艾妙电解技术在高镍锍加压氧浸液中脱铜的试验研究
2011-01-27 02:44曹康学李少龙邓涛张诗光郑继祖
中国有色冶金 2011年4期
曹康学,李少龙,邓涛,洪 钰 ,张诗光,郑继祖
(1.中国金川集团有限公司,甘肃 金昌 737100;2.中国恩菲工程技术有限公司,北京 100038;3.嘉兴科菲投资有限公司,浙江 嘉兴 314000)
目前可开发的镍资源有硫化镍和氧化镍矿两种,世界陆地查明的含镍在1%左右的资源量为1.3亿吨,其中60%属于红土矿型镍矿,40%属于岩浆型铜镍硫化物矿。我国的镍资源主要是硫化铜镍矿,占全国总保有量的86%,甘肃省的储量占全国的62.2%,储量较多的还有云南、新疆、吉林、四川、青海、湖北、陕西7个省区,总储量约800万吨。硫化矿通过选矿富集,减少后期的处理物料量,冶炼能耗较低,工艺路线较多,综合利用好。在高镍锍的加压浸出流程中,一般采用两段常压—两段加压的选择性浸出工艺。在浸出过程中,通过控制一定的技术条件,使原料中的镍钴尽可能全部进入溶液中,而铜铁则抑制在二段加压渣中。由于原料中含铜较低,二段加压渣中的Cu/Ni只能达到1/1.5,即含铜、镍分别为12%、18%左右,镍的浸出率只能达到97.5%。该渣无法进入铜冶炼系统而必须返回镍冶炼系统处理,这样不仅增加了火法的负担,而且增加加工费用,降低了有价金属的回收率。
为了弥补该工艺的不足,可以通过强化二段加压浸出条件,使铜镍钴尽可能全部浸出,采用意大利迪诺拉公司艾妙电解技术直接从二段加压浸出液中生产阴极铜的新工艺,可经济有效解决铜镍分离的技术难题。试验表明,该工艺不仅可以直接生产出Cu+Ag为99.95%的标准阴极铜,而且可以缩短加压浸出流程,镍的浸出率可以提高1.5%,加工成本降低,经济效益明显。
1 艾妙电解技术简介
艾妙电解技术是一种有效分离和提纯金属的技术,是意大利迪若拉集团公司于20世纪80年代末创立并拥有专利的一项新型电解技术。目前该技术应用领域包括:铜、锌、镍、钴、铅、金、银及贵金属等多个方面,在全世界拥有几十家用户,如美国西点提取采矿废水中的铜,澳大利亚新南威尔士从废液中提取铜,英国从废液中回收镍、铜,智利圣地亚哥从废液中提取铜、锌,南非回收铜、钴,台湾进行铜的二次回收等。
所有的电解技术均建立在电化学基础理论之上,艾妙电解技术也不例外。传统的电解技术是将阴阳极放置在缓慢流动或停滞的槽体内,在电场的作用下,阴离子向阳极定向移动,阳离子向阴极定向移动,通过控制一定的技术条件,欲获得的金属阳离子在阴极得到电子沉积析出,从而得到电解产品。
艾妙电解技术是基于各金属离子理论析出电位(Eϕ)的差异,即欲被提取的金属只要与溶液体系中其他金属离子有较大的电位差,则电位较正的金属易于在阴极优先析出,其关键是通过高速旋转液流消除浓差极化等对电解的不利影响,其工作原理如图1所示。
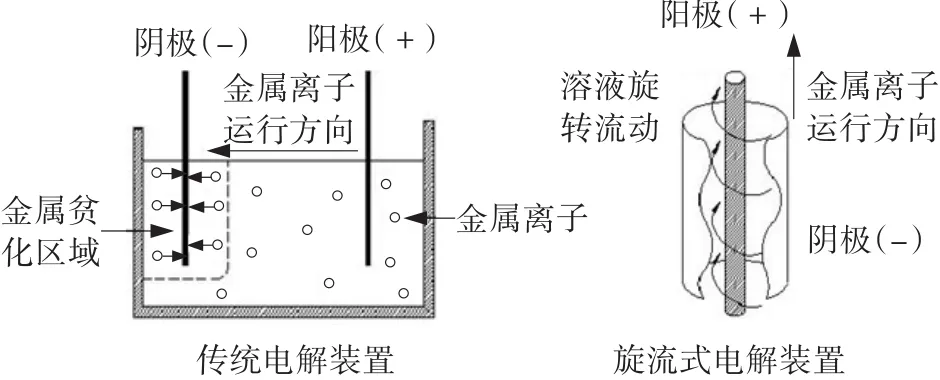
图1 传统电解技术与艾妙电解技术工作原理对比图
艾妙电解技术的优势包括:
·模块组装;
·应用领域广泛;
·溶液闭路循环,无有害气体的排放;
·选择性的对金属进行电解沉积;
·较高的电流密度及电流效率;
·对低浓度溶液进行高效、高纯度的电解提取等。
2 艾妙电解试验情况
在了解艾妙电解技术在处理硫酸铜镍混合溶液具有得天独厚的技术优势后,某厂及时与迪若拉集团公司取得联系,并进行了从硫酸铜镍混合溶液中生产阴极铜的试验研究,试验取得了理想结果。
2.1 试验条件
试验溶液成分见表1。

