
六辊铝冷轧机厚度控制系统介绍
2011-05-10 11:04林清俊陈福利黄晓峰
制造业自动化 2011年15期
林清俊,陈福利,黄晓峰
(1. 北京机械工业自动化研究所 自控中心,北京 100120;2. 涿神公司 设计部 电气室,涿洲 072750)
0 引言
我公司于2002年引进了一台六辊不可逆铝冷轧机,该冷轧机机械部分由三菱日立金属制造公司提供,电气部份由东芝GE公司提供。该轧机主要由以下控制系统构成:自动厚度控制系统、自动板形控制系统、恒张力控制系统、LEVEL-2系统、自动上卷、料卷传送等系统。
在此介绍其厚度控制系统。
1 目的
AGC的目的是为了得到高质量产品和稳定轧制。
AGC系统应该成功地在轧机速度变化、热弯曲的厚度和硬度变化、轧辊表面变化等等的状况下工作。
2 AGC系统
系统由如下5个功能组成:
1)M-AGC 监视 AGC;
2)FF-AGC 前馈 AGC;
3)MF-AGC 质量流AGC;
4)RE-AGC 轧辊偏心AGC;
5)MV-AGC 多变量 AGC。
2.1 监控-AGC
图1为一个轧制通道M-AGC框图。M-AGC有两个功能,一个是M-AGC(G),主要操纵辊缝,另一个是M-AGC(T),主要操纵入口张力。M-AGC的输入,是通过测厚仪(出口测厚仪)测量得到的出口厚度偏差,M-AGC控制器计算辊缝修正值,使用PI(比例和积分)控制,并且M-AGC(T)计算入口张力修正值。

图1 M-AGC
史密斯预测器补偿在轧机和测厚仪之间时间滞后,并且允许 M-AGC 提高它的响应。
2.2 FF-AGC(前馈AGC)
图2 为一个轧制通道中的前馈AGC框图。前馈AGC的输入,是通过测厚仪(入口测厚仪)测量得到的入口厚度偏差,入口厚度偏差从测厚仪到轧机是滞后的,控制器计算辊缝修正值,使用辊缝对于出口厚度的影响系数。
2.3 MF-AGC(质量流AGC)
图3为一个在轧制通道中的质量流AGC框图。质量流AGC有两个控制功能,一个是质量流AGC(G)主要控制辊缝,另一个是质量流AGC(T)主要控制入口张力。

