
F91异径三通锻件的生产
2011-09-27 01:03王英丽李玉芳王春林
大型铸锻件 2011年3期
王英丽 李玉芳 王春林
(东北特殊钢集团北满基地,黑龙江161041)
耐热不锈钢 F91异径三通是耐高温、高压设备上的重要部件,工作条件苛刻,技术要求严格,锻造难度较大。为此我们进行了生产试制,通过制定合理的工艺路线,生产出了合格的F91异径三通锻件。
1 主要技术条件
1.1 化学成分及冶炼方法
冶炼方法采用:电炉冶炼+真空精炼。化学成分应符合表1的规定。

表1 F91熔炼化学成分(质量分数,%)Table 1 F91 melting chemical composition (mass fraction, %)
1.2 交货状态
锻件以粗加工经整体正回火状态交货。力学性能要求见表2。

表2 F91正回火力学性能Table 2 F91 normalizing tempering mechanics performances
1.3 低倍检验
在横截面酸浸低倍组织试片上,不得有目视可见的缩孔 、气泡、裂纹、夹杂、翻皮及白点、晶间裂纹。低倍检验按GB/T226—2001标准执行,要求达到合格级别;中心疏松、一般疏松、偏析要求达到GB226—1991标准表4中特级优质钢的规定。
1.4 非金属夹杂物
在锻件的帽口端取样,按GB/T10561—2005进行检验,合格级别为:A≤2.5级、B≤2.5级、C≤2.5级、D≤2.5级。
1.5 晶粒度
成品实际晶粒度不低于4级。
1.6 超声波探伤
按JB/T4730.3—2005 承压设备无损检测第3部分:超声检测进行,2级合格。在加工孔范围内不要求探伤级别。
2 生产试制工艺流程
电炉冶炼→LF精炼→VD真空→浇注→钢锭热送→缓冷坑缓冷→钢锭加热→ 锻造→锻后退火→探伤→粗加工→正回火→ 探伤→检验→检查、上交。
2.1 冶炼
该钢种属于低碳、非调质钢,虽然化学成分范围较宽,但力学性能要求较严。为了满足力学性能要求,根据经验公式计算,制定了内控化学成分,见表3。

