柠檬酸钠含量和pH对锌合金表面镀镍的影响
2010-11-16 02:34柯知勤吴浩杰宋振纶
电镀与涂饰 2010年10期
柯知勤,吴浩杰,宋振纶
(中国科学院宁波材料技术与工程研究所,浙江 宁波 315201)
柠檬酸钠含量和pH对锌合金表面镀镍的影响
柯知勤,吴浩杰,宋振纶*
(中国科学院宁波材料技术与工程研究所,浙江 宁波 315201)
采用柠檬酸钠作为镍配位剂,在ZAT10锌合金表面电沉积镍,利用扫描电镜、阴极极化等方法分析了镀层表面形貌和孔隙状况,研究了柠檬酸钠含量和镀液pH对镀镍层形貌的影响。结果表明,在柠檬酸钠含量为70 ~ 180 g/L、镀液pH为4.7 ~ 7.0的条件下,所得镀镍层平整致密,无条纹、孔隙和裂纹产生。
锌合金;镀镍;柠檬酸钠;阴极极化;镀层形貌
1 前言
变形锌合金可利用合金超塑性进行变形制造加工,主要用来生产各种形状的锌材[1-4]。与压铸锌合金相比,以Zn–10.20%Al–1.25%Cu–0.01%Ti(简称ZAT10)为代表的变形锌合金在形变过程中存在超塑性,具有更高的强度和更好的机械加工性,是黄铜的理想替代材料,在电子、通讯、五金、制笔、卫浴等行业有广泛的应用。与压铸锌合金相比,变形锌合金由于添加了合金元素,因此在电镀过程中更易出现缺陷。为提高锌合金产品的装饰性能和防腐性能,通常在锌合金表面涂镀其他金属材料,如电镀铜、镍、铬等[5]。鉴于锌合金的化学不稳定性,通常采用以氰化物为配位剂的碱性镀铜作为预镀层[6]。由于氰化物对环境的污染大,因此,代替氰化镀铜的新工艺得到人们的广泛关注。柠檬酸盐作为配位剂,常应用于Fe–W合金、Ni–W合金和Cu–Ni合金等电镀体系[7-11]。柠檬酸盐体系接近中性,能减轻锌合金基体在电镀过程中的腐蚀,因而也能够用于锌合金的预镀层[12]。但是目前集中应用于铸造锌合金的中性柠檬酸盐体系不适用于变形锌合金,而且柠檬酸盐体系本身存在镀液稳定性差、维护困难的缺点。
本文使用柠檬酸钠作为镍离子的配位剂,在大量前期实验的基础上,进一步研究体系柠檬酸钠含量和pH对电镀过程的影响以及镀层表面形貌、孔隙裂纹的变化规律。
2 实验
2. 1 试剂与材料
采用经过挤压变形加工的ZAT10锌合金,试样尺寸22 mm × 22 mm × 5 mm。
稀硫酸、柠檬酸、硫酸镍、氯化钠、硼酸、柠檬酸钠、氢氧化钠、双硫腙和无水乙醇均为市售分析纯。
2. 2 前处理工艺流程
机械预磨抛光—除油(超声 5 min)—热水洗—10%稀硫酸洗(10 s)—热水洗(超声2 min)—40 g/L柠檬酸活化—施镀。
2. 3 柠檬酸盐体系镀镍工艺
柠檬酸盐体系镀镍工艺如下(镀液pH用硫酸或氢氧化钠调节):

2. 4 性能检测
镀层表面形貌采用 DM2500M型荧光显微镜(德国莱卡公司)和S-4800型场发射扫描电镜(日本日立公司)观察,并进行表面元素分析;计算表面裂纹参数的图片采用TM-1000型扫描电镜(日本日立公司)照片,放大倍数为150倍,用Image-Pro-Plus(IPP)软件进行统计计算;表面孔隙状况定性分析采用涂膏法[13],辅以IPP软件统计,计算变色区域所占面积比。
涂膏调制步骤:将0.05 g双硫腙溶于10 mL无水乙醇,待完全溶解后加入20 ~ 30 g TiO2粉末,搅拌均匀后,加入15 ~ 20 mL 0.5 mol/L氢氧化钠溶液,调成糊状备用。
ZAT10锌合金在不同柠檬酸钠含量的镀液中的阴极极化曲线使用荷兰ECO Chemie公司的Autolab 302电化学工作站进行检测。采用三电极体系,工作电极为封装的圆柱状ZAT10变形锌合金,面积为1.13 cm2,参比电极为饱和甘汞电极(SCE),辅助电极为镍电极。
