
微型单滚道台阶轴的热处理工艺
2011-07-26 08:10王智勇程俊景张亭亭
轴承 2011年11期
王智勇,程俊景,张亭亭
(洛阳轴研科技股份有限公司,河南 洛阳 471039)
1 概述
微型单滚道台阶轴是某高精度微型轴连轴承组件的关键零件,其结构如图1所示。该轴为空心台阶轴,轴上有轴承滚道(滚道的几何精度在P4以上),台阶轴的一端带有M5细螺纹,螺纹处壁厚为0.5 mm,轴总长为25 mm,最大外径为7 mm,轴材料为ZGCr15高碳铬轴承钢。轴连轴承组件装机时因受力会出现台阶轴螺纹的断裂,影响正常使用;因此,需对此问题进行分析。

图1 台阶轴结构示意图
2 螺纹断裂的原因分析
台阶轴的热处理设备为双室真空淬火炉,真空淬火油正常使用温度为20~80 ℃。常规热处理工艺为:预热温度650 ℃,保温时间25 min;淬火温度830 ℃,保温时间15 min;淬火油温40 ℃,不搅拌,冷却10 min,出炉空冷;回火温度为150 ℃,回火时间为3 h,出炉空冷。
上述热处理工艺得到的台阶轴的淬、回火硬度为62.7~63.1 HRC,组织为3级,符合JB/T 1255—2001的技术条件要求。在装机时出现螺纹断裂现象,分析主要原因是螺纹处的硬度过高,脆性较大,装配时在外力的影响下产生了断裂。采取降低硬度的措施可降低螺纹处脆性,提高韧性,避免断裂现象的发生。但由于该台阶轴尺寸小,精度要求高;因此,既要保证轴上滚道的高硬度以提高滚道的加工精度,还要保证螺纹端的硬度不能太高,以防止轴连轴承装机时出现螺纹断裂。依图纸要求,轴上A,B,C段的热处理硬度分别为: 46~51 HRC(A=3 mm),46~65 HRC(B=9 mm),61~65 HRC(C=16 mm)。
3 热处理工艺试验
针对微型单滚道台阶轴精度高、外形尺寸小、长径比大的特点和轴硬度的要求,首先按原常规热处理工艺对台阶轴进行整体淬、回火处理,再对螺纹处进行局部回火。局部回火使用WGH-IV-36微型高频感应加热设备来完成。
根据硬度要求,将加热电流设定为550 A,温度400 ℃,空冷。为使台阶轴各段达到较佳的硬度,对回火时间进行了研究,结果见表1。
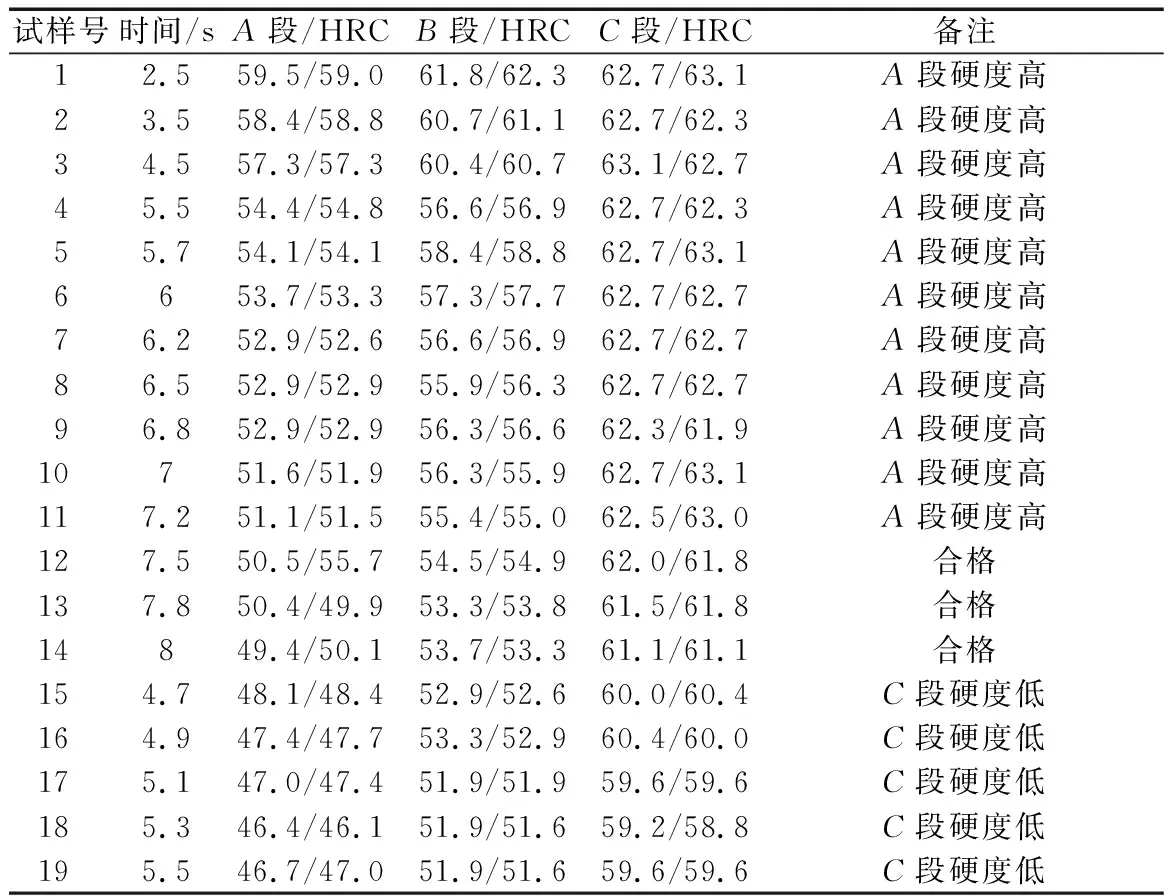
表1 不同回火时间下试验结果
由表1可知,时间的长短可以有效控制各部位回火后的硬度,1~11号试样A段硬度高,B段和C段硬度合格;12~14号试样A段、B段和C段硬度合格;而15~19号试样C段硬度低,A段和B段硬度合格。因此,确定的局部高频回火温度为400 ℃,回火时间为7.8 s。
4 结束语
对微型带滚道台阶轴采取高频感应局部回火的方法能够有效控制轴上各部位的回火硬度,使轴上各部位的硬度符合技术要求,从而使产品性能满足使用要求,有效减少或者避免了装机轴螺纹开裂的发生。
猜你喜欢
现代经济信息(2022年32期)2023-01-21
政工学刊(2021年12期)2021-12-22
能源研究与信息(2020年3期)2020-11-25
能源(2018年8期)2018-09-21
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国塑料(2015年9期)2015-10-14
