接插件端子级进模具设计
2011-03-30 02:49刘晓飞
装备制造技术 2011年8期
刘晓飞
(中山火炬职业技术学院,广东 中山 528437)
接插件端子级进模具设计
刘晓飞
(中山火炬职业技术学院,广东 中山 528437)
针对端子结构特点及模具精度要求,介绍了零件的排样设计、模具结构及关键零件设计,模具设计合理,制造精度高,维修方便,适应高速冲压生产要求。
接插件端子;级进模具;排样设计
1 冲压件工艺性分析及设计要点
图1所示为插接件端子零件,主要用于USB插接件接口。材料使用C5210R-H,是JIS标准牌号的磷青铜带,具有良好的延展性,深冲性能以及电镀性,广泛用于电子接插件上。零件料厚为0.3mm,要求批量生产,零件结构复杂,具有冲裁、多处弯曲,局部折弯成形,方框成形等多种工序。端子尺寸要求严格,所有下料尺寸和成形尺寸都严格控制在±0.03 mm以内。
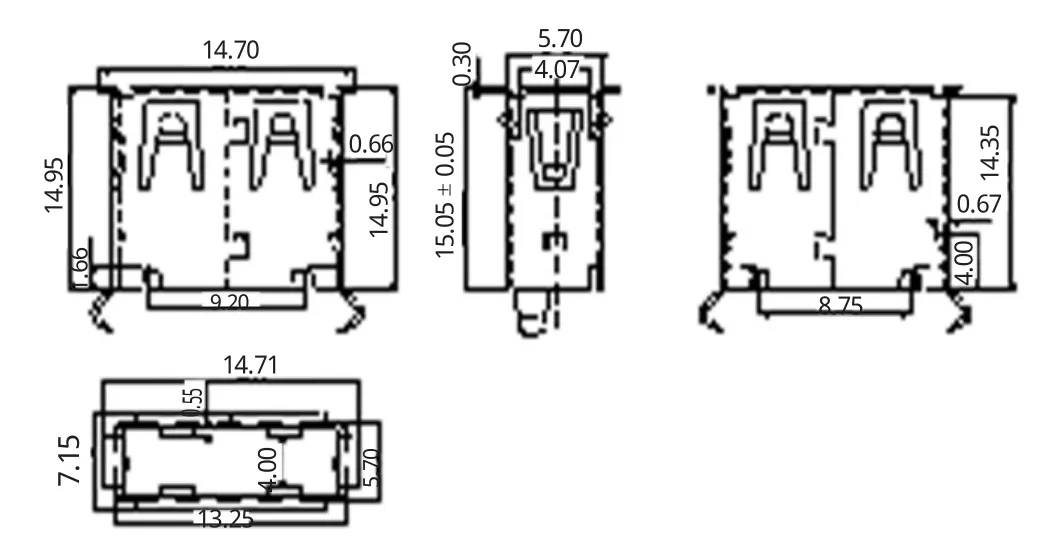
图1 插接件端子产品图
2 排样设计
通过对零件的成形工艺与模具结构的综合分析考虑,为满足大批量生产要求,保证零件成形精度,同时满足条料进给时的刚度和稳定性要求,采用了图2所示的排样形式。
料带宽度43.6mm,进给步距24mm,共16个工位:工位1冲2个直径2.0mm的导正孔;工位2、3冲U形废料孔;工位4、5冲异形废料;工位6冲异形废料以及边上折弯90°成形;工位7、8有8处弹片折弯成形;工位9为空工位;工位10为外侧折弯成45°;工位11为外侧折弯成90°;工位12为内侧折弯成45°;工位13为空工位;工位14为内侧折弯成90°(方形框成形);工位15为整形;工位16为切断(零件与料带分离)。
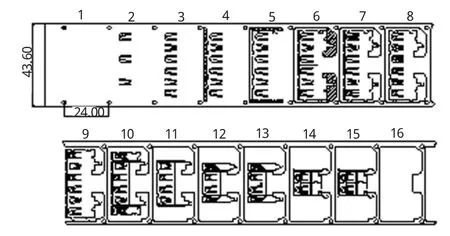
图2 排样图
3 模具结构及关键零件设计
3.1 模具结构
模具结构如图3所示。该模具为卷料供料,使用导料板导料,送料定距依靠模具外自动送料装置,配合导正销实现了精密定位,故模具上不需设置侧刃进行定位。冲裁过程中,为了使料带悬浮于凹(下)模上表面,料带两侧使用浮动导料销,以及采用浮动顶料块、带导正销孔的浮顶销,这样设计可以使条料始终在下模表面以上一定的距离向前移动,从而保证了条料的顺利送进。
