
宏程序在锥度配合件加工中的应用
2012-07-06 00:21叶选林
科技视界 2012年29期
叶选林
(云南广播电视大学机械电子工程学院 云南 昆明 650223)
0 概述
锥轴套配合件为典型的轴类零件,零件形状轨迹虽然并不复杂但是为了保证相互配合,必须有严格的尺寸要求,所以加工难度大。本着手工编程的角度,对零件进行具体的工艺分析,并进行工艺处理,并力求做到加工精度高,工艺过程简单的效果。
1 宏程序的概念
简单的说,宏程序就是带有变量的子程序,宏程序编制方法就是利用变量编程的方法。用户利用数控系统提供的变量、数学运算功能、逻辑判断功能、程序循环等功能,来实现一些特殊的用法[1]。在椭圆、双曲线等复杂零件的编程中,应用宏指令可以少和免除手工编程时进行繁琐的数值计算,因此,“宏程序的应用”在数控机床手工编程技术中,占据重要的地位。
2 宏程序的优点[2]
2.1 长远性
通用的循环指令有时对工厂实际生产中某一类特点的加工零件并不一定能满足加工要求,那么我们可以根据零件的具体特点,量身定制出适合这类零件特征的专用宏程序,并固化在数控系统中。
2.2 多功能性
同一类相同特征不同尺寸的零件,给定不同参数,使用同一个宏程序就可以加工,编程得到大幅度简化;对于椭圆、双曲线、抛物线、螺旋形、正(余)弦曲线等可以用数学公式描述的非圆曲线的拟合处理加工。
2.3 简练性与智能性
宏程序是程序编制的高级阶段,程序编制的质量与编程人员的素质息息相关。
3 锥度配合件加工实例
图1所示为能实现配合的2个工件,材料为45钢,编制车削2个工件的宏程序。
3.1 工艺分析和加工路线
3.1.1 确定件1毛坯尺寸为φ50mm×150mm,其中φ50外圆尺寸已经加工;件2毛坯尺寸为φ40mm×90mm,其中φ40外圆尺寸已经工。
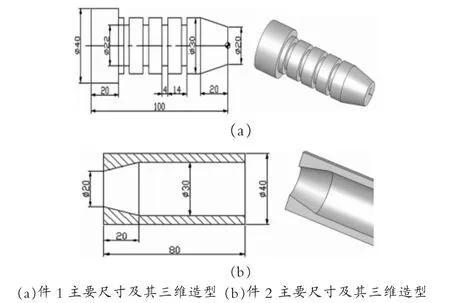
图1 锥度配合件的主要尺寸和三维造型图
3.1.2 装夹方式:普通自定心卡盘;刀具:90°外圆精车刀(1号刀);切槽刀(刀宽 3mm,2号刀),φ10mm 钻头(3号刀);不通孔镗孔刀(4号刀),中心钻(5 号刀);量具:0~150mm 的游标卡尺,专用塞规,内径百分表,深度尺。
3.1.3 制定件1和件2的车削工序,对工件1来说,首先在数控车床上,用90°外圆精车刀(1号刀)车端面、外圆及锥面,然后在数控车床上,用(刀宽3mm,2号刀)切槽。对工件2来说,首先在数控车床上,用中心钻(5号刀)来钻孔,然后用φ10mm钻头(3号刀)来扩孔,最后用不通孔镗孔刀(4号刀)来镗孔加工。
3.2 编程思路和刀具路径规划
3.2.1 由于是配合件的加工,一般应先加工轴类零件,后加工孔类零件,用轴来配合孔,实际加工中要注意配合公差大小。
3.2.2 件1的加工思路:先加工外圆,再切槽加工。刀具轨迹为:如果直径小于要加工零件的直径,采用走台阶的方式去除大量余量,最后走精加工轮廓,完成零件的加工。最后切断保证总长,掉头加工端面。
3.2.3 件2的加工思路和件1大致相同,只是退刀方向相反。钻孔思路为每钻深2mm,则向后退刀1mm,这样有利于断屑。最后切断保证总长,掉头加工端面。
3.3 数控程序及解释
由于本例是两个零件的加工,所以程序较长,在这里就不全部列举出来了,只是把两个工件的加工程序一部分进行解释。工件1锥度程序为:
……
#100=25; (毛坯余量半径值)
#102=1; (背吃刀量半径值)
#105=0; (判断变量)
#106=0; (判断变量)
#107=0; (判断变量)
#109=0; (判断变量)
#110=1; (精加工余量)
#111=0; (判断变量)
#112=1/4; (斜率,基于直线方程斜率计算公式)
N10#100=#100-#102; (每次车削X向到达的位置)
G01 X[2*#100+#100]; (进刀)
IF[#107 GT 0.5]GOTO30; (条件判断,如果#107大于0.5,则跳转到N30)
IF[#106 GT 0.5]GOTO30; (条件判断,如果#106大于0.5,则跳转到N30)
N30#110=[5-#100]/#112; (计算锥度中X对应的Z值)
IF[#107 GT 0.5]GOTO40; (条件判断,如果#107大于0.5,则跳转到N40)
