
烧结机台车游板与滑道间如何保证密不透风
2010-12-26 02:56高富
大众标准化 2010年2期
高富
烧结机台车游板与滑道间如何保证密不透风
高富
通过分析游板螺栓、游板及弹簧三者的尺寸关系,来说明只有其尺寸选择合适,才能保证游板和滑道间的良好接触;通过阐述智能润滑的优点,来说明只有选择智能润滑,才能保证游板和滑道间的良好密封。
烧结机;台车游板;滑道;接触;智能润滑;密封
0 前言
年修中,因52 m2烧结机两侧漏风,我们便对台车密封装置进行检查,发现游板磨损不大,但脚踩上去没有弹性。拆开后发现弹簧已失效,于是对弹簧进行更换,却又发现新装弹簧在密封装置中被压得很死,于是又对游板、弹簧及游板螺栓的尺寸进行分析,结果发现游板螺栓光杆短,且游板上安放弹簧的槽浅,致使游板螺栓一旦拧到位,弹簧被压缩后的高度就超出其工作行程范围,时间久了,弹簧就会发生塑性变形,失去弹性,导致接触不良。为此,准备对游板螺栓光杆及游板弹簧槽尺寸进行重新设计,目标是使弹簧正常发挥作用,继而保证台车游板与滑道间良好接触。同时,还发现滑道缺油,且有的油孔有油,有的油孔没油,这些情况使用时根本不知道。为此,准备上智能润滑系统,用流量传感器和电脑来监视供油情况,从而保证密封。
1 烧结机台车密封装置结构及工作原理
1.1 结构(如图1)
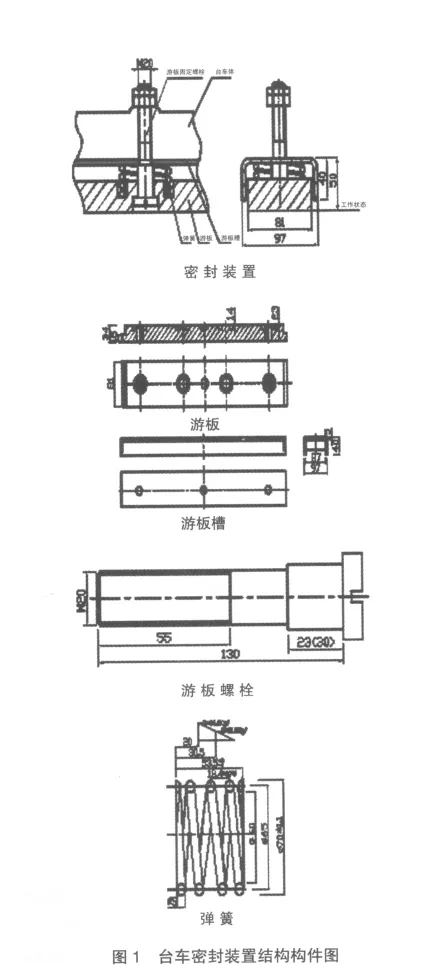
它由游板槽、游板、游板螺栓、弹簧4部分组成。游板槽上有3个孔:中间孔是用来固定游板槽的,两边两个孔是用来穿游板螺栓固定游板的。游板槽和游板之间均匀放置了4个弹簧(图中括号外尺寸为原尺寸,括号内尺寸为改进后尺寸)。
1.2 工作原理
当台车放上滑道后,通过游板上弹簧的作用使游板和滑道密切接触,防止跑风。
2 按原尺寸进行分析
该密封装置装配总高度尺寸为:游板沉孔深度(23 mm)+游板螺栓光杆长度(23 mm)+游板槽厚度(5 mm)=51 mm,比标准尺寸(游板槽上面至滑道上面的高度)50 mm大1mm。即当台车放在滑道上后,弹簧会被压缩回1mm,此时的弹簧高度为:游板螺栓光杆长度(23mm)-〔游板高度(34mm)-游板沉孔深度(23 mm)〕+游板弹簧槽深度(14 mm)-1 mm=25 mm,比弹簧设计安全高度30.5 mm小5.5 mm。这说明其承受的载荷超过其最大工作载荷,这样不但会造成游板和滑道的摩擦力增大,时间久了弹簧就会产生永久变形,失去弹性。另外可以看出,游板和滑道只有1 mm的磨损余量,当二者磨损超过1 mm时,游板将不能下降予以补偿,从而出现跑漏风现象。而为了消除跑漏风,就得经常更换游板和滑道,造成了备件的极大浪费。
3 按改进后尺寸进行分析
游板螺栓的光杆长度改为30 mm,比原来的23 mm长了7 mm;游板弹簧槽深度改为20 mm,比原来的14 mm深了6 mm。这样,当游板螺栓拧紧后,该密封装置装配总高度尺寸为:游板沉孔深度(23 mm)+游板螺栓光杆长度(30 mm)+游板槽厚度(5 mm)=58 mm,比标准尺寸(游板槽上面至滑道上面的高度)50 mm大8 mm。此时的弹簧高度为:游板螺栓光杆长度(30 mm)-〔游板高度(34 mm)-游板沉孔深度(23 mm)〕+游板弹簧槽深度(20 mm)=39 mm。当台车放在滑道上后,弹簧将会被压缩回8mm,还剩31mm,比弹簧设计安全高度30.5 mm大0.5 mm,这说明弹簧承受的载荷没有超过其最大工作载荷,不会产生塑性变形,而随着游板或滑道的磨损,游板还有8 mm的补偿量,从而使游板和滑道能够长时间接触良好。这样,游板和滑道的使用寿命也就延长了,备件成本也就降低了。
