TBM刀具检修工艺的技术探讨
2011-08-28 08:39强生龙
隧道建设(中英文) 2011年2期
强生龙
(中铁隧道集团兰渝铁路西秦岭隧道TBM项目部,甘肃武都 746025)
0 引言
TBM(隧道掘进机)作为长大隧道施工最有效的大型综合机械,使用刀盘直接接触掌子面进行破岩,因此安装在刀盘上的刀具的使用和维修情况直接影响了隧道施工的进程。刀具的消耗是TBM施工成本中所占比例最大的项目之一,在西康铁路隧道施工中凡使用过的刀具在拆卸维修时必须更换安装新密封,原密封报废,消耗量很大。盘形滚刀的密封由金属环和橡胶圈组成,分析认为刀具密封失效的主要原因是温度变化导致橡胶圈变质失去弹性,在某些条件下刀具的工作温度比较高,损坏了胶圈的密封性,故刀具的正确检修、TBM的操作、围岩的强度直接影响刀具更换的频率。要从维修刀具的可靠性来提高掘进速度、从降低消耗来降低掘进成本。现刀具的检修必须根据施工中出现的各种情况,具体问题具体分析,区别对待,以TBM10.23型掘进机19"盘形滚刀的检查和维修为例进行研究,以期指导TBM掘进施工。
1 刀具检查维修目的
从刀具维修统计角度讲,维修刀具后产生故障的比例不应超过5%,以减少对TBM利用率和掘进速度的影响[1]。
1)通过对刀具的检查与维修,分析刀具及其零件的生产质量、前期检修的质量、刀具安装存在的问题、地质变化和TBM操作等因素对刀具损坏的影响,及时提出分析及反馈意见。
2)刀具维修中,不可盲目更换零部件。对损坏的零件应尽量修复,既要保证维修刀具的质量,又要严格执行零件报废条件,做到物尽其用、控制成本。
3)掘进中减少刀具的事故性损坏。由于机器调向过大、不均匀地质段推进过快等原因造成刀具意外损坏的为数不少,这时的刀具往往损坏很严重,难以修复,因此,必须强化TBM正确操作和施工组织管理,减少事故性的损失。
2 维修前的刀具清理与检查
从刀盘上更换下的刀具,要及时进行清理,将表面粘渣,尤其是内六角扳手孔及滑动密封腔内的粘渣要进行仔细清理。清理完成后进行以下项目的检查,其结果记录在《刀具维修检查》[2]表中。
1)检查刀具编号,并按编号进行登记,不清晰者,确认后补作。
2)检查刀具外表是否有漏油、刀圈偏磨、端盖螺栓松动或丢失、挡圈丢失和断裂、M24螺孔损坏和螺栓断裂等异常情况存在。
3)检查刀圈的磨损量,用专用刀具卡规测量,倾斜状磨损的刀圈要测量最大值和最小值。
4)检查刀具轴承扭矩大小和转动是否均匀。检查扭矩前,一定要将密封腔内的渣土用高压风清理干净,检查扭矩应转动360°以上,凡有手感振动者为转动不均匀。
3 刀具维修检查项目的制定
根据刀具使用卡片(记录每把刀上机掘进过程和刀具的维修过程)、刀盘日常检查记录(记录刀具在刀盘上工作中发生过的漏油、螺栓松动等异常情况)和刀具维修前的检查记录制定各刀具的维修项目,并标记在刀具上。
刀具维修分为解体维修和不解体维修、刀圈切割更换与不更换及特殊部位的损坏(如螺栓孔损坏等)、修理等几类。
3.1 刀圈的更换标准
1)正刀刀圈磨损量>30 mm、磨损量<30 mm但移位>5 mm,边刀及中心刀磨损量>20 mm,刀圈断裂、崩刃,更换新刀圈。