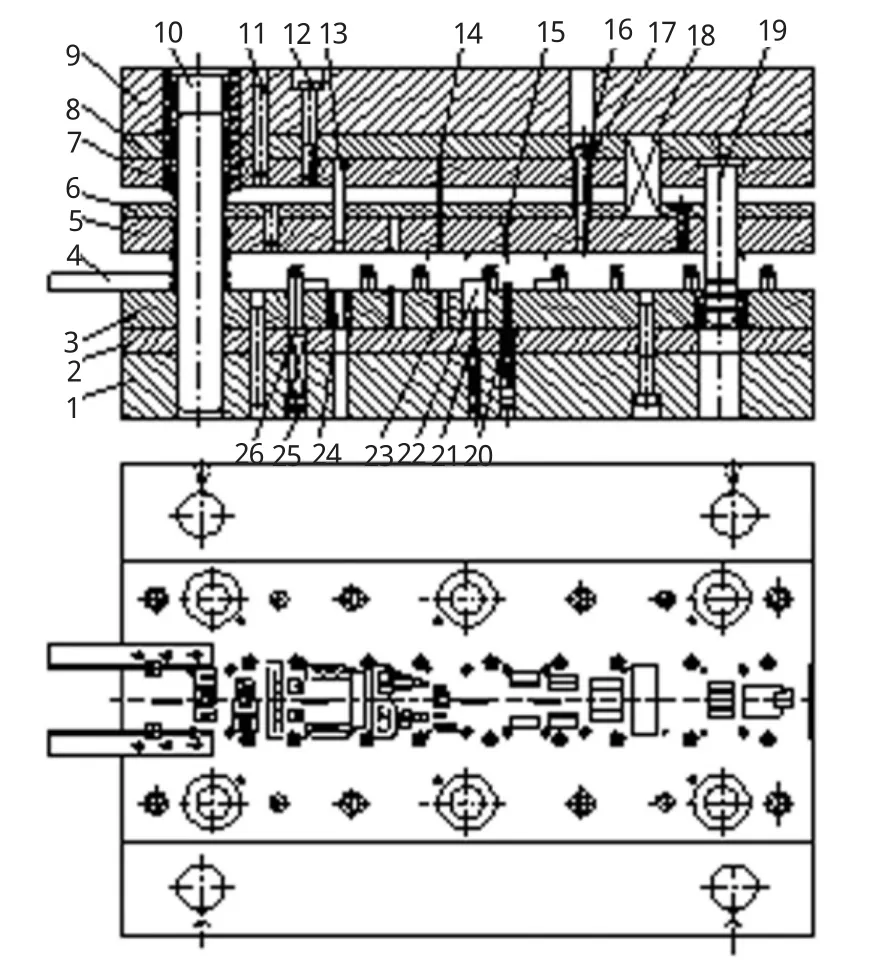
图3 模具结构
由于生产批量大、要求模具寿命、零件精密度高,为了保证模具的稳定性,采用滚珠导柱、导套作为外向组件。同时模板之间设计有自润式内导向组件结构。在卸料方面则采用弹性卸料板(如图4),弹性卸料板有敞开的工作空间,操作方便,生产效率高,冲压前可以对条料有预压作用,冲压后也可以使冲压件平稳卸料。为了保证模具正常工作和冲出合格零件,必须保证条料对模具的工作刃口处于正确的相对位置,这里采用导正销,在第1工位设置冲导正孔的凸、凹模型孔(图2)。模具所有冲裁凸、凹模都设计成镶块,当冲裁刃口磨损或者更换时,只需要拆卸相应的镶块就可以了。这样便于模具的调整与维护,提高生产效率。
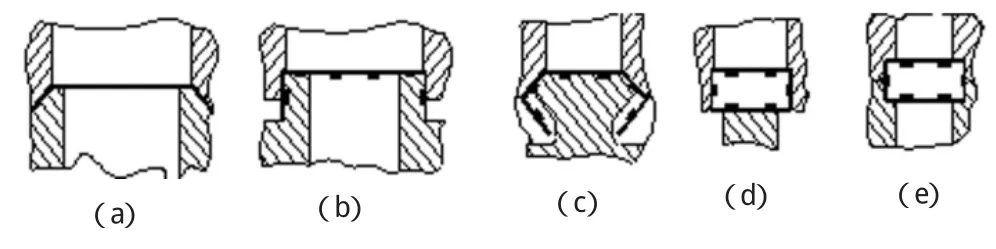
图4 零件成形
3.2 关键零件设计
零件方框成形,是本模具设计的关键部分,分为两大成形工序,预成形与方框成形。共分为5步完成,考虑到尽可能减小回弹,提高成形精度,故内、外侧折弯各分成两步:
第1步是最外侧45°折弯成形(图4a);
第2步外侧90°折弯成形;
第3步是内侧45°折弯成形,将折弯凸、凹模设计为如图4(c)所示的结构,既可以给前面已成形的竖边让位又便于后续压边工序的成形;
第4步是方框成形,即内侧90°折弯成形(图4 d);
第5步是整形(图4e),使零件达到尺寸要求。
4 主要零件的材料、热处理
根据本模具要求耐磨性能以及生产量大的特点,凸、凹模固定板选用Crl2MoV钢,淬火至58~62 HRC。上、下垫板选择45号钢,淬火至43~48HRC。上、下模座使用铸铁HT200。凸、凹模镶块选用Cr12钢,淬火至58~64HRC。折弯凸、凹模选用Crl2MoV钢,淬火至60~64HRC。卸料板选用Crl2MoV钢,淬火至58~64 HRC。卸料背板选用45号钢,淬火至43~48HRC。
5 结束语
