加氢裂化催化剂RHC-3在高压下的反应性能研究与工业应用
2012-09-28 07:33赵广乐毛以朝胡志海
石油炼制与化工 2012年7期
赵广乐,赵 阳,毛以朝,胡志海
(中国石化石油化工科学研究院,北京100083)
加氢裂化催化剂RHC-3在高压下的反应性能研究与工业应用
赵广乐,赵 阳,毛以朝,胡志海
(中国石化石油化工科学研究院,北京100083)
针对以加氢裂化尾油作蒸汽裂解原料为目标的加氢裂化装置,开发加氢裂化催化剂RHC-3。在中试装置上考察RHC-3催化剂在高压下对劣质原料的催化性能,结果表明,采用RHC-3催化剂可获得理想的产品分布和优质的产品,选择性好,加氢裂化尾油质量显著改善。RHC-3催化剂在2.0Mt/a高压加氢裂化装置上的工业应用结果表明,采用该催化剂,在保持较高尾油收率的情况下,可获得低BMCI值、高链烷烃含量的优质尾油。
尾油 催化剂 反应性能 加氢裂化 工业应用
加氢裂化技术具有产品质量好、产品方案灵活等特点[1],在重视环境保护的今天,其应用得到了快速的发展。目前国内建设有30余套加氢裂化装置,总加工能力约60Mt/a。一方面加氢裂化技术可以生产低硫、低芳烃含量和高十六烷值清洁柴油组分,是清洁燃料生产的重要技术手段;另一方面加氢裂化又是石油化工型企业油化结合的“桥梁”技术,生产得到的重石脑油芳烃潜含量高,是生产芳烃的优质原料;加氢裂化尾油链烷烃含量高、BMCI值低,是优质蒸汽裂解制乙烯原料。