
卫生洁具烧成缺陷工况监测预报专家系统的研究
2010-09-15 03:48周露亮胡国林钟贵全
陶瓷学报 2010年2期
周露亮 胡国林 钟贵全
(景德镇陶瓷学院,景德镇: 333001)
卫生洁具烧成缺陷工况监测预报专家系统的研究
周露亮 胡国林 钟贵全
(景德镇陶瓷学院,景德镇: 333001)
介绍了以隧道窑为研究对象的卫生洁具陶瓷烧成缺陷工况监测预报专家系统的结构,分析了其工况数据采集方法和烧成缺陷知识表示及推理机制,并进行烧成缺陷工况监测预报的仿真,系统能够实现实时监控功能。
卫生洁具,烧成缺陷,监测预报,专家系统
1 引言
我国是卫生洁具陶瓷生产的大国,其产量居世界第一。卫生洁具陶瓷的烧成设备主要是隧道窑,由于卫生洁具陶瓷产品体积大、结构复杂,在烧成过程中容易产生各种缺陷。如何监测卫生洁具陶瓷烧成工况,在缺陷还未产生时提前预报,及时修正产生缺陷的工况,是卫生洁具陶瓷烧成研究的重要课题。
目前,在我国陶瓷工业领域中,以专家系统为主的人工智能理论的研究还处于初步阶段,国内外有关卫生洁具陶瓷烧成缺陷工况监测预报专家系统的研究尚未见报道,因此,研究卫生洁具陶瓷烧成工况监测预报专家系统,对提升隧道窑设备的烧成性能、降低烧成能耗,提高我国卫生洁具陶瓷产品的质量与档次有着十分重要的意义。
2 烧成缺陷工况监测预报专家系统的结构
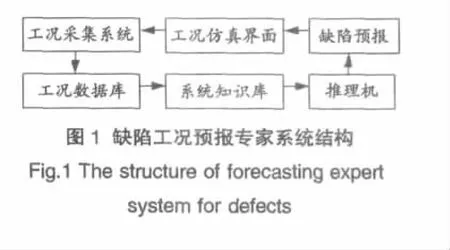
本文所研究的隧道窑卫生洁具烧成缺陷工况预报专家系统主要包括工况数据库、专家知识库、推理机等,其结构如图1所示。
本系统结合了MCGS和VB程序开发而成,MCGS是当作专家系统的人机接口和仿真数据来源使用,利用VB程序强大的编程功能建立了推理机及其数据库与仿真界面的连接。MCGS在本系统中负责数据采集,每个MCGS工程都会为其建立一个MCGS数据库,MCGS实时数据库保存了从隧道窑烧成实际工况采集而来的数据,系统正是基于这些参数来进行分析从而产生报警信息的。缺陷监测是通过VB程序实现的,它直接对MCGS实时数据库进行操作,以实现系统的完整性。系统通过VB程序来调用这些数据库,能实现对数据的采集功能,然后通过知识库的专家经验对采集来的数据进行分析整理,计算出缺陷的可信度,根据可信度的大小决定是否报警。
卫生洁具烧成缺陷工况监测预报专家系统的运行过程见图2。
3 工况数据采集系统

MCGS通过设备驱动程序与外部设备进行数据交换,包括数据采集和发送设备指令。设备驱动程序是由VB程序设计语言编写的DLL文件,设备驱动程序中包含符合各种设备通讯协议的处理程序,将设备运行状态的特征数据采集进来或发送出去。系统运行过程中,设备构件由设备窗口统一调度管理,通过通道连接,向实时数据库提供从外部设备采集到的数据。
数据的模拟以实际工况(佛山某洁具有限公司的气烧隧道窑的烧成工艺参数及所记录的窑炉温度和压力值)为基础,系统主要是对该隧道窑的47个温度点和1个压力点进行数据采集模拟,模拟数据采用MCGS的模拟设备自动生成,每一个温度点都有一个模拟设备的通道相对应,而每一个通道的幅值和周期都可以任意设置。通过整理从工厂收集的该隧道窑烧成工艺资料,把每个温度和压力的数值提取进行统计,找出每一个点的最大和最小值,并求出其平均值。将最大和最小值设置成模拟通道的幅值,模拟设备所产生的数值在幅值之间按某种规律变化,并和实际的温度变化范围相吻合。而平均值则作为知识库中温度点的标准值,每个温度和压力点的设定都严格按照窑炉的烧成曲线来制定,其工况仿真数据设置见表1。
4 系统的知识表示及推理机制
4.1 卫生洁具烧成缺陷知识表示
卫生洁具陶瓷烧成缺陷的影响因素很多,而且关系错综复杂,通过生产企业的调研与相关文献的查询,结合窑炉专家与工程技术人员的分析,从中提炼了目前卫生洁具陶瓷烧成环节中较常见的缺陷作为监测预报专家系统分析的仿真实例,并以这些数据建立了烧成缺陷综合知识库。

