
汽车覆盖件模具拉延筋阻力
2012-03-17 10:38江跃
河北建筑工程学院学报 2012年4期
江跃
(双鸭山广播电视大学,黑龙江双鸭山155100)
1 引言
覆盖件是汽车车身的主要组成部分,汽车覆盖件成形是汽车制造的重要工艺过程.汽车覆盖件成形中的工艺缺陷包括起皱、破裂和变形不足,影响因素包括工艺设计、模具设计与制造、工艺参数、板料的成形性能等.其中,拉延筋是汽车覆盖件成形中控制成形性的重要工艺措施之一,通过拉延筋参数的合理取值以及拉延筋的合理布置可以在一定范围内有效地控制金属流动,达到防止起皱和破裂的目的.
拉延筋包括圆形拉延筋、方形拉延筋和拉延槛等多种形式.拉延筋在实际使用中的效果取决于拉延筋阻力是否符合工艺要求.拉延筋阻力的准确量化是拉延成形工艺设计中拉延筋配置和板料成形数值模拟拉延筋阻力设定的依据.拉延筋的阻力与其结构尺寸、材料的性能、摩擦条件因素等有关,近年来许多学者采用实验研究和理论分析方法对拉延筋阻力进行了大量的研究[1-4].
解析方法在求解拉延筋阻力时,需要对拉延筋简化,导致求解精度的局限性;试验方法确定拉延筋阻力需要大量的人力、物力投入,且周期长.本文旨在采用有限元数值模拟方法确定拉延筋阻力.通过对拉延筋阻力进行数值模拟,并采用专门设计的拉延筋阻力测量装置对半圆单筋、半圆双筋、方筋和拉延槛等四种形式拉延筋(槛)的拉延阻力进行试验研究,验证数值模拟的合理性和准确性,为汽车覆盖件拉延工艺制定和工艺过程模拟提供参考.
2 拉延筋阻力测试系统
图1所示为自行设计的拉延筋阻力测试装置.由万能材料试验机、试验模具、水平液压缸、传感器和计算机等组成.
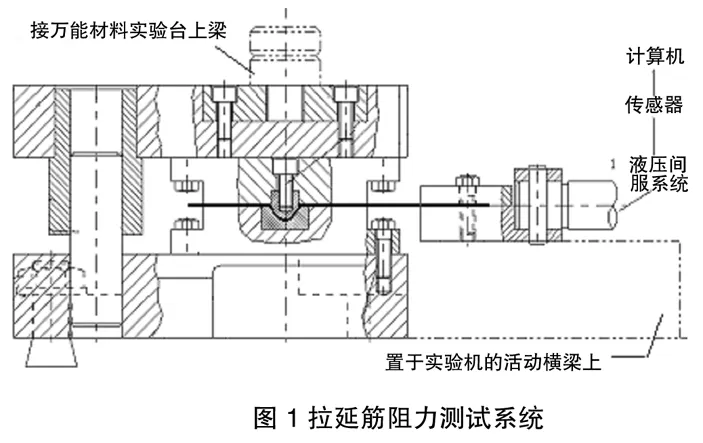
压边力由万能材料试验机提供,水平拉延力由水平液压缸提供.压边力和水平拉延力,通过加装在试验机工作油缸上的5MPa和水平液压缸上的的20 MPa压力传感器间接测量.压力传感器的输出信号经放大、滤波调理后,进入计算机进行模/数转换和标定变换,实时测量出压边力和水平拉延力.压边力通过试验机施加于试验模具,提供板料试件侧向滑动的法向约束,同时在上、下模具间配置垫片,以保证模具间隙为1.1倍料厚.板料试件在水平拉延力的作用下,通过拉延筋沿水平方向侧向滑动,进入稳定状态后的水平侧向拉力即为该拉延筋对板料试件的拉延阻力.