采用了合理的级进模结构,同时配合模具外自动送料装置,达到了加工精度高、可靠性好、成形品质稳定、满足高效率、大批量生产的要求。对同类型零件的级进模设计有重要的参考借鉴价值。
[1]谢黎明,邹栋林,孟玉喜.接插件端子多工位级进模设计[J].锻压技术,2007,(4):44—47.
[2]钟毓斌.冲压工艺与模具设计[M].北京:机械工业出版社,2009.
[3]严智勇.小步距端子级进模设计[J].模具工业,2010,(4):27—33.
[4]王海平,李林刚,徐善状.连接器端子双滑块高速级进模具设计[J].模具工业,2009,(8):21—35.
Design of Progressive Die for Connectort Terminal
LIU Xiao-fei
(Zhongshan Torch Polytechnic,Zhongshan Guangdong528436,China)
According the terminals structure characteristics and the terminals die precision,The layout design,the die structure and the design of the key parts of the die were introduced.Die designed to create high precision,easy maintenance,production requirements forhigh-speed stamping.
connector terminal;progressive dielayoutdesign
TG76
B
1672-545X(2011)08-0162-02
2011-05-17
刘晓飞(1979—),女(满族),吉林人,讲师,本科学历,研究方向:机械设计与制造。
猜你喜欢
模具制造(2022年2期)2022-03-25
政工学刊(2021年12期)2021-12-22
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国科技纵横(2015年1期)2015-12-27
杭州(2015年9期)2015-12-21