
基于PLC控制的自动清洁器在HXFA299B型棉精梳机上的应用设计
2011-06-04 10:17王晓松陕西恒鑫精密纺织机械有限公司陕西宝鸡721013
自动化博览 2011年7期
王晓松(陕西恒鑫精密纺织机械有限公司,陕西 宝鸡 721013)
1 引言
随着科技的飞速发展,纺织机械设备制造业也迎来了革命性的发展,当前纺机设备的发展特点主要体现在:触摸式人机界面(HMI),可编程逻辑控制器(PLC),变频器以及各种传感器的广泛应用;目前,纺织机械生产厂家的一个重要的研发设计宗旨就是不断提高纺机设备的自动化程度以便减轻操作者的劳动强度和提高纺织厂的生产效率。
2 应用设计
2.1 棉精梳机概述以及在使用中遇到的问题和解决方案
棉精梳机是一种重要的前纺设备,该设备用于棉纺精梳工序,其主要作用为排除一定长度以下的短纤维,提高纤维的平均长度,使纤维进一步分离,从而使伸直度、平行度大大改善,同时排除杂质和棉结,制成条干均匀的精梳棉条,以适纺高支数纱和其他纤维的混纺纱,并使成纱外观光洁,物理机械性能提高。
在国内外棉精梳机的现实使用中,棉网缠绕摇动臂部位牵伸罗拉的现象一直是一个经常出现的故障点;由于静电吸附的原因,棉纤维通常会在精梳机运行的过程中吸附在牵伸橡胶皮辊上,进而引起了棉网缠绕摇动臂部位牵伸罗拉的故障停车现象经常出现,在摇动臂部位因棉网缠绕牵伸罗拉而引起的高故障率使得棉精梳机的使用效率大大降低。然而,在控制设计成本的前提下要从材料学及物理学的角度从根本上解决此问题会比较困难,本文着重讲述从电气控制的角度,通过在HXFA299B型棉精梳机上的摇动臂部位添加自动清洁器的方式来解决此问题。
2.2 自动清洁器及工作原理
自动清洁器是一种清洁装置,在HXFA299B型棉精梳机中,自动清洁器由一个HCNE1-1050型电磁铁、自制的皮辊清洁片、连杆及挂件构成;精梳机在运行过程中牵伸皮辊压着棉网转动,皮辊清洁片紧贴着皮辊将因为静电吸附作用而吸附在皮辊上的少量棉纤维从皮辊上刮下,此时自动清洁器处于释放状态,电磁铁固定在前伸罗拉顶部的牵伸臂上并通过连杆及挂件来连接清洁片,清洁器动作时在电磁铁的作用下通过连杆将清洁片拉起使刮积在皮辊上的堆积棉纤维顺利的通过吸风口吸走。通过清洁器有效的清除皮辊上吸附的棉纤维后大大的减小了棉网缠绕牵伸罗拉的故障率,进而提高了精梳机的使用效率。
2.3 HXFA299B型棉精梳机的电气控制部分概述
HXFA299B型棉精梳机的机电一体化程度较高,整个机器的执行部件主要有变频电机、电磁阀及气缸等,变频电机为设备提供主动力,气缸用来执行自动上棉卷、自动卸空管、开中心臂、推满桶、拨空筒等自动动作。电气控制柜中的控制器选用中达电通DVP60ES型PLC,变频器选用中达电通M系列VFD-M 5.5kW的变频器,人机界面选用中达电通DOP-A10THTD1型10.4寸触摸屏。
2.4 通过PLC和人机界面所要实现的对自动清洁的控制效果
(1)通过PLC实现对自动清洁器的控制,要求在精梳机自动运行的过程中实现对清洁器的定时控制,清洁器动作周期可通过人机界面进行参数设定,时间单位为分钟。
(2)要求清洁器动作时间即电磁铁吸合时间可在人机界面上设定,时间单位为秒。
(3)要求在清洁器动作时间段内可设定抖动时间,清洁器抖动间隔时间的设定可以通过人机界面实现,时间单位为0.1秒,根据相应的棉网工艺通过设定清洁器间隔抖动动作的时间可以有效的抖落皮棍清洁片上的棉纤维以便吸风口及时吸走刮积的纤维进而有效避免牵伸部位缠皮棍的故障。
(4)要求在人机界面的设计中设定手动自动清洁功能按钮以便于设备调试。
2.5 HXFA299B型棉精梳机上添加自动清洁器的PLC程序控制部分的设计
针对自动清洁器控制的PLC程序段如图1所示。
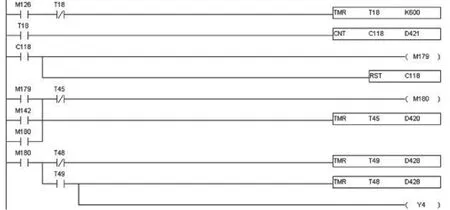
图1 针对自动清洁器控制的PLC程序段
第1行中的M126为ON时表示精梳机处于正常运行状态,T18为定时器,第1行的功能是产生周期为1分钟的脉冲信号T18;