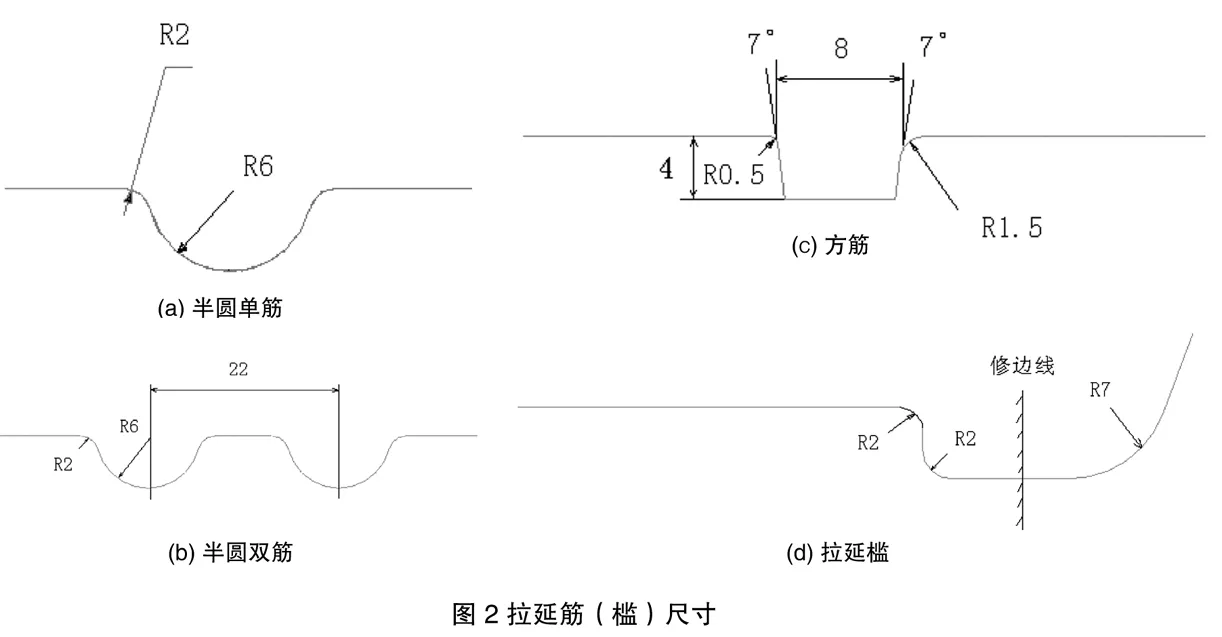
拉延筋(槛)形式如图2所示.
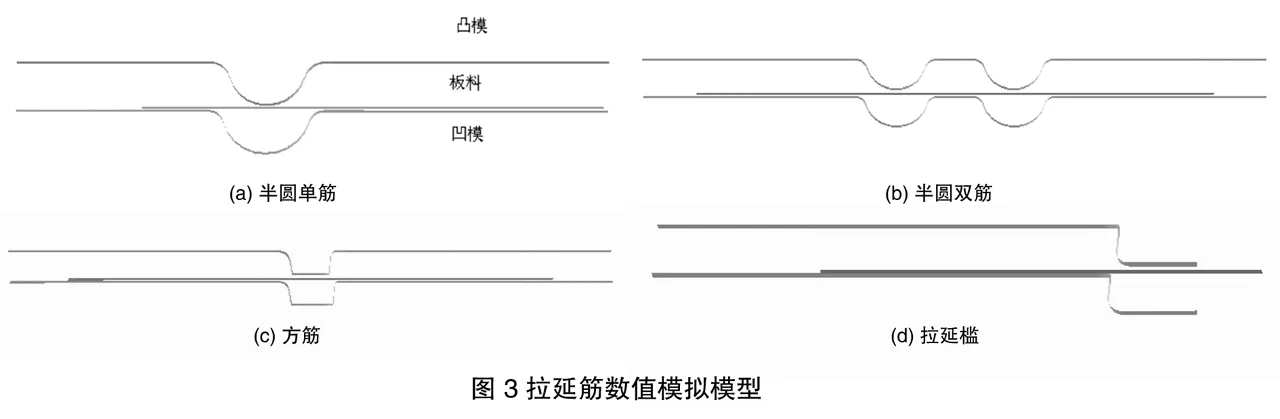
3 拉延筋数值模拟
本文采用PAM-STAMP对拉延筋进行数值模拟.PAM-STAMP是法国ESI公司开发的板料成形分析软件,可求解实际工艺条件下的压料、多步成形、拉延、切边、翻边和回弹等工艺过程.