在世界范围内,加氢裂化装置以生产中间馏分(煤油、柴油)为主,90年代初新建的加氢裂化装置中,约90%用于生产中间馏分油[2];而在中国,加氢裂化装置产品需求趋向多样化,中国石油化工股份有限公司在运的加氢裂化装置中以生产尾油作乙烯料为目标的装置比例超过50%。
作为蒸汽裂解制乙烯装置的原料,加氢裂化尾油的烃组成决定了其裂解性能。尾油中链烷烃含量越高,裂解装置的乙烯、丙烯收率越高,不同烃类蒸汽裂解反应生成乙烯从多到少的顺序为:链烷烃>环烷烃>芳烃[3]。同时,尾油烃组成的变化可宏观反映为BMCI值(芳烃关联指数)的变化,通常情况下,尾油链烷烃含量越高,BMCI值越低。因此,针对以生产尾油作乙烯料为目标的加氢裂化反应,尽可能使原料中的芳烃、环烷烃加氢饱和并进一步发生开环反应、而长链烷烃尽量保留在尾油馏分中是新型催化剂开发的关键。
中国石化石油化工科学研究院(简称石科院)基于对加氢裂化反应过程的系统性研究,通过优化分子筛组分、改进加氢功能、进行载体改性等手段,开发了一系列用于改善尾油质量、尤其是提高尾油链烷烃含量的催化剂[4]。其中,加氢裂化催化剂RHC-3[5]已先后在中国石化上海石化公司1.50Mt/a中压加氢裂化装置、中国石化北京燕山分公司2.0Mt/a高压加氢裂化装置上实现了工业应用,达到了预期效果。本文主要介绍RHC-3催化剂应用于高压加氢裂化的中试性能研究及其在高压加氢裂化装置上的工业应用情况。
1 中试性能研究
1.1 反应温度对RHC-3催化剂反应性能的影响