表1 浸出液化学成分 g/L
试验温度:20℃~30℃;
试验电流密度:650 A/m2。
2.2 试验设备
试验设备连接如图2。
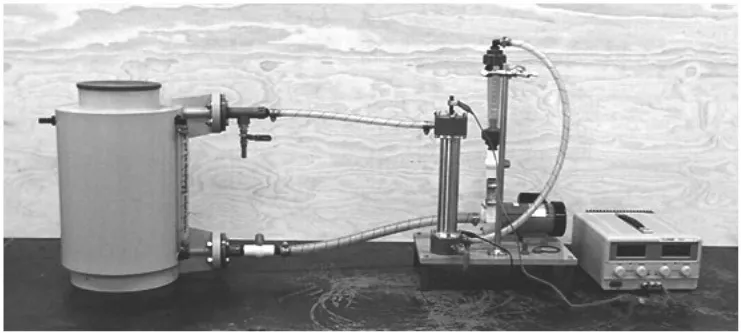
图2 艾妙电解试验设备连接图
具体试验设备为:
48×265 mm电解槽,1台;
15 L电解液贮槽,1台;
小型浮子流量计,1台;
小型简易流量泵,材质PTFE,1台;
简易流量控制阀,3/4英寸,1个;
整流器,输出电流50 A,电压10 V,1台;
专用始极片:0.1 mm钛材。
2.3 试验结果及分析
电解试验共取得7批阴极铜,同时电解终液铜离子浓度大幅降低,酸度大幅上升,典型阴极铜及终液成分见表2、表3。

表2 浸出液化学成分

表3 电解终液化学成分 g/L
试验结果表明,采用艾妙电解技术从二段加压浸出产出的硫酸铜镍混合溶液可以直接生产符合Cu+Ag≥99.95%的标准阴极铜,在阴极析出铜的同时,阳极产出等当量的酸,这种含高酸并且含一定量铜离子的溶液返回常压浸出工序,即可以作为浸出剂(其中的酸),同时其中的铜离子又作为抑制剂,可以使加压预浸出产出的硫化氢得到有效抑制,使得铜镍彻底得以分离,并且电解过程在常温下进行,无需任何添加剂。
在对该技术进行试验研究的同时,对使用该技术前后的两条生产路线的运行成本及经济效益进行了对比分析。单位成本估算表明,采用艾妙技术后,单位运行成本大幅降低,仅为现有流程的40%,具有明显的优势。直接经济效益体现在四个方面:①镍的浸出率提高1.5%,对于年产一万吨电积镍的生产线,年可多增加150 t的电积镍;②原料中的铜直接生产电解铜产品,即不用再返回熔炼及铜电解精炼系统,有500 t的铜量直接从加压液中生产出标准阴极铜;③二段加压采用全浸后,相对于原料而言,浸出渣中的贵金属(PGM)富集比为16,更有利于贵金属的火法提取,同时由于极大缩短了PGM提取工艺流程,减少了PGM在熔炼过程的分散损失,也有利于PGM回收率的提高;④采用该技术,对于年产一万吨电积镍的生产线,年返回火法的加压渣量降低到原来的45%,年可降低加工费用逾560万元,效益明显。
3 结论
试验结果和分析表明,对于高镍锍而言,采用二段加压全浸—艾妙电解工艺流程具有以下优势:
(1)极大缩短现有二段加压渣处理工艺流程,减少PGM的分散损失,加工成本大幅降低;
(2)在直接回收生产电解铜的同时,全流程镍的浸出率提高1.5%,效益显著;
(3)艾妙电解整个过程在常温下进行,无需添加任何试剂,过程可以实现全自动控制。
综上所述,将艾妙技术植入现有国内采用高镍锍加压氧浸生产线,从技术和经济上均是可行的。另外,通过阴极材质的优化,将该技术引入到硫化镍可溶阳极电解工艺中铜渣氯气全浸液的镍铜分离,将硫化镍电解系统的铜直接开路,减少电溶造液量,将目前的大部分造液槽改为生产槽,既增加了电解镍的产量,又明显改善了生产作业环境,降低劳动工作量,增加了企业效益。
猜你喜欢
有色设备(2022年2期)2022-08-06
铜业工程(2022年1期)2022-04-13
军民两用技术与产品(2021年10期)2021-03-16
理论与创新(2020年10期)2020-07-14
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
电子制作(2018年12期)2018-08-01
科学与财富(2017年27期)2017-10-17
制造技术与机床(2017年12期)2017-02-02
中国有色冶金(2016年2期)2016-02-11