3 结果与讨论
3. 1 柠檬酸钠含量对镀层性能的影响
作为镍离子配位剂,柠檬酸钠能提高电镀过程的阴极极化作用。图1为柠檬酸钠含量分别为0、60、120和180 g/L时,镀层阴极极化曲线对比,此时pH = 6。
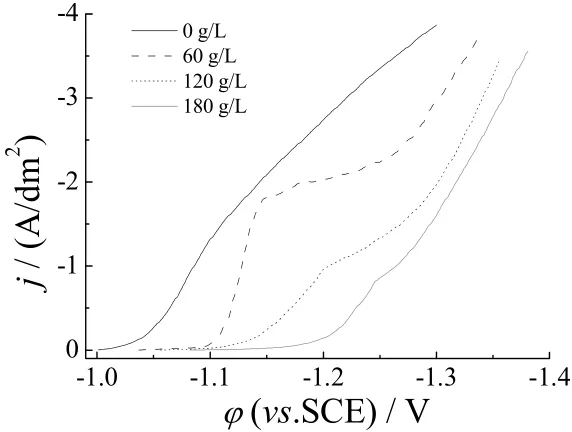
图1 柠檬酸钠含量对镀层阴极极化曲线的影响Figure 1 Influence of sodium citrate content on cathodic polarization curves of deposits
由图1可知,提高镀液柠檬酸钠含量,镀层阴极极化作用增大,镍沉积电位负移。在实际电镀过程中,阴极极化的增强能减缓置换反应的发生,对锌合金表面成功镀镍有利,并能改善镀层外观[12]。配位剂柠檬酸钠含量不足时,阴极极化作用小,锌合金表面不能成功镀镍,镀层表面出现条纹和大量腐蚀坑。配位剂柠檬酸钠含量过高时,阴极极化过强,电沉积过程减慢,同时加剧阴极析氢反应,使镀层内应力增大而发脆,产生裂纹[14]。镀层表面裂纹参数统计结果如表 1所示。

表1 柠檬酸钠含量对镍镀层裂纹和孔隙状况的影响Table 1 Effect of sodium citrate content on the crack and porosity status of the nickel deposit
从表1可知,柠檬酸钠含量不足(如90 g/L)时,镀层不完整;当柠檬酸钠含量为140 g/L时,镀层出现裂纹;随着柠檬酸钠含量的继续增大,裂纹面积、长度或宽度增大。当柠檬酸钠含量由140 g/L增大到180 g/L时,镀层裂纹宽度由2.93 μm增大到5.21 μm。涂膏测试发现,柠檬酸钠含量不足(如90 g/L)时,涂膏变色区面积比可达30%,变色区集中在条纹孔隙处,说明镀层不完整,镍镀层没有完全覆盖锌合金基体;当柠檬酸钠含量过高(如180 g/L)时,涂膏变色区面积则高达80%,分散于整个镀层,表明镀层的裂纹直通基体,对镀层的保护性能不利。因此,柠檬酸钠的含量以120 g/L为佳。
3. 2 镀液pH对镀层性能的影响
由于锌合金中锌、铝元素的两性特点,镀液pH的选择对电镀过程十分重要[15]。镀液pH过低(如pH = 5.3),则锌合金基体严重腐蚀,同时,电镀过程产生的大量气泡从基体表面自下而上析出,在镀层表面形成自下而上的条纹[16]。镀液 pH过高时,柠檬酸钠电离为,从而配位大量镍离子,造成镀层发暗、粗糙,内应力增大而产生裂纹。
不同 pH下镀层表面裂纹参数的统计结果如表 2所示。镀液pH低(pH = 5.3)时,镀层不完整。提高镀液pH至6.5时,镀层出现裂纹。随着镀液pH的继续增大,裂纹的面积、长度或宽度增大。当镀液 pH由6.5增大到7.5时,裂纹长度由8.62 × 10-4μm增大到6.36 × 10-3μm。涂膏测试表明,镀液pH低(pH = 5.3)时,涂膏变色区面积比可达30%以上,变色区集中在条纹孔隙处,这意味着镀层在此处没有完全覆盖基体;镀液pH过高(pH = 7.5)时,涂膏变色面积高达70%,变色区分散于整个镀层,这意味着镀层裂纹直通基体,不利于基体的腐蚀防护。

表2 镀液pH对镍镀层裂纹和孔隙状况的影响Table 2 Effect of pH values on the crack and porosity status of the nickel deposit
3. 3 柠檬酸钠含量及镀液pH对镀层的共同影响