表1 仿真数据设置(部分)Tab.1 The setting of emulational data
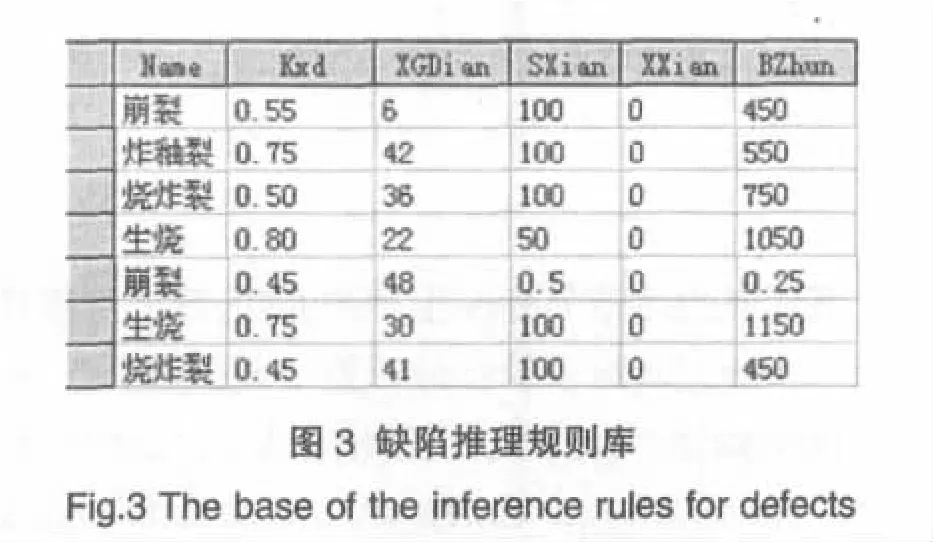
主要数据库有缺陷推理规则库、MCGS仿真烧成工况数据库、常见烧成缺陷知识库。其中缺陷推理规则库如图3所示,“Kxd”为专家给出缺陷出现可信度,“XGDian”为规则库与监控数据相联系点,“SXian”为实时运行数据与标准数据相差的最大值;“XXian”为实时运行数据与标准值相差的最小值。
4.2 推理方法
在本系统中,监测对象都是用MCGS软件模拟实时工况运行数据,并都有正常的数据范围,当监测数据超过窑炉专家给出一个标准范围,系统就要报警。本系统的难点和重点就是如何实现报警以及在某种缺陷还没有完全发生时提前预报。例如“最高烧成温度过高”,它到底有多高,没有清楚的表达,只是一个很模糊的概念,系统必须及时处理这个模糊现象,因此本系统采用了基于可信度的带有阈限的不确定推理方法,即:if e then h(CF(h,e),λ)。其中 e可以是一个简单证据,也可以是多个证据的合取,CF(h,e)是规则的可信度,取范围0<CF(h,e)≤1,λ为规则的阈值,λ的取值范围为0<λ≤1。只有当相应证据e的可信度CF(e)≥λ时,该规则才被激活,那么规则的可信度CF(h,e)乘以CF(e)将作为结论及其可信度CF(h)给用户。
由于引起卫生洁具陶瓷某些烧成缺陷的因素不止一个,而且关系复杂。例如,最高烧成温度过高或零压面后移都会造成开裂,最高烧成温度过高或保温时间过长都会造成过烧。也就是说有多条规则都具有相同的结论,因此根据知识的结构,采用并行规则的不确定计算。我们以“崩裂”为例,按照知识的不确定性表示成如下形式:
R1:if最高烧成温度过高 then崩裂 (0.8,0.5)
R2:if 零压面后移 then崩裂 (0.9,0.5)
如果R1和R2的两条规则都被激活,即CF(最高烧成温度过高)和CF(零压面后移)的可信度都大于各自的阈值0.5时,那么就通过比较CF(最高烧成温度过高)×0.8与CF(零压面后移)×0.9的乘积的大小,最后取最大的那个可信度作为结论的可信度。
4.3 求解条件的可信度
本系统中,求解条件的可信度是根据下面的公式计算:

其中:CF(e)是条件的可信度,T是相关点的实际监测的数据,T0是相关点的标准值,Tmax是相关点的最大值,Tmin是相关点的最小值。
实际生产过程中,各个相关点的数据会在一定的范围内波动,于是系统以正常工况数据的平均值作为要监测的相关点的一个标准值,目的是把监测到的相关点数据与它比较,用来计算正负偏差。同时,根据工厂提供的异常工况数据,给出要监测的相关点的上限值和下限值。
以“生烧”缺陷预报为例,产生“生烧”缺陷的原因主要是烧成温度过低或窑内上下温差大。对于烧成温度过低这一原因,根据收集到的正常工况数据为最高烧成温度在1280~1230℃,系统以其平均值1250℃作为正常工况该点温度标准值T0。当最高烧成温度低于1200℃时产品均出现生烧缺陷,此时的可信度取为“1”;而当最高烧成温度大于1250℃时,可信度取为“0”。假设系统监测到相关点的工况数据为1210℃,把它与标准值1250℃比较大小,前者小于后者,故按公式(3-2)计算:(1250-1210)÷[(1250-1200)]=0.80。因此,对这一监测相关点的工况最终算出产生过烧缺陷的条件可信度为80﹪。
5 烧成缺陷工况监测预报的仿真
本系统是在MCGS工况软件运行环境下实现的,系统仿真界面如图4所示。界面上画出了煤气隧道窑烧成卫生洁具陶瓷运行工况的示意图,共设计了47个温度数据显示输出框和1个压力数据输出框,首先在实时数据库中增加所要模拟采集温度、压力数据对象并设置其属性值,其次在“设备窗口”添加“模拟温度采集器”功能模块,然后设置数据通道属性值和所要采集温度数据的最大值与最小值,系统运行界面所显示的温度数据即它们之间的随机值。
