
齿轮传动的失效分析及改善措施
2011-02-09 01:56陈苗青
制造业自动化 2011年4期
陈苗青
(宁波大红鹰学院 ,宁波 315175 )
1 齿轮传动的特点
齿轮传动是由主动轮推动从动轮轮齿的齿廓来完成的,其传动特点表现在以下几个方面:首先,由于齿轮的传动过程是依靠齿面推压来实现的,所以轮齿中总是齿面受力;其次,轮齿中齿面上任何一点接触应力都是由小到大、从无到有、再从大到小最后归零不断变化的,齿体主要受弯曲应力;最后,在轮齿推动时,只有节点处是纯滚动的,其它齿面各接触点都是连滚带滑,而齿顶部分的运行速度要远远大于齿根部分。
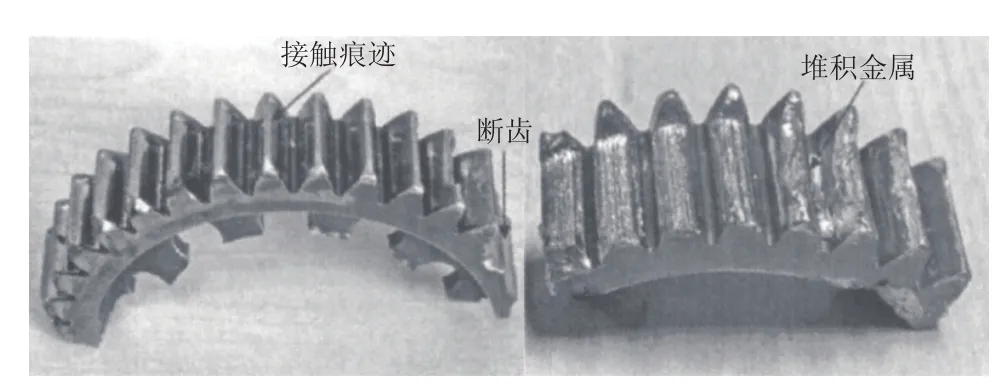
图1 轮齿折断有两种情况
2 常见的齿轮传动失效形式
2.1 轮齿折断
通常情况下轮齿折断有两种情况,一是疲劳折断:在齿轮传动过程中,轮齿受力就像一根悬臂梁,在受载时齿根会产生比较大的弯曲应力,此时齿轮的工作环境就处于一种交变的弯曲应力中,一旦经过一段时间达到了齿轮材料的疲劳极限,那么齿根的圆角处就必然产生疲劳裂纹,当应力循环不断增加,裂纹也随之扩展,最终齿轮会因疲劳而折断。另外一种则是过载折断:当齿轮在工作时受到了严重的冲击载荷或过载作用,或者安装精度差造成齿轮局部受载都会产生过载折断。与疲劳折断不同,过载折断的断口位置是不固定的,并且断面相对粗糙。如图1所示:
2.2 齿面点蚀
齿轮的工作齿面在长期反复接触应力的过程中,其表面金属会出现小块脱落的现象,从而造成齿面失效,这种现象就是齿面点蚀。由于轮齿节线附近的应力以及摩擦系数都相对较大,因此通常点蚀会先发生于靠近节线的齿根处。在滚滑过程中,互相滚滑的接触表面在滑动时会由于摩擦而引起初始裂纹,齿根处于滚滑运动中的被追越面,当一对齿面互相滚动,被追越面上的裂纹就会由于润滑油的影响被挤入裂缝,裂纹就会逐渐扩展,由于将油液挤出,因此裂缝中也没有高压油。当齿根的裂纹扩展到一定限度就会形成小块剥落,出现点蚀。可以参考:累积故障数曲线来进一步理解点蚀的机理。
2.3 齿面磨粒磨损
当润滑不充分或者处于开式传动时,会有外界灰尘杂质进入啮合区,从而引起齿面材料的损失,这种现象就是齿面磨粒磨损。当出现齿面磨粒磨损时,会在滑动速度方向产生平行的线道滑痕。
2.4 齿面塑性变形
当齿面处于低速重载环境下,由于受到滑动摩擦力以及齿面间应力的综合作用,齿面材料会发生一定的塑性流动,这种现象就是齿面塑性变形。它的变形方向与滑动方向相平行,因为滑动摩擦力以入主动轮齿的滑动方向与节线是相背而行的,所以主动轮齿齿面的塑性变形会在齿顶形成飞边,在节线附近处产生沟谷,而从动轮则与其相反。
2.5 齿面胶合
当齿轮处于低速重载大功率传动或者高速运转的情况下,由于齿面的温度比较高或者啮合齿面的比压比较大,会导致润滑油膜破裂,使得齿面直接接触,从而产生半干摩擦或者干摩擦。随着摩擦温度的进一步升高,齿面局部会出现固有熔焊粘附现象,沿着滑动方向撕裂,此时两齿面间的表层材料会有所转移,这种现象就是齿面胶合。齿面胶合分冷胶合与热胶合两种。
3 齿轮失效的改进措施
3.1 优化设计
首先可以根据相关的业界标准,利用CAD等计算机软件对齿轮的结构方案以及齿轮的强度计算进行多方面类比,从中选出最佳的设计方案;其次,可以利用有限元法或者保角映射等计算方法计算出齿根处的弯曲应力,过渡过圆角时采用比较大半径的齿根,加工外齿轮齿形时可以采用凸头留磨滚刀工艺等,从而分散齿根的弯曲应力,提高强度;第三,在分析轮齿的啮合形变时可以结合相应的弹性力学知识,利用齿顶修缘;或者利用齿面喷丸处理工艺提高轮齿的弯曲疲劳强度等;第四,利用极压添加剂高粘度齿轮润滑油改善齿轮的润滑。
3.2 优化选材
根据齿轮的工艺性能要求、韧性及强度要求等,综合考虑选择何种齿轮材料。现在常用的是低碳合金渗碳钢,其含碳量相对较低,可以增加钢的淬透性和耐磨性。尽量选择冶金质量比较好的电渣重熔合金钢或者真空脱气精炼钢,因为这种材料纯度较高,氧、氮或者其它非金属杂质的含量较少,致密度良好,韧性和塑性都比较好,可以减少机械性能以及各向异性。