温度是影响加氢裂化反应的重要因素,裂化段反应温度的变化会导致转化率、产品分布以及产品性质的大幅变化。在中型加氢裂化试验装置上,以原料A(VGO掺CGO)为试验原料,在氢分压13.0MPa、精制和裂化体积空速分别为1.0h-1和1.4h-1、精制段反应温度相同的条件下,考察不同裂化段反应温度下RHC-3催化剂的加氢裂化反应性能。
原料A的性质见表1。从表1可以看出,原料A的氮质量分数高达1700μg/g,BMCI值较高,链烷烃含量较低,芳烃含量高,属于一种较劣质的加氢裂化装置进料。
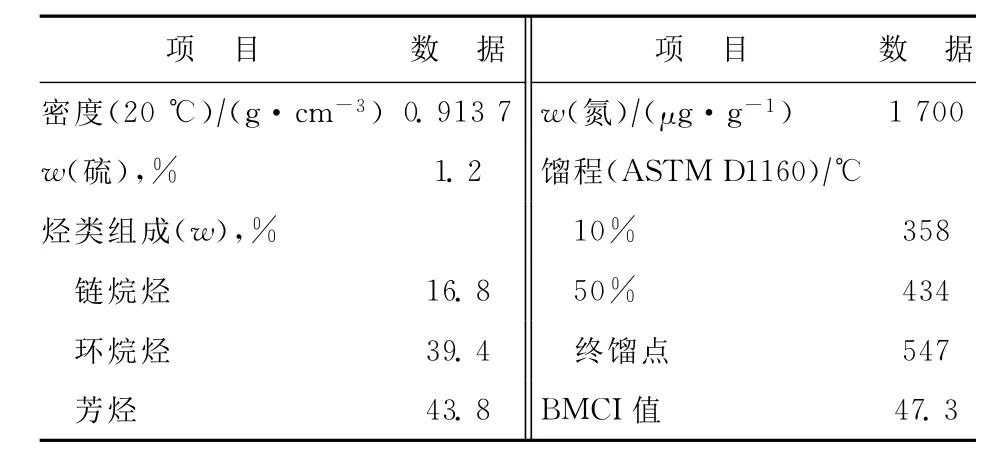
表1 原料A的性质
裂化段反应温度对产品分布的影响见表2。从表2可以看出:在相同的氢分压、精制反应温度和总空速条件下,随着裂化反应温度的升高,转化率逐渐提高,裂化反应温度每升高1℃,转化率增加2.1~2.3百分点;而中间馏分油选择性则逐渐下降。这是由于裂化反应温度升高后转化深度增加,二次裂解反应比例增加,使得轻组分产率增加,从而降低了中间馏分油的选择性。
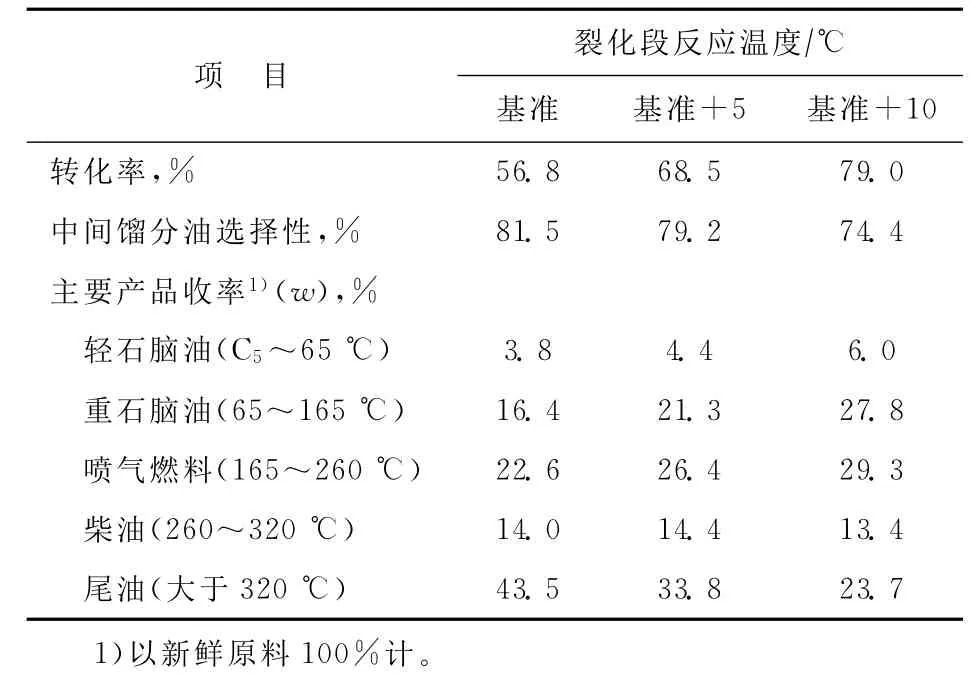
表2 不同裂化段反应温度下的产品分布
不同裂化段反应温度下的产品性质见表3。从表3可以看出,在三个裂化段反应温度下所得重石脑油的硫、氮质量分数均小于0.5μg/g,芳烃潜含量为57.3%~62.0%,可作为优质重整原料;喷气燃料烟点为26.5~27.0mm,是优质的喷气燃料;柴油馏分硫质量分数小于10μg/g,十六烷指数为60.3~68.4,是优质清洁柴油的调合组分;尾油链烷烃质量分数为41.6%~62.8%,环烷烃质量分数为36.7%~57.8%,总芳烃质量分数为0.2%~0.6%,是优质蒸汽裂解制乙烯原料。