2)正刀刀圈磨损量<30 mm、边刀及中心刀磨损量<10 mm的刀圈应保留再使用。
3)留用刀圈的刀具,若挡圈有丢失、断裂者,应进行相应的维修。焊接正、边刀挡环时,要使用铜垫,用3.2 mm焊条小电流进行焊接,焊加强铁时,要与刀圈有3 mm的间隙。
3.2 刀具的不解体检查维修条件
具备以下条件的刀具可不进行拆卸检查维修:
1)正、边刀扭矩为30~80 N·m且转动均匀。
2)正刀轴承运转<900 h,边刀轴承运转<300 h。
3)上次拆卸检查后正刀运转<300 h,边刀运转<150 h;正、边刀的挡圈、端盖螺栓、M24螺孔等均完好。
3.3 刀具的解体检查维修条件
1)正刀轴承运转≥900 h、边刀轴承运转≥300 h时,拆卸更换轴承。
2)上次拆检后正刀运转≥300 h,边刀运转≥150 h,应进行二次拆卸检查维修。
3)正、边刀扭矩<30 N·m或>80 N·m,转不动或转动不均匀者,都应拆卸检查修理。
4)刀具漏油的,应拆卸检查原因,进行修理。
5)端盖固紧螺栓松动或断裂及M24螺孔损坏和有断螺栓不能取出者,要拆卸检查维修。
6)中心刀正常磨损一个刀圈后,都要进行拆卸检查,轴承报废视检测损坏情况而定。
具备以上条件的刀具要进行拆卸检查维修。刀具拆卸后,要进行全面检查,更换不可靠零件、橡胶圈和润滑油,恢复轴承扭矩,提高刀具性能的可靠度。拆卸检查过程中,每拆卸一个零件,都应对零件进行检查,对异常损坏要进行分析和维修或更换,并进行记录。
3.4 端面密封环的检查维修与润滑油的更换
1)拆开刀具后,首先检查刀具的油量和油中是否有铁末等杂物,把刀具内的油量分为油满、有油、油尽(油干)几种状态。
2)油满而油中无铁末者,说明端面密封处于良好状态,可继续使用,但要更换橡胶圈。
3)对油中有铁末和油已经有流失的密封状态,其密封的金属环不能直接使用,修理后可再使用,橡胶圈则应报废。
4)对刀具拆卸后刀体腔内有石渣、泥浆且密封金属环已断裂或碎为几段、橡胶圈撕裂的情况,端面密封应报废,并应仔细分析其损坏原因。
5)根据施工中得出的经验,正常使用的刀具换油周期定为300 h,这样可使换油和密封环及轴承的检查同时进行;对异常损坏的刀具,如漏油、偏磨等情况每次拆卸修理时都要更换新油。在加入润滑油的同时,还应加入3~5 mL异味剂,这对刀具在掘进中漏油有灵敏的警示作用。
3.5 轴承的更换、维修及扭矩的恢复
1)检查发现油中有铁末和沙粒时,要仔细检查轴承,一般都要更换轴承。
2)滚动体、外圈滚道、内圈滚道上有大于2 mm×2 mm面积剥落时,应更换轴承。
3)轴承滚柱的大端崩块,应更换轴承。
4)轴承内外圈断裂或有裂痕时,应更换轴承。
5)轴承外圈滚道产生波状变形(用手触摸检查外圈滚道时,有明显的波状感)、检测隔离环厚度以调整轴承扭矩时百分表跳动大于0.15 mm,这2种情况都应更换轴承。
6)刀具轴承预紧的转动扭矩修复。轴承的预紧扭矩正、边刀为40~80 N·m,中心刀为60~120 N·m。控制扭矩用隔离环的厚度,根据百分表测得的数据,经查表可得,磨制时,应控制平行度,偏差不应超过0.015 mm。
经过使用运转后的刀具,扭矩一般要降低。拆卸检查刀具时,要检测隔离环厚度,一般是减薄隔离环,以增加扭矩,恢复刀具轴承的预紧度。
