
树脂眼镜片生产流程(上)
2010-09-13 12:14茹占军谢家兴
中国眼镜科技杂志 2010年9期
茹占军 谢家兴/文
树脂眼镜片生产流程(上)
茹占军1谢家兴2/文
本文以CR-39为例介绍了成镜(或现片)和车房眼镜片从注塑到研磨成形、磨边、抛光、染色、加硬和镀膜的生产流程。对各个工艺过程所涉及的理论背景知识作了说明。在相关的工序中对一些重要的检测方法进行了图文并茂的说明,也较全面地介绍了镜片生产过程中需要注意的问题。
眼镜片;生产流程;加硬;减反射
1 树脂镜片材料的介绍
尽管我们偶尔会看到有把天然水晶作为眼镜片的材料的情况,但制造眼镜片的材料主要还是玻璃和树脂两大类。
1.1 玻璃镜片材料
玻璃属于无机材料,是非常特殊的不定型材料,在常温下呈现固体,坚硬但易碎,在高温下具有粘性。
玻璃没有固定的化学结构,因而没有确切的熔点。玻璃在高温时(1500℃)可以被加工和铸型。玻璃材料制成的镜片具有良好的透光性、表面抛光后更加透明的优点。
玻璃材料按照折射率分为:标准冕牌玻璃片(standardcrown),折射率为1.523,是传统光学镜片的制造材料;高折射玻璃片,用于制造高屈光力镜片。因为高折射率镜片比标准冕牌镜片更薄,外形更美观,因此更受青睐。
玻璃镜片按照吸收属性分为:透明玻璃片,无变色,无着色,具有良好透光性能;单色吸收镜片,在玻璃材料中混合入一些具有特殊吸收性质的金属盐后会表现出着色的效果,例如:加镍和钴(紫色),钴和铜(蓝色),铬(绿色),铁、镉(黄色),金、铜和硒(红色)等等;光致变色玻璃镜片,光致变色现象是通过改变材料的光线吸收属性,使材料对太阳光强度作出反应。它的基本原则是使普通的玻璃(包括塑料光致变色材料)在紫外线辐射的影响下颜色变深,以及在周围高温的影响下颜色变淡,这两个过程是可逆的,而且可能一直存在。这一现象是通过激活在材料中混合的光致变色物质的分子而完成的。
1.2 树脂镜片材料
树脂属于有机材料。有机材料一般指光学树脂介质材料,具有密度小、抗冲击、易加工、有良好的光透射比、受热易变形、耐磨性较差等特点,依加热性质分为两大类: 热固性材料与热塑性材料。
1.2.1 热固性材料
热固性材料具有加热后硬化的性质,受热不会变形,眼镜片大部分以这种材料为主,最普遍的是CR-39。
1.2.1.1 标准树脂材料:CR-39
CR-39的主要化学成分为丙烯基二甘醇碳酸酯(AllylDiglycolCarbonate,简称ADC)。它于20世纪40年代被美国化学家发现,是美国空军所研制的一系列聚合物中的第39号材料,因此被称为CR-39。它是一种热固性材料,单体呈液态,在加热和加入催化剂的条件下聚合固化而成。
作为光学镜片,CR-39的折射率为1.498(接近普通玻璃镜片),密度为1.32 g/cm3,色散系数为57.8,抗冲击,光透射比为92%,可以进行染色和镀膜处理,也非常适用于非球面镜片的生产。
1.2.1.2 中高折射率树脂镜片材料
这些材料是通过对CR-39进行改良后使得材料的折射率发生改变的。这些改良方式主要是:改变原分子中的电子结构,如引入苯环;在原分子中加入重原子,如卤素或硫。