随着裂化反应深度的提高,环烷烃裂化反应深度提高,重质芳烃饱和或进一步开环为链烷烃,柴油馏分和尾油馏分中链烷烃含量增加,柴油十六烷指数提高,尾油BMCI值显著降低;而重石脑油馏分则由于芳烃饱和、环烷烃裂化程度增加,使得芳烃潜含量略有下降。
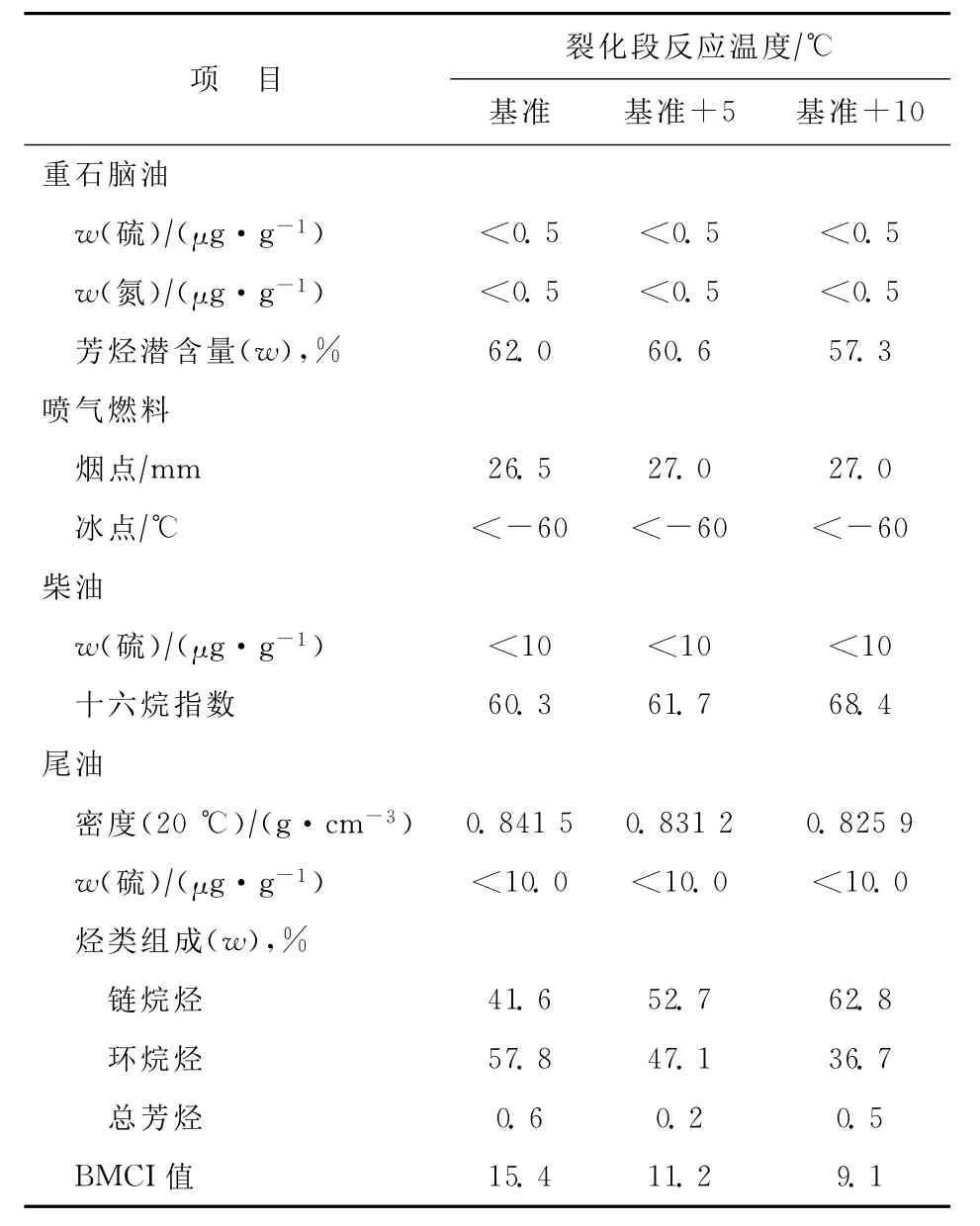
表3 不同裂化段反应温度下的产品性质
1.2 RHC-3催化剂的原料适应性研究
采用原料B、C(VGO掺CGO)和D(VGO),在氢分压13.6MPa和14.1MPa、控制精制油氮质量分数在1μg/g左右、裂化段转化率在70%左右、精制段和裂化段体积空速分别为1.0h-1和1.4h-1的条件下,进行RHC-3催化剂的原料适应性中试研究,其中原料D加氢裂化产品的切割考虑了生产喷气燃料的方案。
原料B,C,D的性质见表4。从表4可以看出,3种原料的密度在0.902 0~0.912 8g/cm3之间,BMCI值在42.0~45.0之间,氮含量在1 000~1 300μg/g之间,是典型的加氢裂化装置进料。