表3 F91内控化学成分(质量分数,%)Table 3 F91 internal control composition (mass fraction, %)
(1)原料准备
合金烘烤:合金必须经过高温烘烤,不许冷态使用。
辅助材料:精炼炉必须使用精选白灰,严禁白灰中掺有焦炭。
(2)初炼炉冶炼工艺
为尽量降低五害元素含量,配料要求生铁≥30%。冶炼过程尽量提高全熔碳,保证去气去夹杂效果。出钢温度≥1 650℃。出钢1/4时加入渣料及部分合金,严禁下渣。
(3)精炼、VD真空精炼
到LF位将渣子化好后喂铝线预脱氧。微铬可根据精炼温度分批加入,加入过程中适当补加铝粒扩散脱氧。当吹氮系统出现问题时留出Cr+N余量,注意钢水进碳。铬化好后加入铝粒扩散脱氧使炉渣变白,精炼全程使用氮气搅拌。成分调整合适,温度≥1 650℃。吊包前,取样分析N,作为真空后N的参考值。在670 Pa保持时间≥15 min。放散后根据钢N含量,扣盖大流量吹氮(2~5)min后,取样做N,然后加保温剂。根据报回的结果,若N不符合内控标准则按要求加入Cr、N合金调整N含量。“软吹”≥10 min,吊包温度偏差为±10℃。浇注采用Ar气保护浇注,锭身注速和帽口注速应保证不流散。
2.2 热送
钢锭脱模后,在90 min内热送至锻造分厂。在保温坑缓冷(20~60)h后转入待料炉,在650~750℃待料一定时间后转高温炉。钢锭按图1所示曲线进行加热。
2.3 锻造及锻后热处理
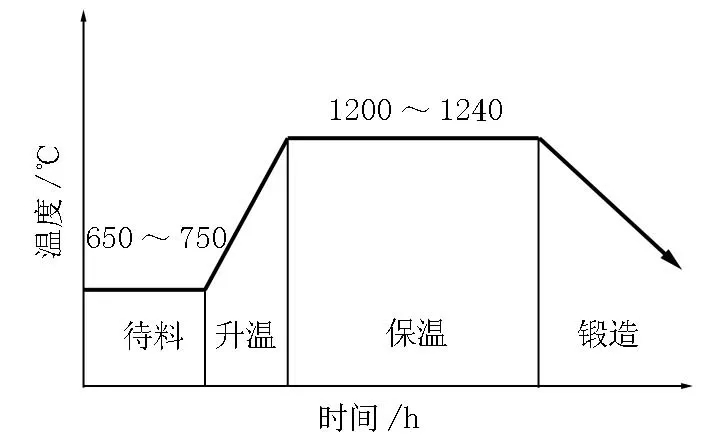
图1 钢锭加热工艺Figure 1 The ingot heating process
异径三通锻件图见图2,用30 MN水压机锻造。锻造精度±20 mm,锻造余量50 mm,锻比≥6。锻造经过下料、镦粗、冲盲孔、成品等工序,毛坯成材率达到75%。必须保证最后一火锻比≥1.5,以防止晶粒长大粗晶探伤不合格。锻后50 min入退火炉。退火工艺曲线见图3。
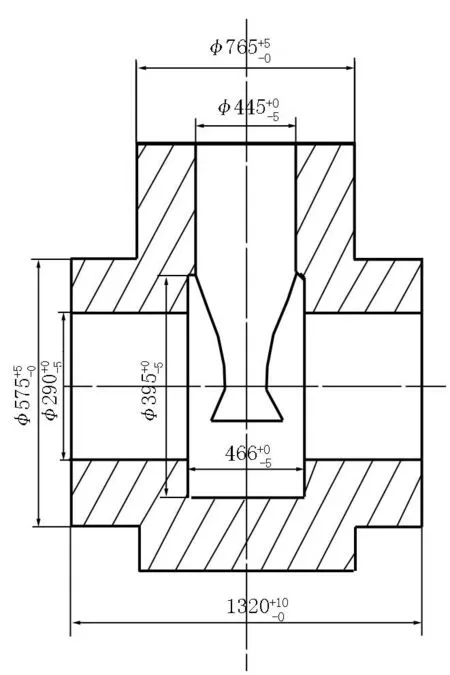
图2 锻件示意图Figure 2 The forgings schemes
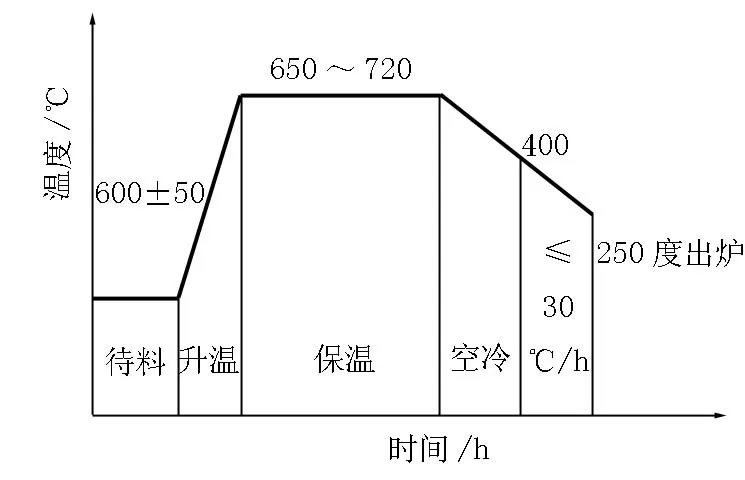
图3 锻件退火工艺Figure 3 The forgings annealing process
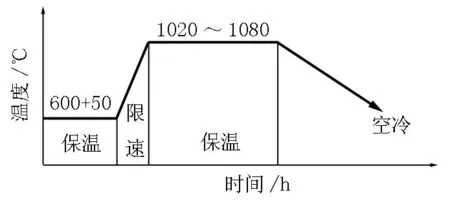
图4 锻件正火工艺Figure 4 The forgings normalizing process
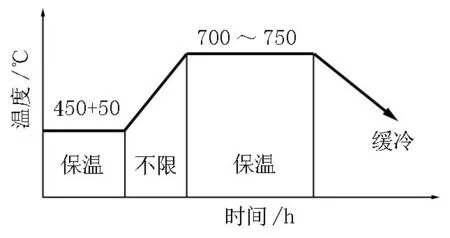
图5 锻件回火工艺Figure 5 The forgings tempering process
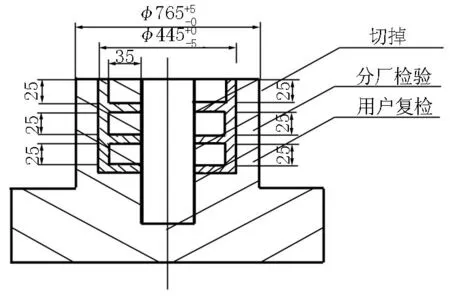
图6 试样取片图Figure 6 The samples taken piece figure

表4 锻件切向力学性能检验结果Table 4 Forgings tangential mechanical properties test results
粗加工探伤后进行正回火处理。考虑到已接近成品尺寸,为了防止变形采用井式炉正火。正火升温速度采用限速升温。为保证回火均匀性,用井式电炉回火。正回火曲线见图4、5。
回火后用立车在锻件帽口端取试片检验切向性能。端头切掉,中间部分生产厂检验,最里面部分留给用户复检。取片位置见图6,检验结果见表4。
3 结论
F91异径三通锻件的力学性能全部合格。化学成分、低倍、夹杂和超声波探伤检验结果也全部合格,完全满足用户技术条件的要求。按照试制工艺生产了10件F91异径三通锻件,各项检验结果全部合格,可以投入批量生产。
[1] 束德林.金属力学性能.北京:机械工作出版社.1999.10.
[2] 康大韬,等.大型锻件材料及热处理.北京:龙门书局,1998.
[3] 王健.金属学与热处理.北京:机械工业出版社,1980.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
大型铸锻件(2020年5期)2020-09-15
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
西夏研究(2017年4期)2017-08-17
新闻传播(2016年4期)2016-07-18
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