图1 CR-39分子结构
该材料制造工艺与CR-39大体一致,镜片更轻、更薄,密度与CR-39相近(1.20~1.40 g/cm3),但色散较大(阿贝数为45),抗热性能较差。
1.2.2 热塑性材料
热塑性材料具有加热后软化的性质,尤其适合热塑和注塑,PMMA和聚碳酸酯(polycarbonate, PC)就是这种材料。
1.2.2.1 聚甲基丙烯酸甲酯(PMMA)
俗称有机玻璃,是一种热塑性材料。折射率为1. 491,色散系数为57.6,光透射比在92%以上,密度为1.19 g/cm3,耐老化性能较好,受热易变形,耐磨性、对紫外线吸收作用比较差。由于这些缺点该材料很快就被CR-39所替代。
1.2.2.2 聚碳酸酯
PC镜片为聚碳酸酯树脂镜片,是直线无定型结构的热塑聚合体,具有很多光学性能方面的优点。该材料抗冲击性强,加厚后俗称防弹玻璃,抗冲击性是CR-39的10倍以上; 耐磨; 折射率高,为1.587; 光透射比也可达85%~90%;非常轻(密度为1.20 g/cm3); 也比较薄; 能阻止385 nm以下的紫外线;耐高温(软化点为140℃); 阿贝数较低(为31)。
2 树脂镜片现片生产
树脂镜片的生产主要包括3部分:单体配制、模组浇注和聚合固化。
图2所示为自动浇注机的树脂镜片浇注流程。
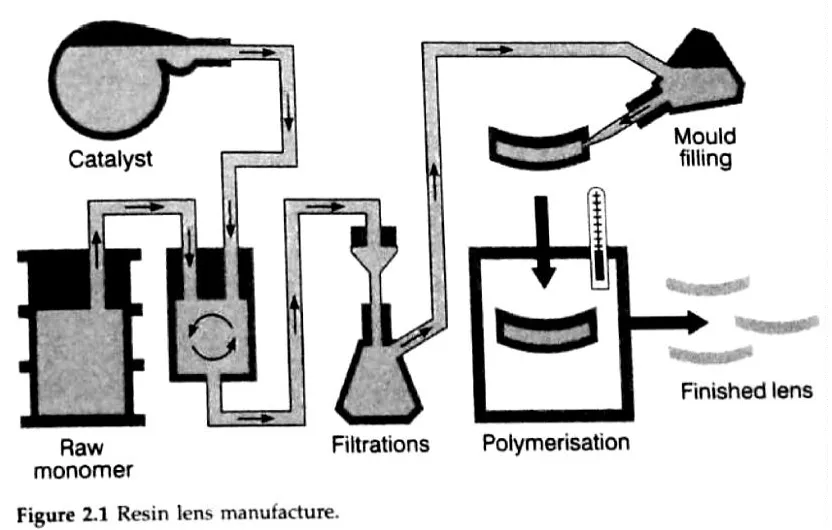
图2 树脂镜片浇注流程
制造树脂镜片的主要原料是烯丙基二甘醇二碳酸酯。由胶圈固定玻璃模具的相对位置,两片玻璃模具的浇注面和胶圈内缘形成浇注形腔。 镜片的前后表面由玻璃模具成型。型腔内填充单体CR-39,经一定的温度和时间使液体单体发生化学反应而固化。在玻璃模具和胶圈分离之后,便生产出所需镜片。图3为CR-39树脂镜片的生产工艺流程。

图3 CR-39镜片生产工艺图
第一步,先将模具和和胶圈按照要求进行组合并浇注。组合方法有两种,一是胶带法,二是密封圈法。胶带法是采用胶带模具组合机实施,先将清洗合格的配伍模具自动定位,然后在模具边缘用聚酯胶带自动环绕一周即可。密封圈法则是手工将一对洗净合格的模具,分别安装在与之对应尺寸和规格的、并且已经处理好的密封圈两侧,密封圈则是采用可塑的、弹性较好的耐温高分子材料进行注塑成型,一般选用EVA(聚乙烯醋酸乙烯酯)PVC(高分子量聚氯乙烯)LDPE(低密度聚乙烯即高压聚乙烯)LDPE-EVA(混合料)。