采用3种原料时的产品收率和产品性质见表5和表6。从表5和表6可以看出:以RHC-3为催化剂,在氢分压13.6MPa、转化率66.5%时,原料B加氢裂化反应所得重石脑油、柴油和尾油馏分的产率分别为26.6%,32.4%,33.7%;所得重石脑油硫、氮质量分数均小于0.5μg/g,芳烃潜含量为55.8%,是优质重整料;柴油馏分十六烷值为53.8,硫质量分数小于10μg/g;尾油馏分BMCI值为10.6,链烷烃质量分数达到57.2%,是优质的蒸汽裂解原料。以RHC-3为催化剂,在氢分压13.6MPa、转化率71.1%时,原料C加氢裂化反应所得重石脑油、柴油和尾油馏分的产率分别为29.9%,33.1%,29.4%;所得重石脑油馏分硫、氮含量低,芳烃潜含量为54.8%,是优质的重整装置进料;所得柴油馏分硫质量分数小于10μg/g,十六烷值为54.3,是优质的清洁柴油调合组分;所得尾油馏分BMCI值为9.5,链烷烃质量分数达到60.9%,可作为优质的乙烯装置进料。以RHC-3为催化剂,在氢分压为14.3MPa、转化率为73.1%时,原料D加氢裂化反应后所得重石脑油、喷气燃料、柴油和尾油馏分的产率分别为16.2%,28.4%,22.6%,21.5%;所得加氢裂化产品性质优良,重石脑油馏分硫、氮质量分数均小于0.5μg/g,芳烃潜含量达到51.0%;喷气燃料馏分烟点为27.5mm,冰点小于-60℃;柴油馏分硫质量分数小于10μg/g,十六烷指数达到67.3;尾油馏分BMCI值为7.1,链烷烃质量分数为69.3%。
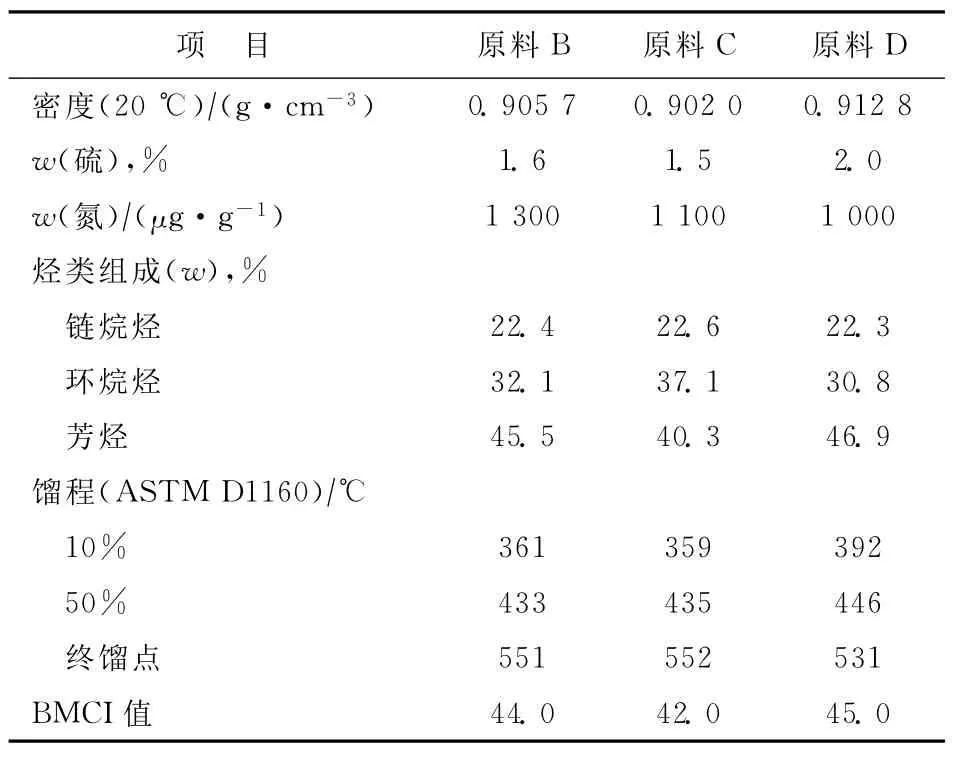
表4 原料性质
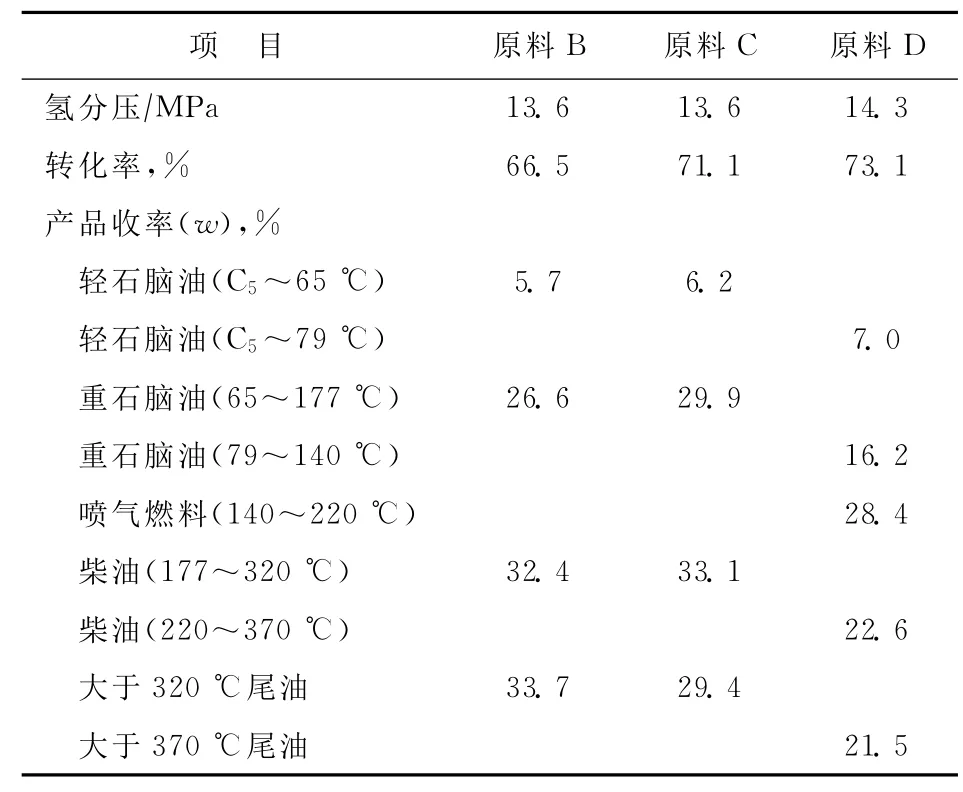