G01 Z[-#101]; (车削锥度,去余量)
……
IF[#100 GT 10]GOTO10; (条件判断,如果#100大于10,则跳转到N10)
#102=-01; (#102重新赋值)
#107=#107+1; (#107号变量自加)
#110=#110-1; (精车余量减掉)
N40 G01 X[2*#100+#110]Z[#101]; (车削锥度)
IF[#100 LT 14.9]GOTO10; (条件判断,如果#100小于14.9,则跳转到 N10)
#109=#109+1; (#109号变量自加)
IF[#109 GT 0.5]GOTO10; (条件判断,如果#109大于0.5,则跳转到 N10)
N60#111=#111+1; (#111号变量自加)
#100=20; (#100重新赋值)
IF[#111 GT 0.5]GOTO10; (条件判断,如果#111大于0.5,则跳转到N10)
……
工件2的镗孔的程序
……
#100=5; (孔的底径值)
#101=1; (背吃刀量半径值)
#104=1; (精车余量)
#105=0; (判断变量)
#106=0; (判断变量)
#107=0; (判断变量)
#112=1/4; (计算斜率,基于直线方程的斜率计算公式)
N10#100=#100+#101; (每次X向到达的位置)
G01 X[2*#100+#104]; (进刀)
IF[#107 GT 0.5]GOTO20; (条件判断,如果 #107大于0.5,则跳转到N20)
IF[#105 GT 0.5]GOTO20; (条件判断,如果#105大于0.5,则跳转到N20)
G01 Z-90 F0.12; (车削)
……
IF[#100 LT 10]GOTO10; (条件判断,如果#100小于10,则跳转到N10)
#105=#105+1; (变量#105自加)
N20#103=#112*[15-#100]; (计算直线方程X对应的Z值)
IF[#107 GT 0.5]GOTO60; (条件判断,如果 #107大于0.5,则跳转到N60)
G01 Z[#103]; (车削)
……
IF[#100 LT 15]GOTO10; (条件判断,如果 #100小于15,则跳转到N10)
N50#101=0; (#101重新赋值)
#104=#104-1; (精车余量自减)
#107=#107+1; (变量#107自加)
IF[#107 GT 0.5]GOTO10; (条件判断,如果 #107大于0.5,则跳转到N10)
N60 G01 X[2*#100]Z[#103]F0.1; (车削锥度,精加工)
#101=-0.1;
IF[#100 GT 10]GOTO10; (条件判断,如果#107大于10,则跳转到N10)
……
4 结论
通过以上对宏程序的介绍及宏程序在配合件加工中的应用,我们可以明确的看到宏程序在手工编程中的重要性,它具有适应范围广、操作方便、灵活等特点,在工件多型面加工时,首先要结合工序的先后顺序来决定相应单个型面加工的顺序,根据需要选择变量类型和数量,而配合件加工时一般先加工轴类工件,再加工孔套类工件,一般选取配合尺寸作为变量,以便于调整后来控制公差大小。宏程序和计算机编程是以后数控加工必不可少的编程方法,而且它可以使程序简单、易懂、短小,具有比较高的实用价值,因此在实践中可以推广使用[3]。
[1]张在平,佘抒萌.数控铣削编程中宏程序的应用[J].科技资讯,2010,12.
[2]杜军,主编.轻松掌握FANUC宏程序:编程技巧与实例精讲[M].化学工业出版社,2011,3.
[3]吴胜强.宏程序在非圆曲线轮廓加工中的应用[J].机床与液压,2009,4.
猜你喜欢
设备管理与维修(2021年18期)2021-01-29
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
电力与能源(2017年6期)2017-05-14
现代制造技术与装备(2016年11期)2016-04-07
深圳职业技术学院学报(2015年5期)2015-11-30
河南科技(2015年4期)2015-08-28
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