图4 浇注构造
从单体到聚合的过程中,材料会有约14%的收缩变化,而且大概一半左右的收缩发生在材料处于液态时。然而,更大的问题出现在另一半的收缩变化中。因为这时的材料已经开始变得更加刚性了。对于一些边缘和中心厚度差异大的镜片,前后模具和胶圈必须能够弯曲以防止镜片和模具分离。
浇注时将其从密封圈注入孔注入到已装配好的玻璃模具中,并以充满、不溢出和无气泡为准,然后在注入孔塞上密封塞。如果是胶带密封模具,则在胶带搭界处掀起胶带露出一定空隙。

图5 自动浇注机
第二步,进行第一次固化,将充填好的模具送到固化炉(加热炉)中,同时要根据不同规格的产品,设定不同的固化曲线(时间-温度曲线),并输入升温控制程序,经过一定时间和加热,CR-39预聚体继续进行聚合反应,最终由粘稠的液体聚合为透明的固体。
第三步是开模和磨边。一次固化后,将形态像“三明治”的镜片模具组的胶带或胶圈扒掉; 其次,用离型器把一侧的玻璃模具和镜片分离开; 再次,用吹枪的压缩空气把镜片和另一玻璃模具分离; 最后,分别把镜片和玻璃模具送去磨边和清洗(或入库)。扒下的胶圈回收处理、循环使用,胶带则只能使用一次。将离型后的树脂镜片在自动磨边机上进行磨边处理,使镜片的边缘变得光滑、美观。为了取得更好的效果,也有人进行抛光处理。这对于进行加硬和镀膜深加工十分必要。
第四步,进行镜片清洗。磨边后的镜片表面由于存在未反应的CR-39和磨削下来的固体粉末,必须进行清洗。一般情况都是采用清洗剂和溶剂在超声波作用下进行多次清洗,通常使用7槽以上的超声波清洗机。
第五步,后固化。树脂镜片清洗干净后,还要进行热固化,也称为二次固化,后固化的目的主要有两个:一是消除内应力; 二是进行表面修整(早期脱模较轻的树脂镜片,后固化后表面凹痕可以“流平”)。
第六步,检测。检测项目包括透光率、硬度、黄色指数、浊度、抗冲击力、中心厚度等。对加硬和镀膜片,还有钢丝绒、膜附着力、盐水煮沸等。其实还有很多在线检测,如浇注阶段的气泡检查、开模时的模组检查、固化时的水分检查以及磨边时的外观检查等。
检查过后的镜片如果需要加硬或减反射镀膜,则流入下一个车间进行。对加硬和减反射镀膜,将在后文介绍。
3 车房镜片的生产流程
3.1 表面加工——粗磨成型
车房镜片生产主要包括4部分:表面加工(机械加工和抛光,主要确定镜片的度数、形状、厚度等光学性能和外观);镜片染色(可选的产品功能);加硬镀膜(可选的产品功能,主要是为了增强镜片抗磨花性能);减反射镀膜(增加镜片透光性,减小镜面效应和虚像以及眩光影响)。
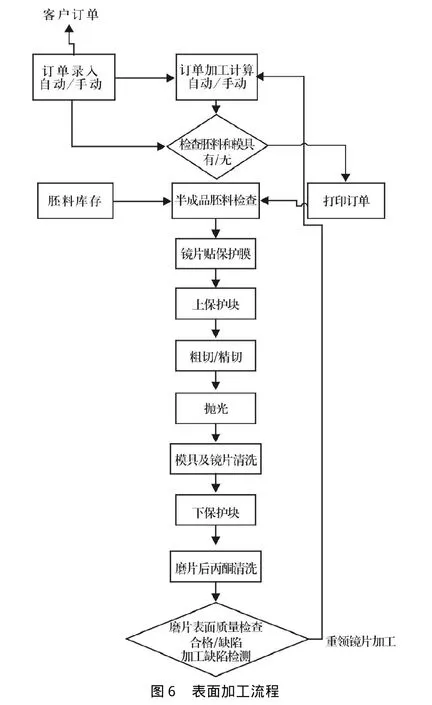
首先,我们从表面加工部分介绍。图6是典型的以CR-39为半成品的加工流程图。主要包括:订单处理(将客户订单转化为可供车房生产的工单,可通过手工计算,也可应用计算软件);上保护块(为了保证镜片加工时前表面不受损害);粗、精切(镜片成型,度数实现阶段);抛光(实现镜片透明和高光洁度);清洗(保证镜片清洁,无抛光液污渍),和镜片外观和度数检查(保证镜片和处方要求一致)。