第2行中的C118为清洁器动作周期的计数器,D421中存储清洁器动作周期的时间参数,第2行的功能是清洁器动作周期的设定;
第3行的功能是C118计数周期时间到时M179有效,即M179驱动M180有效以控制Y4使得自动清洁器执行吸合动作;
第4行为对C118计数器复位;
第5行中的D420中存储清洁器的动作时间;
第5、6、7行的作用是关于清洁器动作时间控制的程序部分,程序中的D428中存储清洁器抖动间隔时间,Y4为控制清洁器的PLC输出点;
第8、9、10行实现对清洁器的抖动控制。
2.6 HXFA299B型棉精梳机上添加自动清洁器的人机界面部分的软件设计
按设计要求,人机界面上需设计清洁器执行动作的手动控制按钮、清洁器动作周期时间参数设定功能、清洁器动作时间参数设定功能、清洁器抖动间隔时间参数设定功能。如图2所示。
(1)“清洁器动作周期设定”通过对此参数的设定来改变清洁器执行清洁动作的周期。
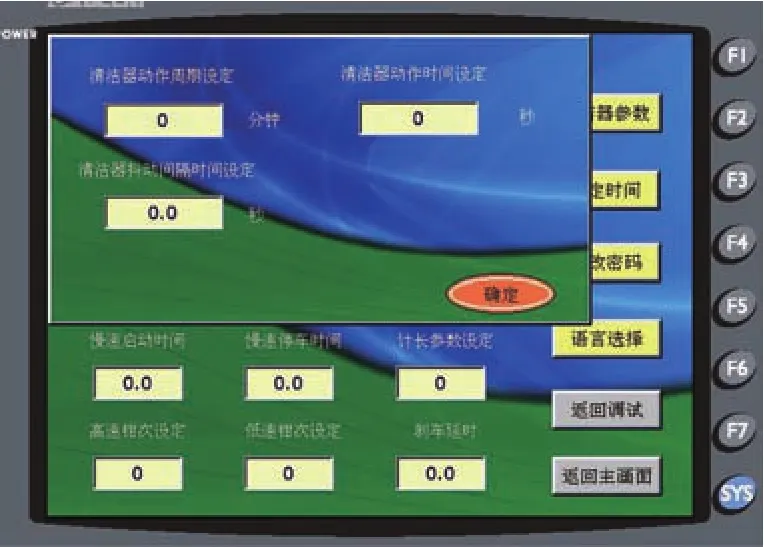
图2 设置参数
(2)“清洁器动作时间设定”通过对此参数的设定来改变清洁器执行清洁动作的时间。
(3)“清洁器抖动间隔时间设定”通过对此参数的设定来改变清洁器在执行清洁动作的时间内电磁铁吸合和释放的频率。
(4)将F1功能键设定为当F1键按下时清洁器执行清洁动作。
以上参数在设定时需根据用户的棉纤维梳理工艺进行相应调整设置,在调试过程中以减少棉网缠绕牵伸罗拉的故障率为目的。
3 调试及故障检测
调试是纺机设备在安装使用中的一道重要工序,为了提高纺机设备的使用效率针对设备的精细调试非常重要,棉精梳机调试可以分为机械调试部分和电气调试部分,在此仅介绍电气调试部分。电气需要调试的部分有中心臂气缸、推满筒气缸、拨空筒气缸、上棉卷气缸、落空管气缸等执行部件的调节,这些执行部件的调节需要通过调节截流阀来实现,小台面单眼光电传感器及接近开关的调节也是重要部分,在此不做祥述。自动清洁器在HXFA299B型棉精梳机上的使用大大降低了传统精梳机牵伸爬坡摇动臂部位牵伸罗拉缠绕的故障率,在调试自动清洁器的过程中要确保电磁铁在释放状态下皮辊清洁片要紧贴着皮辊表面,当清洁器动作时电磁铁吸合并通过连杆将皮辊清洁片拉起以便于清洁片刮积的棉纤维被吸风通道吸走。通过人机界面设定清洁器动作时间参数来调节清洁器的动作执行时间,通过自动清洁器的作用可有效降低趴坡牵伸部位因皮辊和棉条之间产生的静电吸附作用而造成的棉网缠绕牵伸罗拉的故障率。人机界面上的故障报警流水灯及报警频次表能够提示设备故障出现的部位和排除故障的方法及故障出现的频次,通过自动清洁器在HXFA299B型棉精梳机在上的应用大大降低了棉网缠绕牵伸罗拉故障的出现频次。
4 结语
HXFA299B型棉精梳机已经广泛应用于国内棉纺厂,加装自动清洁器后的棉精梳机爬坡牵伸部位的故障率大大减小,进而有效提高了棉精梳机的使用效率,提高了设备使用厂家的生产效益。
[1] 殷洪义. 可编程序控制器选择设计与维护[M]. 北京: 机械工业出版社,2002.11.
[2] 胡寿松. 自动控制原理[M]. 北京: 科学出版社, 2001.2。
[3] 周金冠. 精梳机研发创新与生产工艺设计[M]. 北京: 中国纺织出版社,2010.6.
[4] DVP-PLC应用技术手册[Z]. 中达电通股份有限公司。
[5] 王兆义. 小型可编程控制器实用技术[M]. 北京: 机械工业出版社, 1997.7.
[6] 周金冠. 现代精梳生产工艺与技术[M]. 北京: 中国纺织出版社, 2006.1.
猜你喜欢
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
作文·初中版(2019年8期)2019-09-09
广州文艺(2017年8期)2017-09-13
中国社区医师(2016年8期)2016-12-20
铁道通信信号(2016年1期)2016-06-01
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
铁路通信信号工程技术(2014年5期)2014-02-28