点击“隧道窑烧成工况显示”菜单,即可显示隧道窑运行简要示意图;点击“报警信息显示”菜单,即可在仿真界面“烧成缺陷预警信息窗口”显示出缺陷名称、可能所在位置和预测缺陷产生的可信度。当缺陷出现后,可点击“启动缺陷查询系统”进行缺陷相关信息查询,即可知道缺陷产生的原因及相应的解决措施,从而实现实时监控功能。
6 结语
本系统以VB编程语言为工具,开发在MCGS运行环境下的缺陷报警信息平台,利用Access构建烧成缺陷规则库、知识库,运用全中文工控软件MCGS模拟隧道窑烧成卫生洁具陶瓷运行实时工况,将模拟的工况数据与规则库比较,符合报警条件的缺陷自动取出,并根据缺陷名称启动缺陷信息查询专家系统获得缺陷产生的原因及其解决措施,最终实现缺陷报警信息的实时性。
1 尹朝庆,尹皓.人工智能与专家系统.北京:中国水利水电出版社
2 王晓明.基于数据库的专家系统设计.计算机工程与应用,2001,(20)
3 袁秀英.组态控制技术.北京:电子工业出版社,2003,(8)
4 钟贵全,胡国林等.卫生洁具缺陷分析.中国陶瓷工业,2008,15(2)
RESEARCH OF EXPERT SYSTEM FOR MONITORING AND FORECASTING FIRING-FLAWS CONDITION OF SANITARYWARE
Zhou Luliang Hu Guolin Zhong Guiquan
(Jingdezhen Ceramic Institute,Jingdezhen 333001)
With the tunnel kiln as the research object,this article introduces the structure of expert system for monitoring and forecasting firing-flaws condition of sanitary-ware,analyses the method for collecting experimental data and the representation and reasoning mechanism for firing-flaws knowledge,and simulates the monitoring and forecasting of firingflaws conditions.The expert system can realize the real-time monitoring function.
sanitary-ware,firing-flaws,monitoring and forecasting,expert system
on Jan.8,2010
T Q 1 7 4.6+5
A
1000-2278(2010)02-0336-04
2010-01-08
周露亮,E-mail:zhoululiang@126.com
Zhou Luliang,E-mail:zhoululiang@126.com
猜你喜欢
煤气与热力(2022年4期)2022-05-23
防爆电机(2021年5期)2021-11-04
舰船科学技术(2021年12期)2021-03-29
铁道通信信号(2020年1期)2020-09-21
学与玩(2018年5期)2019-01-21
景德镇陶瓷(2017年2期)2017-05-26
财经(2017年2期)2017-03-10
财经(2016年15期)2016-06-03
财经(2016年3期)2016-03-07
海峡姐妹(2016年5期)2016-02-27