在ρ(NiSO4·6H2O)= 120 g/L,ρ(NaCl)= 12 g/L,ρ(H3BO3)= 35 g/L,Jk= 1.0 A/dm2,θ = 25 °C,t = 1 800 s的条件下,同时改变镀液 pH和柠檬酸钠含量进行电镀,以镀液稳定性、镀层外观(采用金相显微镜观察)为判断依据,对镀层进行划分,结果如图2所示。

图2 pH和柠檬酸钠含量对镀液稳定性和镀层形貌的影响Figure 2 Effect of pH and content of sodium citrate on bath stability and deposit morphology
以3条分界线对整个镀液性能和镀层形貌进行分区,共划分为4个区间。其中,曲线1是电镀液合格与否的分界线,位于A区的电镀液,镀液不稳定,在电镀前或电镀后出现浑浊,静置后发生沉淀,不利于电镀的正常进行。位于A区之外的镀液,性能稳定,不会产生浑浊、沉淀现象。
曲线2是外观合格与否的分界线。位于B区的镀层,外观可见自下而上的条纹,金相显微镜下观察到大量的腐蚀坑。位于B区的镀液,其柠檬酸钠含量和pH较低,腐蚀作用大,阴极极化作用小,电镀过程有大量气泡自下而上析出,导致电镀困难,无法形成完整镀层。位于C区(包括C1区和C2区)的镀层,不会出现条纹和腐蚀坑。
曲线3是镀层出现裂纹与否的分界线,位于C1区的镀层,不会出现裂纹现象;而位于C2区的镀层,以金相显微镜观察,发现有裂纹产生。C2区镀液的柠檬酸钠含量和pH都较高,容易产生析氢等副反应,使镀层杂质增多,镀层粗糙、内应力高,故产生裂纹。
位于C1区的镀液,其柠檬酸钠含量为70 ~ 180 g/L,镀液pH在4.7 ~ 7.0之间。C1区中,镀液稳定,不产生沉淀,所得镀层完整,无条纹、孔隙等状况,也不产生裂纹,是最佳的镀液工艺参数范围。
3. 4 镀层表面形貌与成分分析
不同工艺所得镀层的形貌照片如图3所示。其中,图3a为B区的镀层形貌。由图3a可见,镀层出现自下而上的条纹和大量的孔隙。涂膏法分析表明,变色区域集中于条纹孔隙处,其面积比高达80%,镀层没有完全覆盖基体。对条纹区镀层进行能谱分析,发现镀层中镍的质量分数仅65%,镀层出现氧和基体成分。

图3 不同工艺所得镀层的表面形貌Figure 3 Surface morphologies of deposits obtained from different processes
C1区内所得镀层的表面形貌如图3b所示。它表明,镀层平整致密,没有条纹、孔隙和裂纹产生。涂膏法分析发现,变色区域小,仅出现在四角和挂镀点处。
C2区所得镀层的表面形貌如图3c所示。从图3c发现,镀层表面出现大量裂纹。从其中的剖面图发现,裂纹直通基体。涂膏法分析发现,变色区域分散于整个镀层表面,面积比可高达80%。比较C1区和C2区内所得镀层的表面形貌后可明显看出,C1区镀液工艺最优。
4 结论
(1) 镀液添加柠檬酸钠能提高阴极极化作用,改善镀层性能;但柠檬酸钠含量过高,镀层会出现裂纹,其防护性能下降。当镀液pH为6.0时,柠檬酸钠含量以90 ~ 140 g/L为佳。
(2) 适度提高镀液pH,能改善镀层性能;但镀液pH过高,镀层出现裂纹,防护性能下降。当镀液柠檬酸钠含量为120 g/L时,镀液pH以5.3 ~ 6.5为佳。
(3) 综合考虑柠檬酸钠含量和镀液pH,得到关于柠檬酸钠含量、pH与镀液稳定性和镀层形貌特点的分区图。在柠檬酸钠含量为70 ~ 180 g/L,镀液pH为4.7 ~ 7.0的区间内,所得镀层平整致密,没有条纹、孔隙和裂纹的产生。
[1] SAVASKAN T. The structure and properties of zinc-aluminium based bearing alloys [D]. Birmingham: University of Aston, 1980: 12-24.