4 智能润滑系统组成及工作原理
4.1 组成
该系统主要由以下几部分组成:主控系统、输出装置、执行机构、检测部件、监控系统。
4.2 工作原理(如图2)
智能集中润滑系统采用PLC智能控制,通过流量传感器进行流量信号检测,通过一根主管路供油,在主管路和润滑点之间接有电磁给油器和流量传感器。电磁给油器初始是关闭的,当某个电磁给油器接到指令时打开给油,因此每个润滑点的供油量都是可以根据需要控制,且某一点有故障不影响其他各点给油。
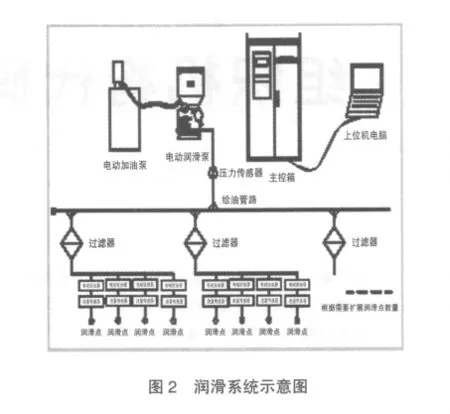
工作流程:首先启动电动高压润滑泵,待主给油管道压力升至设定值后,依次逐个打开各电磁给油器开关,按照设定的参数给各润滑点供油,同时流量传感器进行检测,如有故障及时报警,并且继续给下一润滑点给油,直到所有润滑点给油结束,系统进入循环等待时间,循环等待时间结束,开始下一个给油过程。
电动加油泵是给电动高压润滑泵补脂用的,可以分手动或自动两种方式进行补脂。
现场每个润滑点都有编号,且和主控柜上相对应,有故障时便于查找。主控柜面板上润滑点通常按如下方式进行编号(如下表)。
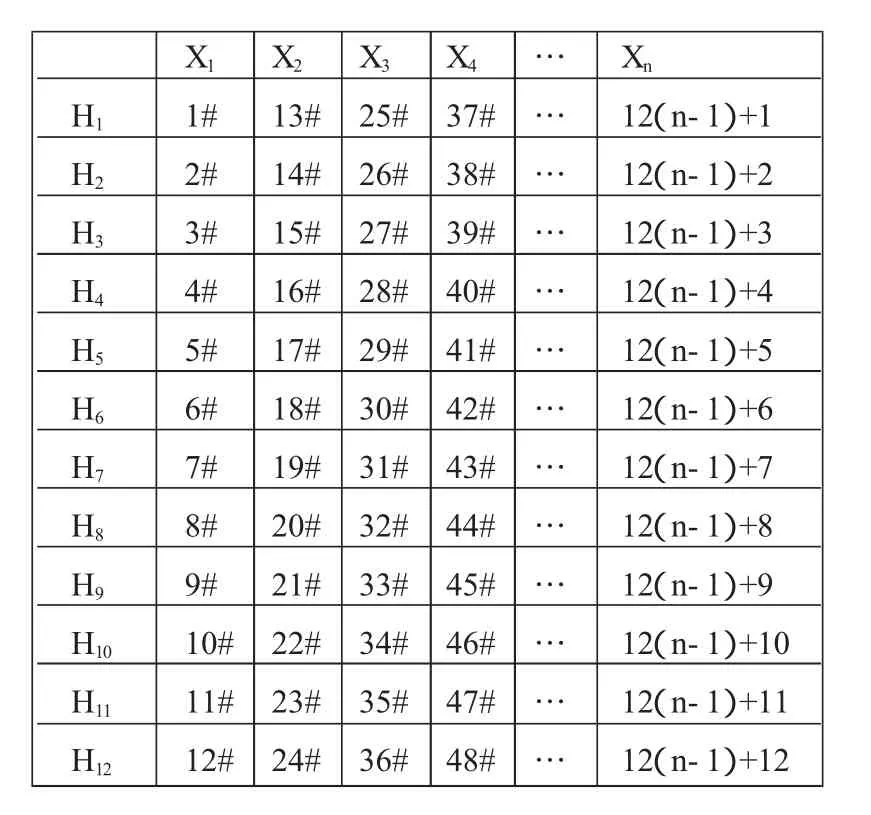
X1X2X3X4…Xn H1 1# 13# 25# 37# … 12(n-1)+1 H2 2# 14# 26# 38# … 12(n-1)+2 H3 3# 15# 27# 39# … 12(n-1)+3 H4 4# 16# 28# 40# … 12(n-1)+4 H5 5# 17# 29# 41# … 12(n-1)+5 H6 6# 18# 30# 42# … 12(n-1)+6 H7 7# 19# 31# 43# … 12(n-1)+7 H8 8# 20# 32# 44# … 12(n-1)+8 H9 9# 21# 33# 45# … 12(n-1)+9 H10 10# 22# 34# 46# … 12(n-1)+10 H11 11# 23# 35# 47# … 12(n-1)+11 H12 12# 24# 36# 48# … 12(n-1)+12
润滑点编号计算方法为:

(注:No.为润滑点号,n为行号,m为列号)
如需启动20#润滑点,同时按下X2和H8两个按钮即可。
5 结语
年修后,我们对台车密封装置和滑道供油系统进行了如期改造,取得了很好的效果。
TH
B
2010-06-29
高富,现就职于大同煤矿集团钢铁有限公司.
猜你喜欢
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
小学生必读(低年级版)(2019年10期)2019-04-13
山东冶金(2018年5期)2018-11-22
现代语文(2016年21期)2016-05-25
化工设计通讯(2016年3期)2016-03-12
化工管理(2015年3期)2015-03-23
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02