3.6 刀体的维修
见图1。
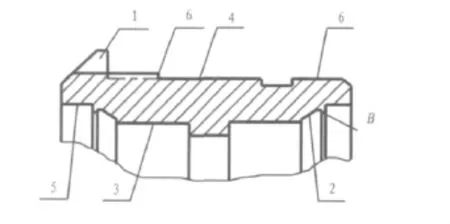
图1 刀具结构示意图
1)刀具严重偏磨,刀体外表面6,4严重损坏时应报废。
2)边刀刀体的刀圈轴向定位挡肩部位1被磨损,在高度小于3 mm时,应报废。
3)表面5变形,若变形不大,可用手砂轮打磨或车床加工修复,变形大者则应报废。
4)表面2为端面密封橡胶圈安装座,由于轴承保持架损坏后,刮伤其表面,也有的产生与表面5相连的变形,一般可用手砂轮打磨修复。
5)表面3为与轴承外圈配合面,拉毛时,经打磨后可使用。若外圈压入时失去紧度,应进行缩径(可暂时用冲子打若干麻点以增加预紧,最好进行刷镀)后再使用。
6)B部磨损后,不便仰装密封环,应改变安装顺序使该侧向上。
7)表面4是与刀圈内孔的静配合面。热装新刀圈前,只能对该表面拉伤凸出点进行打磨。
8)中心刀刀体两侧环状密封面(宽度为3~4 mm)有锈蚀及伤痕时,要进行研磨修复,研磨不能修复的要送工厂修理。
3.7 正、边刀刀盖的损坏与维修
见图2。
1)A部的局部磨损,一般的情况下可继续使用。拆检刀具时,可将边刀刀盖换装到正刀上,或将外侧刀盖换至内侧装配,磨损严重者,送工厂维修。
2)1表面外圆周磨损,不严重者,可继续使用,拆检刀具时也可左右交换安装。
3)1表面的C部的局部变形和刀体的表面5的变形同时产生,一般经修理校正后可使用。
4)2表面由于轴承保持架损坏后被拉伤,可修磨后使用。
5)刀轴受力时,产生弯曲变形,将刀盖孔3表面的D部咬伤,修磨后可以使用。
6)B部和刀体B损坏的修理方式相同,应改变安装顺序以便安装密封环。
7)4表面为M24螺孔,一般的损伤是螺纹有变形,可用丝攻修理。螺纹损坏2牙以上时,不能使用;螺纹孔内有断螺栓不能取出时,无法使用。
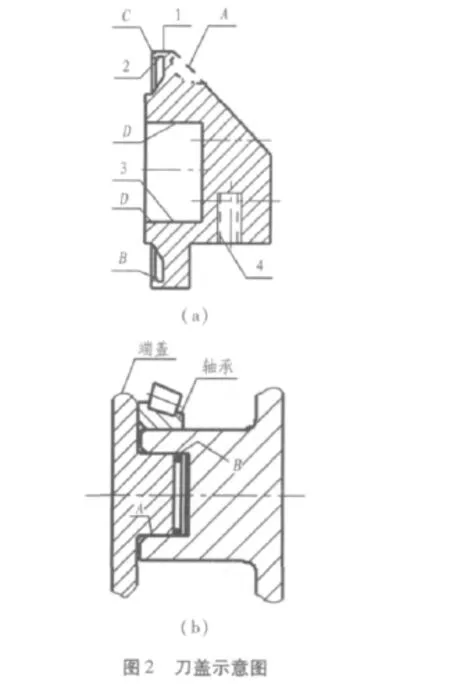
3.8 中心刀端盖及轴的损坏与修理
掘进中,在轴承受力的情况下,端盖左右摆动,使端盖和轴在A,B 2部位磨损。轻者在不影响“O”型橡胶圈密封性能的前提下,可以使用。
3.9 正、边刀刀轴的损坏与维修
刀轴与端盖内孔接触部位被挤伤,修磨后使用,装配时,按原部位旋转90°装配。刀轴两端M16螺孔内有断螺栓不能取出者,不能使用。
3.10 刀具的报废
刀具的报废以刀体的报废为依据。刀具上除刀体以外的其他零件损坏失效后都可更换,但刀体报废后,该编号的刀具作报废处理。用新刀体组装的一把新刀,要给该刀一个新的编号,使用时建立记录该工作履历的使用卡片。对购进的新刀,有编号者,应检查刀号是否重复,无编号者,应进行编号。
4 刀具检查与维修的工艺过程
见图3。
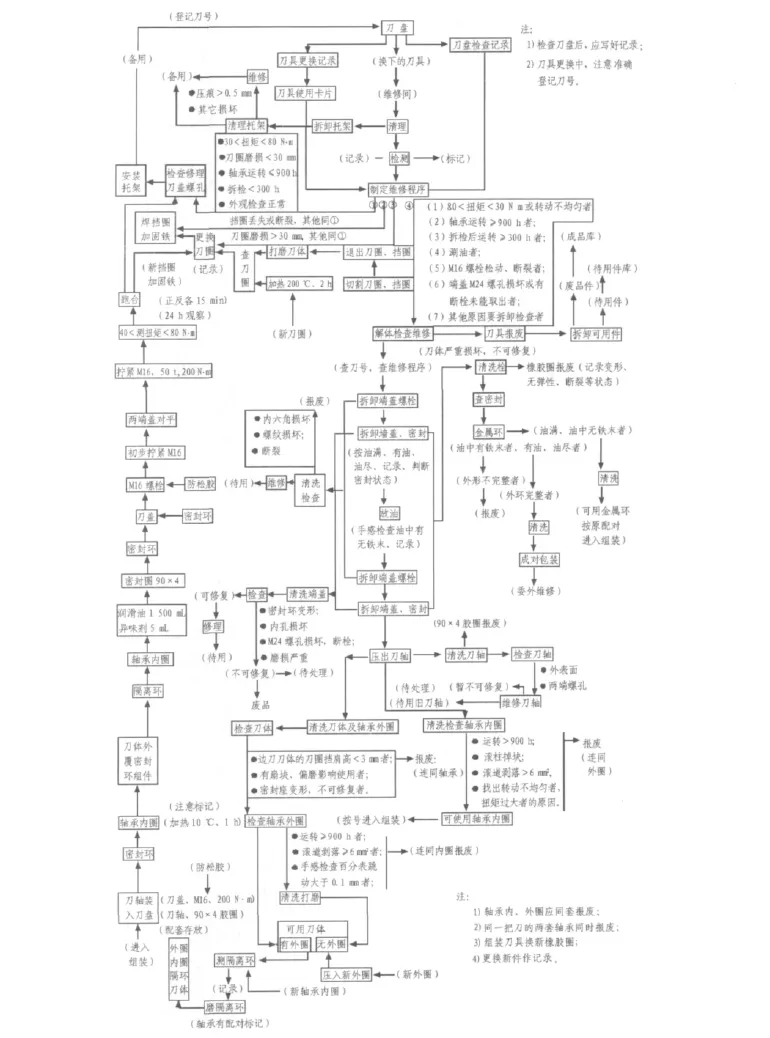
图3 刀具检查与维修工艺过程Fig.3 Cutter inspection and maintenance technology
5 刀具拆卸检查与维修中的注意事项
1)对解体拆卸的刀具零件应进行仔细清洗,留用零件按刀号成组保存;端面浮封环成对保存;拆卸轴承时,应检查标记,按标记成对保存;新轴承经检测隔离环厚度后,应作配对标记,成对存放。
