第一部分是头文件(Header),主要介绍文件名称、作者、日期等相关信息;第二部分是数据段,以Data开始,它是数控程序的主要部分,包括关于几何、特征和制造任务的所有信息。数据段以一个工程实体(Project)开始,结构按“实体标识=实体名(属性值);”的格式列出。例如#109=PROJECT(‘EXECUT EEXAMPLE1’,#108,(#18),$,$,$),实体标识以字符“#”与一个整数组成。实体名来源于ISO14649定义的具有特殊意义的保留字(如PROJECT)。属性值可以是数值、结构类型数据或嵌入式的实体(用对应的实体标识号表示)[2],当属性值为空时则用$表示。

2 Machining Line Planner自动生成STEPNC程序研究
在MLP中可以完成对零件的整个工艺规划过程并输出程序文件。其功能流程如下:首先将FEATURE STEP格式的CAD模型输入该系统,然后与系统预定义的特征类进行比较,完成自动特征识别,再根据资源库、规则库等为每个特征选择相应的操作和刀具,之后系统可以自动计算出刀轨,完成这些工艺规划步骤后最后将生成程序文件[3]。目前该软件最后生成的程序文件为APT刀位文件,而不能直接生成STEP-NC程序文件。如前所述,STEP-NC程序是以工步为基本单位,一个工步对应一个特征和一个操作,这与MLP中为每个特征选择对应的操作和刀具的基本思想是一致的,因此MLP能否自动生成STEP-NC程序的关键问题就在于它能否提供STEP-NC程序所要求具备的所有信息并准确提取出来。在STEP-NC程序中特征和操作的描述基本涵盖了所有内容。下面将针对这两个方面,以发动机缸体(其零件模型及特征视图如图2所示)在MLP中识别出的特征和对应操作为例,对比他们定义描述的异同,从而研究自动生成STEP-NC程序的方法。
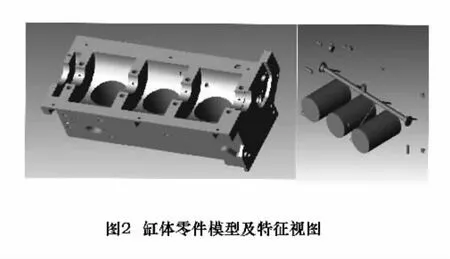
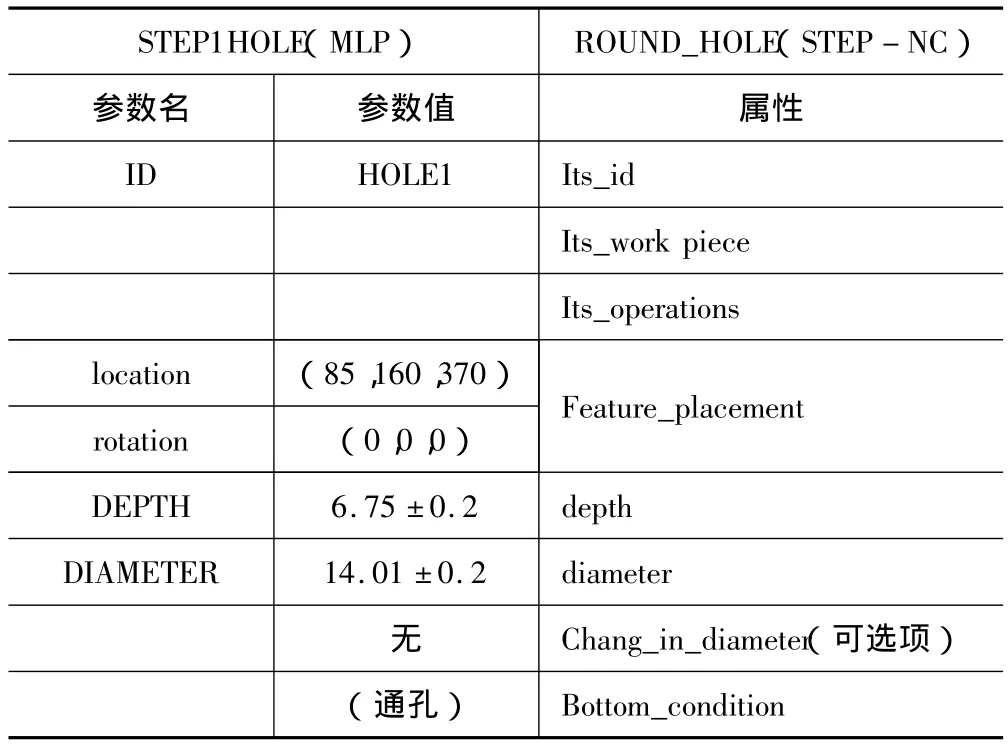
表1 孔特征描述对比
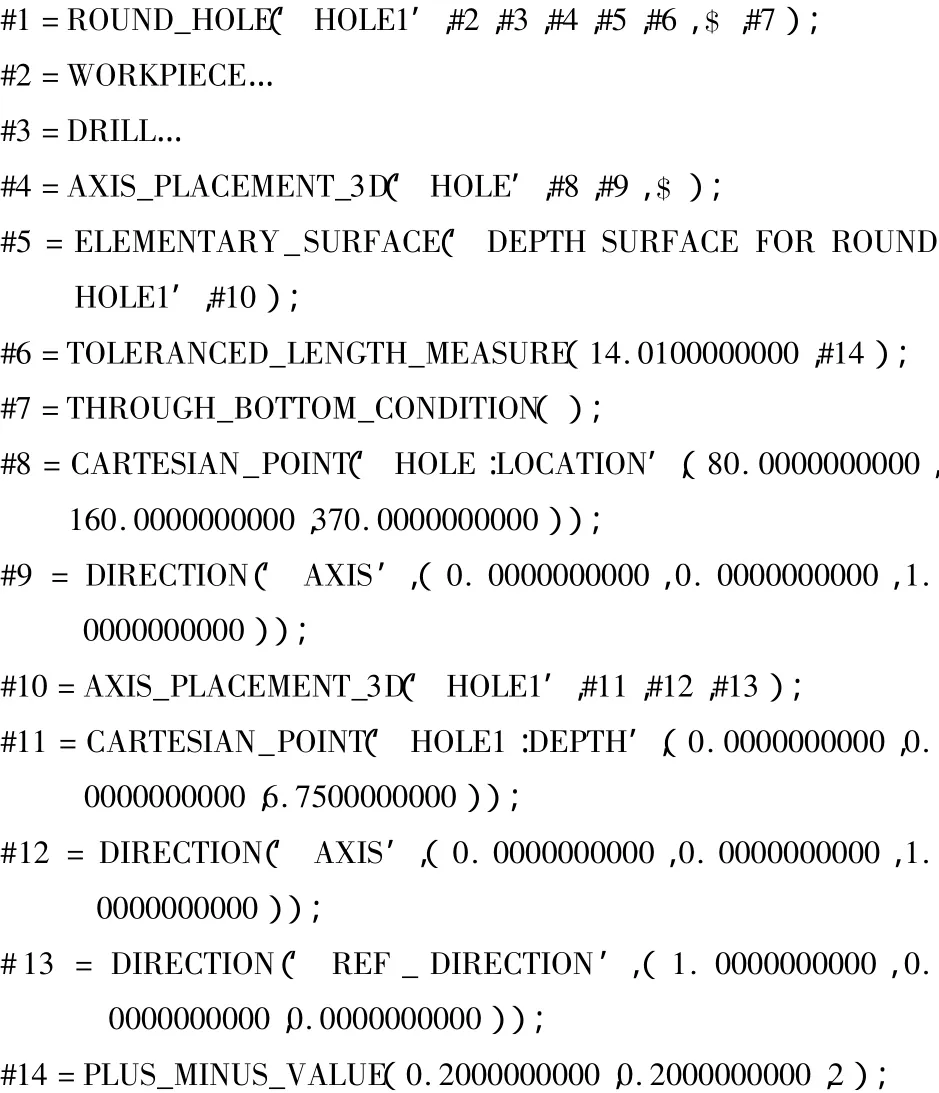