[2] 孙连超, 张承. 变形Zn–Cu–Ti锌合金的性能及其应用[J]. 机械工程材料, 1992, 16 (2): 29-34.
[3] GERVAIS E, LEVERT H, BESS M. The development of a family of zinc-based foundry alloys [J]. Transactions of the American Foundrymen’s Society, 1980, 88: 183-194.
[4] 郭天立, 杨如中, 陈锐, 等. 锌合金发展现状述评[J]. 有色矿冶, 2001, 17 (5): 37-40.
[5] MARTIN S. Halogen additives for alkaline copper use for plating zinc die casting: US, 6054037 [P]. 2000–04–25.
[6] STEWART R, STEINECKER C. Non-cyanide copper plating process for zinc and zinc alloys: US, 6827834 [P]. 2004–12–07.
[7] LI C Q, LI X H, WANG Z X, et al. Nickel electrodeposition from novel citrate bath [J]. Transactions of Nonferrous Metals Society of China, 2007, 17 (6): 1300-1306.
[8] TSYNTSARU N, BOBANOVA J, YE X, et al. Iron-tungsten alloys electrodeposited under direct current from citrate-ammonia plating baths [J]. Surface and Coatings Technology, 2009, 203 (20/21): 3136-3141.
[9] YOUNES O, GILEADI E. Electroplating of Ni/W alloys: I. Ammoniacal citrate baths [J]. Journal of the Electrochemical Society, 2002, 149 (2): C100-C111.
[10] OBRADOVIĆ M D, BOŠNJAKOV G Ž, STEVANOVIĆ R M, et al. Pulse and direct current plating of Ni–W alloys from ammonia-citrate electrolyte [J]. Surface and Coatings Technology, 2006, 200 (14/15): 4201-4207.
[11] YING R Y. Electrodeposition of copper–nickel alloys from citrate solutions on a rotating disk electrode [J]. Journal of the Electrochemical Society, 1988, 135 (12) 2957-2964.
[12] 陈天玉. 镀镍工艺基础[M]. 北京: 化学工业出版社, 2008.
[13] 张景双, 石金声, 石磊, 等. 电镀溶液与镀层性能测试[M]. 北京: 化学工业出版社, 2003: 61.
[14] 王淼. 柠檬酸盐在电沉积铁基合金中的行为研究[D]. 湖南: 湖南大学, 2006.
[15] 吴双成. 锌合金表面镀覆工艺要点[J]. 材料保护, 2005, 38 (12): 79.
[16] 肖作安. 硫酸盐体系锌镍合金电沉积规律性的研究[D]. 湖北: 华中师范大学, 2005: 14.
[17] 陈高, 杨志强, 刘烈炜, 等. 新型柠檬酸盐镀铜工艺[J]. 材料保护, 2005, 38 (6): 24-26, 29.
Effect of sodium citrate content and pH on nickel plating on zinc alloy surface //
KE Zhi-qin, WU Hao-jie,SONG Zhen-lun*
The electrodeposition of nickel coating on the surface of ZAT10 zinc alloy was carried out with sodium citrate as nickel complexing agent. The deposit morphology and surface porosity status were analyzed by scanning electron microscopy and cathodic polarization. The influence of the content of sodium citrate and pH on the morphology of nickel deposit was studied. The results indicated that the nickel deposit obtained with sodium citrate 70-180 g/L at pH 4.7-7.0 is smooth, compact, and free of stripe, pore and crack.
zinc alloy; nickel plating; sodium citrate; cathodic polarization; deposit morphology
Ningbo Institute of Materials Technology and Engineering, Chinese Academy of Sciences, Ningbo 315201, China
TQ153.12
A
1004 – 227X (2010) 10 – 0009 – 04
2010–05–04
2010–06–11
国家科技支撑计划(2009BAE71B05);宁波市重大科技计划(2008B10026)。
柯知勤(1985–),女,湖北阳新人,硕士,主要研究方向是锌合金表面防护。
宋振纶,研究员,(E-mail) songzhenlun@nimte.ac.cn。
[ 编辑:韦凤仙 ]
猜你喜欢
中国环境科学(2022年3期)2022-03-29
有色金属材料与工程(2020年5期)2020-11-27
科技创新与品牌(2018年12期)2018-12-17
电镀与环保(2016年2期)2017-01-20
蓄电池(2016年5期)2016-10-19
硅酸盐通报(2016年6期)2016-10-13
中国塑料(2014年2期)2014-10-17
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27