2)对留用待装零件,应仔细去除毛刺后方可组装,刀轴与刀盖孔进行试装后再进入组装。
3)一套轴承中报废一件(内圈或外圈)则全套报废。一把刀具中,2套轴承应同时更换。
4)拆卸刀具应更换所有橡胶圈。
5)加入润滑油、异味剂不可超量。
6)对扭矩大的刀具(新刀、旧刀),一定要拆卸检查原因,禁止用刀具跑合来降低扭矩。
7)安装和拆卸时一般不使用锤击。
8)正、边刀组装后,对刀盖上的M16、M24螺孔用丝攻(二攻)进行清理,攻入深度要达到使用要求。
9)刀具检查维修过程的重点环节是维修前的检查与维修程序的制定、刀具解体时的检查、轴承的检查及更换、扭矩的调整、滑动密封的检查与更换,因而在检修过程中必须予以高度重视[3]。
正确检修及使用刀具,使刀圈的实际磨损量不小于允许磨损量的90%。刀圈的使用量大,且价格昂贵,必须充分利用,减少刀圈消耗。合理使用轴承,充分发挥轴承的使用寿命。轴承消耗量大,价格昂贵,西秦岭隧道出口TBM施工中,刀具轴承费用占刀具费用的17%。合理使用密封,充分发挥密封的使用寿命。密封的消耗量大,价格昂贵,秦岭隧道出口TBM施工中,刀具密封费用占刀具费用的10%。经过分析与试验,大部分密封被重复使用,部分经维修后再使用,大大减少了密封的消耗。减少刀体、刀盖、刀轴等大件的消耗。这些大件造价高,使用中往往发生变形和磨损,能否继续使用,较难判定。必须制定正确的检定标准和检测方法,并要用校正、刷镀等方法进行恢复性修理,减少这些零件的消耗。减少掘进中刀具的事故性损坏。由于TBM调向过大、围岩不均匀地质段推进过快造成刀具意外损坏,一般都很严重,难于修复,影响大。必须改进操作和施工组织与管理,减少这些事故性的损坏和造成的损失。
6 结论
实践证明,完善后的刀具检修工艺,完全能够满足TBM施工要求,只要严格按照此工艺执行,即可确保掘进过程中不会出现掘进操作错误以外的非正常损坏,为减少刀具更换时间、争取掘进时间、提高TBM利用率、降低隧道施工成本等方面作出了巨大贡献。
[1] 张宏达,刘东亮,谢大文,等.北京铁路地下直径线盾构机刀盘改造技术探讨[J].隧道建设,2011,31(S):467-470.
[2] The Robbins Company.Service Manual Model MB332-5&336[M].USA:[s.l.],2009.
[3] 王梦恕,刘启山.岩石隧道掘进机(TBM)施工及工程实例[M].北京:中国铁道出版社,2004.
猜你喜欢
中国设备工程(2023年4期)2023-02-28
橡塑技术与装备(2022年11期)2022-11-08
橡塑技术与装备(2022年9期)2022-09-05
隧道建设(中英文)(2022年3期)2022-04-20
中国煤层气(2021年5期)2021-03-02
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
橡塑技术与装备(2018年17期)2018-09-01
凿岩机械气动工具(2017年3期)2017-11-22
光学精密工程(2016年4期)2016-11-07