图2 前馈-AGC

图 3 质量流AGC
质量流AGC的输入,是通过测厚仪(入口测厚仪)测量得到的入口厚度偏差,入口厚度偏差从入口测厚仪到轧机是滞后的,并且成为轧机入口厚度偏差。
控制器基于质量流常数估算出口厚度,使用轧机入口厚度偏差通过下述公式计算。质量流AGC(G)控制器计算辊缝修正值,使用PI(比例和积分)控制,并且质量流AGC(T)入口张力修正值。
公式:H1V1=H2V2
H2—轧机出口侧的质量流厚度值;
V1—激光测速仪测得的入口侧速度;
V2—激光测速仪测得的出口侧速度;
H1目标入口侧厚度。
2.4 RE-AGC(轧辊偏心AGC)
图4为用于轧机轧辊偏心AGC框图。
此控制减少在轧机运行时轧辊偏心的影响。
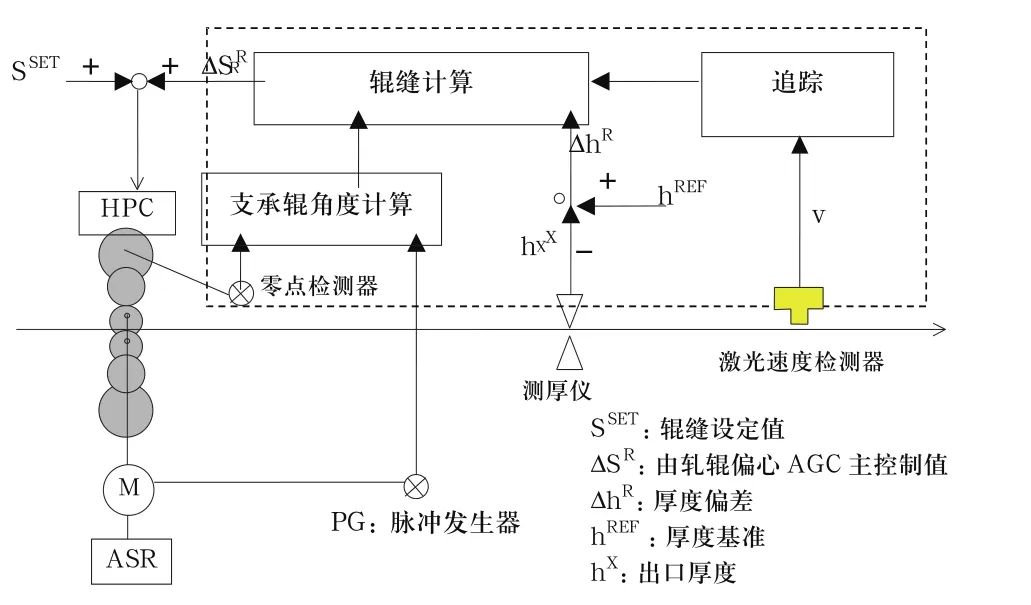
图4 轧辊偏心-AGC
由测厚仪测得的厚度误差与相适应的转动角度输入到轧辊偏心AGC。
轧辊偏心AGC输出辊缝修正值基于重复控制方法。
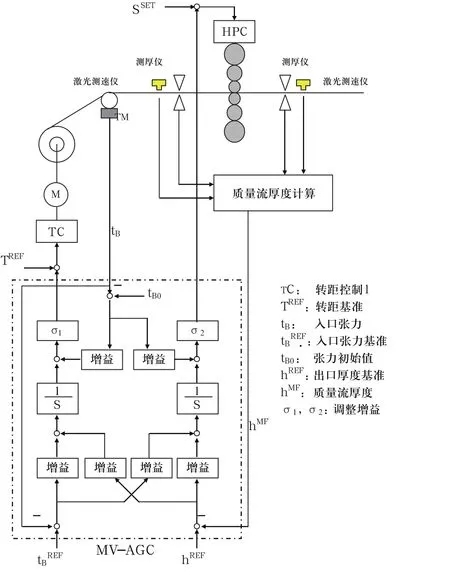
图5 MV-ΔGC
2.5 MV-AGC(多变量AGC)
控制厚度与张力,是基于 ILQ (逆二元线性)的基础上设计的控制理论,是解决 LQ(线性二元)最佳控制逆向问题的一个方法。在轧机稳定轧制状态方程能与模型联立方程一起被描述。
3 测厚仪
其厚度控制系统所采用的两台测厚仪均为东芝7311系列其主要性能指标如下:
1)测量范围
0.1~8.0 mm(相当于0.095~16.0 mm 的纯铝)
纯铝厚度=设定厚度×(1+厚度补偿/100)
2) 精度
下列基于电离放射测量系统的 IEC 769 的测试方法并带用于厚度测量的模拟或数字信号处理。
(1)精度(1)式中:reproducibility-重复性;noise-噪声;Linearity-线性。
这个精度是当使用精度测试标样和系统离线时的精度。
测量气隙:300mm,时间常数:10ms。
(2)线性
自从这测厚仪取相关的尺寸,校正线性是不适用的,且使用偏差线性。
设定厚度的±0.12%或±0.06µm,无论哪一个大。(2σ)
(3)测量重复性
设定厚度的±0.06%或±0.06µm,无论哪一个大。(2σ)
(4)辐射噪声
设定厚度的±0.12%或±0.12µm,无论哪一个大。(2σ)
(5)漂移
±(测量厚度的0.2% + 0.5µm) 在8 小时内。
测量头:冷却水温度 变化最大不超过±3℃, 环境温度变化最大不超过±5℃, 并且空气密度不变。
设备柜和驱动控制箱:环境温度变化最大不超过±5℃。
4 结束语
从冷轧机有负荷试车到现在,厚度控制系统运行良好。所生产的产品厚度精度达到表1的要求。满足了我公司的生产要求,同时也为我公司生产高品质的板材奠定了基础。
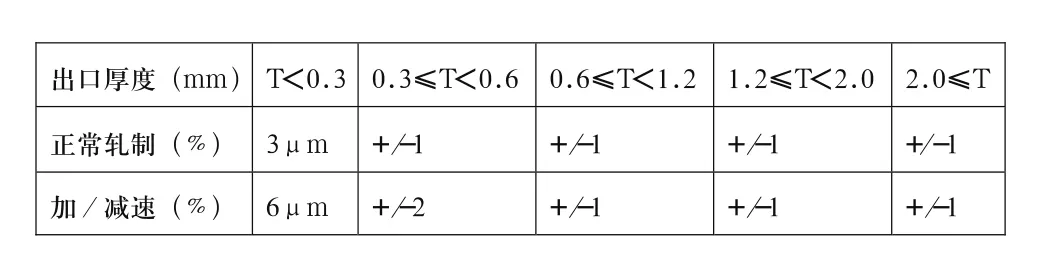
表1 精度标准
猜你喜欢
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国钼业(2019年4期)2019-08-29
科技风(2018年35期)2018-05-14
重型机械(2017年3期)2017-07-19
建筑建材装饰(2017年8期)2017-07-06
冶金设备(2015年2期)2015-02-11
山东工业技术(2014年17期)2014-12-24