图7 上保护块机(Blocker)
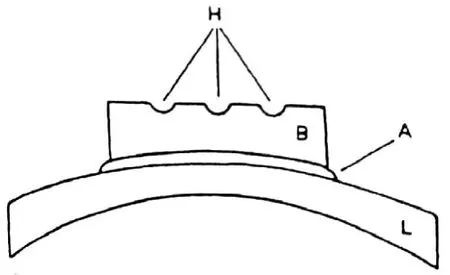
图8 上了保护块的镜片(A:低温合金;B:保护块;
下面对几个重要流程进行介绍。
3.1.1 订单加工计算
对一般的镜片加工,处方中与度数相关的就有数十个左右的参数。一些先进的眼镜生产商在计算加工参数时还考虑了镜架的参数,这样就会有超过20个参数。这样的计算比较复杂,所以各大镜片设备供应商在提供磨边机器的同时也可提供这类计算软件,如德国的萨特隆(Satisloh)。
3.1.2 上保护块
这个过程具有3个作用:第一,保护块有夹具的作用,可以在磨边时与磨边机配合完成粗、精切过程;第二,可以实现棱镜、偏心等功能,但该能力的有无以及强弱与生产商采用的设备有很大关系;第三,可以保护到镜片非加工的一面。
3.1.3 粗、精切
该工序是实现镜片形状、度数、厚度的关键一步。机器的精度直接决定了产品的精度。随着车床技术的发展,抛光前镜片表面弯度(-6.00 D)矢高误差小于0.005 mm,从而大大增加了镜片度数方面的准确性,可减少报废。
这个过程有多种组合:大体有两大类。第一种,粗切,然后粗抛(或称为粗磨更合适),最后抛光;第二类,粗切,然后精切,最后抛光。
第一类,磨边机设备中只有一个刀座或一种粗切(磨)刀。粗切(磨)后会经过两步抛光,预抛光和抛光。
在第二类中,镜片切割的2个过程分别有不同类型的刀具完成。刀片一般为PCD(聚晶金刚石),或天然钻石。金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。金刚石刀具的上述特性是由金刚石晶体状态决定的。在金刚石晶体中,碳原子的4个价电子按四面体结构成键,每个碳原子与4个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开。经过粗、精切过程,镜片可以直接进行抛光处理而无需用粒度较大的抛光纸进行预抛了。

图9 一种粗/精切设备

图10 高精度机床切镜片近景图(两种刀具类型)

图11 高精度机床切镜片近景图(左、右图分别为粗切和精切过程)
(未完待续)
[1]翟佳, 姚进.眼镜学.北京:人民卫生出版社,2004
[2]KelvinG. Wakefield. Bennett’sOphthalmicPrescriptionWork (fourthedition). Woburn(美马塞诸塞州):Butterworth-HeinemannLinacreHouse,ReedEducationalandProfessionalPublishingLtd 2000
[3]于丽霞, CR-39 树脂镜片染色工艺的研究.塑料,2003 . 第63 期(32卷)
[4]眼镜镜片 第1部分 单光和多焦点镜片, GB 10810. 1-2005
[5]Ophthal micop tics-Uncut finisheds pectacle lenses - Part 2 Specifi cations for progres sive powerlenses,ISO 8980-12004
作者单位:1.卡尔蔡司光学科技(广州)有限公司2.华南农业大学工程学院
猜你喜欢
材料保护(2022年9期)2022-12-07
玻璃(2022年9期)2022-09-16
纺织器材(2022年1期)2022-03-25
建材发展导向(2021年18期)2021-11-05
棉纺织技术(2021年6期)2021-06-15
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
影像视觉(2020年5期)2020-06-30
失效分析与预防(2020年1期)2020-06-17