首先以该例中识别出的一个STEP1HOLE特征为例。在MLP中系统识别出该特征后便自动为其各项参数赋值,也可进行手动修改。特征STEP1HOLE与STEP-NC程序中的特征ROUND_HOLE相对应,描述该特征的属性值共有8个,如表1所示,左边的参数则为从MLP中提取出来的。其中属性Its_id即对应ID HOLE1;属性值Its_workpiece和Its_operation是对零件(例如id、材料等)和操作的描述,它们被包括在特征的属性值里面,只是强调特征与它们的对应关系,并不涉及特征的具体形状,它们各自又有很多属性值,在MLP中已有对零件的总体描述,此处不详细论述,本文后面会详细讨论操作的描述;属性Feature_placement描述孔特征在工件坐标系中的位置,它由特征坐标系原点和孔中心轴方向两个值来表示。它对应MLP中的Iocation和rotation项。在MLP中孔特征坐标系与孔是固定在一起的,孔特征坐标系原点默认位于孔表面的圆心处,中心轴为 轴并且正方向朝外。location表示特征坐标系原点在工件坐标系的位置,而特征的具体位置则通过rotation来确定,该项3个值全为0则表示特征坐标系与工件坐标系方向一致,如果第三个值为90,则表示特征坐标系连同孔一起绕工件坐标系 轴逆时针旋转90°。这种定义与STEP-NC程序相似,在STEP-NC程序中孔特征的特征坐标系原点也默认为孔表面的圆心处,方向则通过DIRECTION(即一个矢量)来描述。此例中则为(0,0,1),表示中心轴沿 轴方向朝外,因此我们只要分析rotation项中旋转角度与工件坐标系方向的关系即能确定该矢量的方向值;属性depth描述该孔的深度以及加工误差范围,与表中 depth,即6.75 ±0.2 mm 相吻合;属性diameter描述孔的直径以及加工误差范围,与表中DIAMETER相对应;属性chang_in_diameter表示该孔直径是否有大小变化,为可选项,MLP中如果直径有变化的孔则自动识别为POCKET ROUND TAPERED等,此处特征STEP1HOLE可以确定孔直径无变化,则该项属性为空;属性Bottom_condition描述底部情况,对于STEP-NC程序中的ROUND_HOLE特征该属性有两种可能,即通孔(through_bottom_conditio)或盲孔(blind_bottom_condition),在MLP中如果是通孔则自动识别为STEP*HOLE(其中*用数字表述,即*阶孔),如果是盲孔则自动识别为STEP*POCKET,因此在生成 STEP-NC程序时,如果遇到特征STEP*HOLE则该项属性默认提取为通孔。故该特征编写成STEP-NC程序如下,其中WORKPIECE和DRILL后的描述省略。