采用PAM-STAMP对拉延筋数值模拟分夹紧和拉拽两步.首先将板料置于初始条件下的拉延筋凹模面上,冲头下行将板料夹紧;然后沿水平方向给板料一个初始速度,板料被拉过拉延筋.板料的变形达到稳定状态时的水平拉力即为拉延筋的拉延阻力,一般认为,拉延筋阻力应在一个拉延筋行程周期(拉延筋入口点的板料经过拉延筋到达出口点)后进入稳定状态.拉延筋数值模拟的模型如图3所示.
约束保持力是与拉延筋阻力对应的拉延筋的另一个特征参数,是板料被拉过拉延筋时为保持压料面的闭合所必须施加于压边圈上的克服拉延筋升力的附加力.保持力的确定方法与约束力的确定方法基本相同,但其与压料面垂直,并且对最终板料成形影响不大[5].
4 试验与模拟结果及其分析
试验和数值模拟采用的板料的性能参数如表1所示.模拟采用的摩擦系数较难确定,根据摩擦系数试验测试结果,取0.18.表2为试验结果与模拟结果对比.可见,模拟结果与试验结果二者吻合较好,二者相差最大为7%.
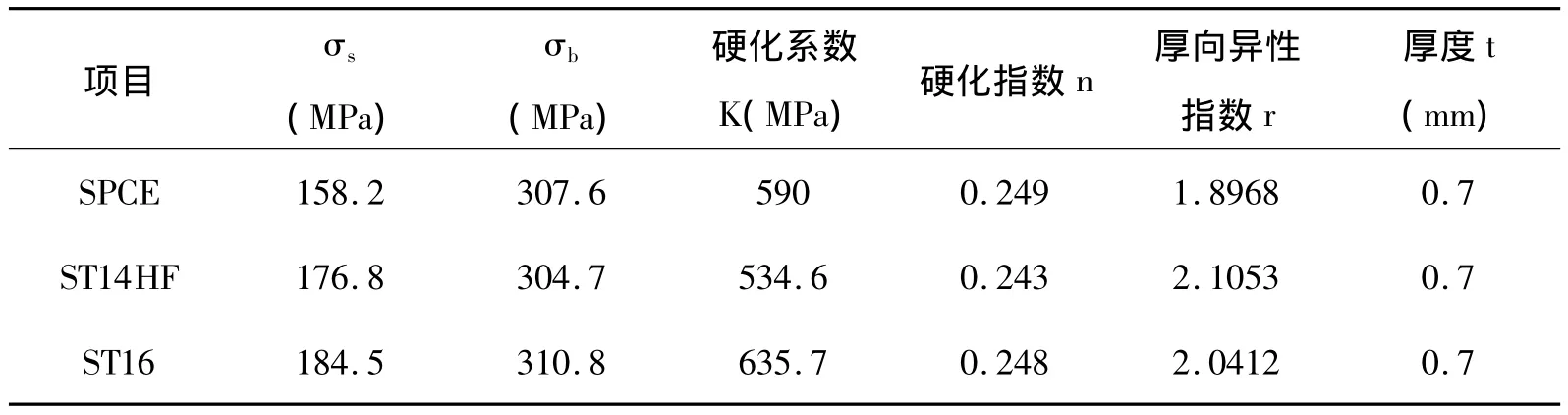
表1 板料材料参数
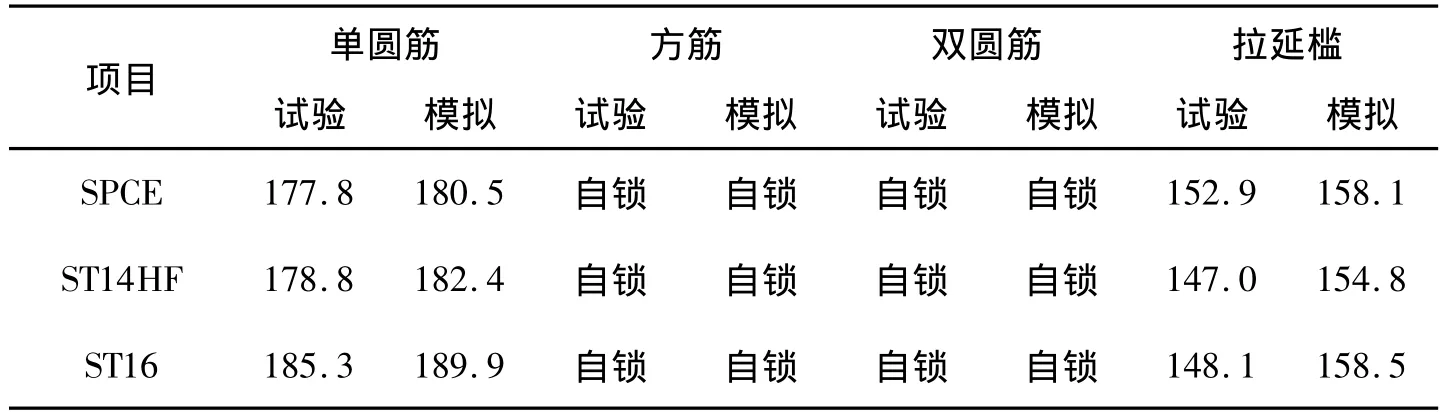
表2 拉延筋阻力试验结果与模拟结果对比(N/mm)
为了进一步验证拉延筋数值模拟的准确性,针对Nine的半圆拉延筋阻力的经典试验[4]中的材料性能参数、拉延筋几何参数和试验条件,进行了拉延筋阻力数值模拟,与Nine的经典试验结果相比,二者相差最大为10.53%.
5 结束语
拉延筋阻力数值模拟与本文试验结果相比,最大误差为7%;与Nine的经典试验结果相比,最大误差为10.53%,二者均在工程允许范围内,表明有限元数值模拟方法计算拉延筋阻力是合理、可行的,具有较高准确性.拉延筋阻力数值模拟在一定程度上可以替代实测试验,为汽车覆盖件拉延工艺制定和工艺过程模拟提供参考.
[1]徐丙坤施法中.板料冲压成形数值模拟中等效拉延筋模型的建立与实现.锻压技术,2000(6)
[2]牛济泰.材料和热加工领域的物理模拟技术.北京:国防工业出版社,1999.:1
[3]汪锐,郑晓丹等.板材拉深成形过程中摩擦条件与压边力设定关系研究.锻压技术2001(6):20~23
[4]H.D.Nine.The applicability of Coulomb’s friction law to drawbeads in sheet metal forming.J.Applied Metalworking, 1982,2(3):200~210
[5]T.Meinders,B.D.Carleer,H.J.M Geijselaers,J.Hunetink.The implementation of an equivalent drawbead model in a finite-element code for sheet metal forming.J.Mat.Processing Technology 83(1998)234~244
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
模具技术(2021年5期)2021-10-13
汽车工艺与材料(2021年5期)2021-05-17
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年8期)2018-10-09
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2017年14期)2017-08-01
制造技术与机床(2017年2期)2017-05-04
锻压装备与制造技术(2016年3期)2016-06-05
锻压装备与制造技术(2013年5期)2013-08-16