3.3 优化加工工艺
机械加工滚齿时,要把粗滚和精滚工序分开加工,在用专用滚刀进行精滚齿之前先用滚刀进行粗切,切齿深度要用百分表控制,以保持其精度,切齿的深度误差要在零位附近浮动,精滚齿的齿形误差不能超过0.03毫米。齿形的加工精度通常要达到九级以上,齿面的粗糙度也要与设计要求相符。可以在磨齿后再进行振动抛光或者电抛光,来提高表面的粗糙度。利用齿形修缘、齿面修形以及大圆弧齿根等技术,减轻或消除啮合的偏载和干涉,降低齿根应力集中,增大齿轮弹性柔度。对齿形进行适当的诸如剃齿、研齿、磨齿等修饰,可以提高百分之十五到二十五的接触极限应力;对轮齿作纵向修形,比如修齿腹,可以提高齿轮两倍的使用寿命,可以减少约五分之一左右的弯曲应力,还可以降低噪声污染。当切齿刀具的硬度比工件的硬度高两到五倍且有较好的耐磨性及韧性时,所呈现的切削效果最好。通常使用刮削法以及磨削法加工硬齿面的齿轮,齿胚需经过多次切削加工和热处理。
3.4 优化热处理工艺
通常机械齿轮的承载能力不只是由表面硬度来决定的,它同时还受着表层向芯部过渡区域的剪应力和剪切强度比值大小的影响,该比值不能超过0.55。处理齿轮硬化最好的方法就是深层渗碳淬火,它可以得到充足的硬化层深度、较小的过渡区域残余拉力以及比较高的芯部硬度。通常齿面的含碳量最好控制在0.8% 1%之间,从齿表面到芯部的硬度梯度要缓和。经过回火和淬火的渗碳齿轮其表面硬度要达到HRC58 62之间,要消除齿轮尤其是表层的残余内应力。进一步推广氮碳共渗等新的加工工艺,通常氮的渗入深度不超过0.2毫米,不仅可以产生压应力,还可以硬化表层。与单纯渗碳齿轮相比,采用氮碳共渗工艺所加工的齿轮,其强度极限应力可以提到百分之十三以上,使用寿命延长一倍。在进行热处理加工后,还要做油浴人工时效处理。
3.5 优化表面强化处理工艺
齿轮加工最后一道工序就是对齿根和齿面做喷丸强化处理,通常在磨齿后或者渗碳淬火后进行。喷丸强化处理有诸多优点,比如它可以提高三分之一甚至一半的齿轮接触疲劳强度,改善齿根的变曲疲劳强度;可以阻止裂纹的进一步扩展,减少实际载荷;抵抗破坏性冲击效果好,减少点蚀;改善齿轮的润滑;消除各种切齿加工所留下的刀痕和磨削所产生的缺陷等。喷丸强化处理时间与齿轮多冲寿命的关系曲线图如图2所示,材料喷丸与未喷丸试样如图3所示:
3.6 优化润滑工艺
齿轮的磨损失效在很大程度上受着润滑的影响,很多低速重载齿轮通常有较高的接触应力,所以对轮齿接触表面材料局部弹性变形要足够重视。此外,上文中也提到,齿轮在共轭啮合时,除切点外其余均为滚滑运动,这一特性与EHL(弹性流体动力润滑理论)完全相符,与传统Martin润滑理论相比,EHL最大的不同是齿轮表层的局部弹性变形量通常比按照刚性边界计算的油膜厚度大出数倍,所以对油膜的压力分布和形状都有着明显的影响。在设计齿轮的润滑参数时可以参照这个规律,按照实际情况选择适用的润滑油。

图2 喷丸强化处理时间与齿轮多冲寿命的关系曲线

图3 材料喷丸与未喷丸试样曲线
[1]金旭星.汽车机械基础[M].北京:人民邮电出版社,2009
[2] 李翠兰,张爱国,李慧萍.浅谈煤矿机械齿轮技术的发展趋势[J].煤矿机电.2008(3).
[3] 王琳.机械设备故障诊断与监测的常用方法及其发展趋势[J].武汉工业大学学报.2009(3)
[4] 张潇云,周新建.煤矿机械传动齿轮失效形式分析[J].润滑与密封,2008(7)
[5] 蒋玉珍.机械设计基础[M].北京:机械工业出版社,1999
猜你喜欢
化工设计(2022年2期)2023-01-04
工具技术(2022年8期)2022-10-13
现代机械(2022年4期)2022-09-05
机械制造与自动化(2022年4期)2022-08-18
焊管(2022年6期)2022-06-23
化工设备与管道(2022年1期)2022-06-08
机械工程材料(2022年2期)2022-03-02
表面技术(2021年4期)2021-05-08
重型机械(2019年3期)2019-08-27