STEP-NC程序中对于操作的描述一般包括刀具信息,辅助功能及工艺策略,而不直接包含刀具轨迹信息。特征 ROUND_HOLE采用的操作是 DRILL,在STEP-NC标准中它对应的属性值有14个,但绝大部分属于可选项,因此表2中只列举了4个必选项,并与MLP中对应一个孔的操作进行对比。提取这些参数后便可按照STEP-NC程序格式输出程序代码。
下面再以面特征为例。在STEP-NC程序中描述面的特征叫PLANAR_FACE,它共有9个属性值,如表3所示,依次是 Its_id,Its_workpiece,Its_operations,Feature_placement,depth,course_of_travel,removal_boundary,face_boundary,its_boss[4],其中属性 Its_id,Its_workpiece,Its_operations与之前介绍的孔特征类似,这里不再赘述;对于属性Feature_placement,MLP中面特征中的特征坐标系原点位于面的中心点处,其他具体定位的描述与孔特征类似;属性depth,course_of_travel,removal_boundary分别对应该平面被铣削的厚度及平面长和宽,系统中均有描述;属性face_boundary是可选项,表示该特征的边缘,一般不予描述,属性值为空;属性its_boss也是可选项,表示面上不需铣削的凸台,此处的面特征无凸台,即此属性值为空。
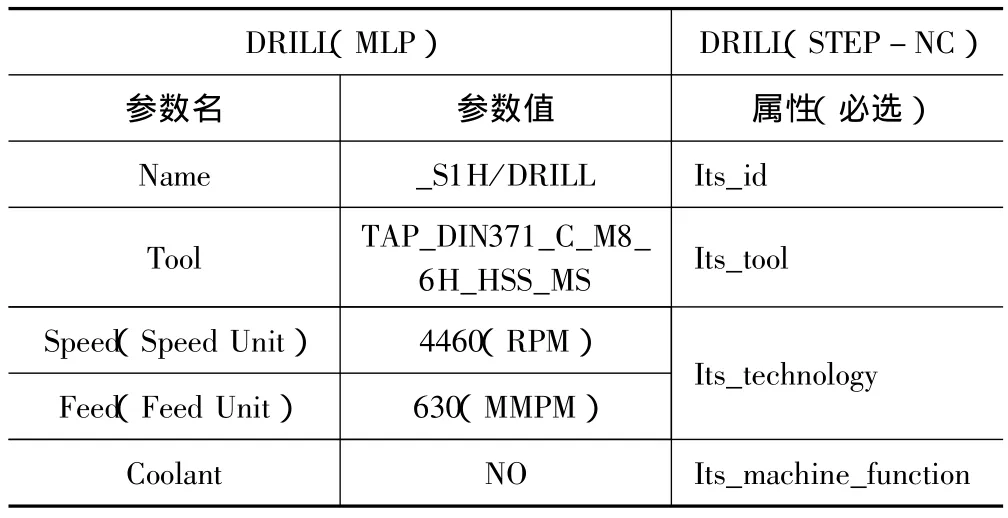
表2 操作参数对比
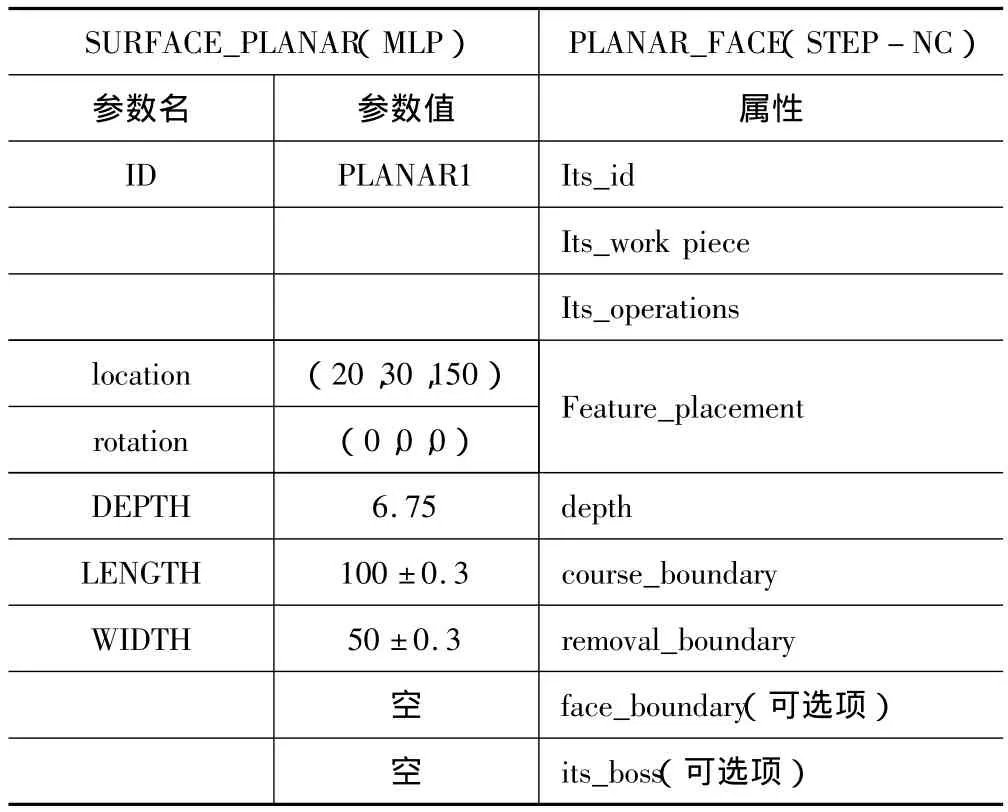
表3 面特征参数对比
3 结语
本文在介绍STEP-NC概念、数据模型及其结构特点的基础上,重点以孔和面特征为例分析了MLP中特征及加工工艺与STEP-NC的对应关系,提取MLP中的参数值并按照一定的规则转换为STEP-NC数控程序中的属性值,从而研究了自MLP中直接生成STEP-NC数控程序的方法,且给出了具体程序实例。真正实现了CAD/CAM与CNC之间信息通道的闭环,克服了传统G代码信息流只能从CAD/CAM传到CNC,而在车间的任何修改都不能通过数控程序反馈到规划部门的缺陷。
[1]陈孝金,等.应用STEP-NC实现产品设计制造信息的共享[J].数控机床与数控系统,2006,35(11):27 -28.
[2]刘日良,张承瑞.STEP-NC数据模型和数控程序[J].中国制造业信息化,2004,33(10):102 -103.
[3]王晨晴.发动机制造的数字化工厂技术应用研究:[ 硕士学位论文].上海:同济大学,2009.
[4]ISO 14649-10,Industrial automation systems and integration-Physical device control-Data model for computerized numerical controllers-Part 10:General process data[S].
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The Research of Output of STEP-NC Program from Machining Line Planner
FAN Liuqun,LIU Yuping
(Tongji University,Shanghai 200092,CHN)
This paper introduces the concept of STEP - NC,its data model and structural characteristics.Then by comparing the different definitions of feature and operation between Machining Line Planner and STEPNC program,the paper studies the method of automatic generation of STEP-NC program and a range of issues.
STEP -NC Data Model;STEP -NC Program;Machining Line Planner
樊留群,男,1964年生,教授,主要从事教学和生产过程自动化方面的研究。
(编辑 谭弘颖) (
2010-04-01)
10728
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24
铸造设备与工艺(2021年2期)2021-06-08
锻造与冲压(2021年3期)2021-02-27
制造技术与机床(2019年11期)2019-12-04
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
党政干部学刊(2015年7期)2015-12-24
制造技术与机床(2014年1期)2014-03-11