表5 产品收率

表6 产品主要性质
上述试验结果表明,在高压条件下RHC-3催化剂对各种蜡油原料具有好的适应性,可获得优质的加氢裂化产品及合理的产品分布。
2 工业应用
根据实际生产及市场需求的变化,中国石化北京燕山分公司2.0Mt/a高压加氢裂化装置在原以生产尾油作乙烯料为目标的基础上,提出增产喷气燃料、进一步提高尾油质量以适应加工劣质原料的需求。基于RHC-3催化剂具有尾油BMCI值低、链烷烃含量高以及良好中间馏分油选择性的特点,该公司加氢裂化装置于2010年5月采用RHC-3催化剂,一次开车成功并稳定运行。
工业应用期间以VGO与CGO混合油为原料,原料油性质及主要操作条件见表7。主要产品收率和产品性质见表8。从表7和表8可以看出:在一反入口压力13.94MPa、一反和二反平均温度分别为379℃和376℃的条件下加工VGO和CGO的混合油,喷气燃料和尾油馏分收率分别为25.93%和40.0%,而柴油馏分收率减至6.62%,实现了该装置增产喷气燃料和尾油的预期目标;所得加氢裂化产品质量优良:石脑油馏分芳烃潜含量达到55.0%;喷气燃料烟点达到30.0mm;柴油馏分十六烷指数达到63.0;尾油馏分的BMCI值为11.0,链烷烃质量分数达到59.0%。表明RHC-3催化剂应用于高压加氢裂化装置可在获得高收率尾油的同时有效改善尾油的质量。
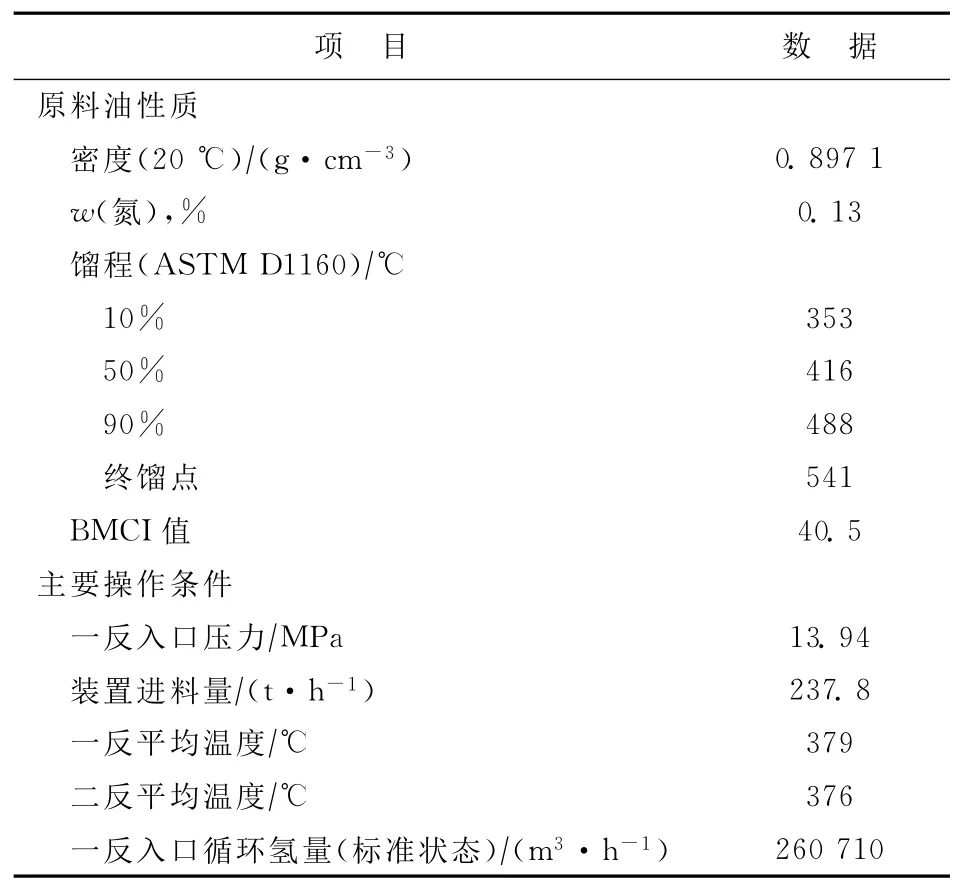
表7 工业应用期间原料油性质和主要操作条件
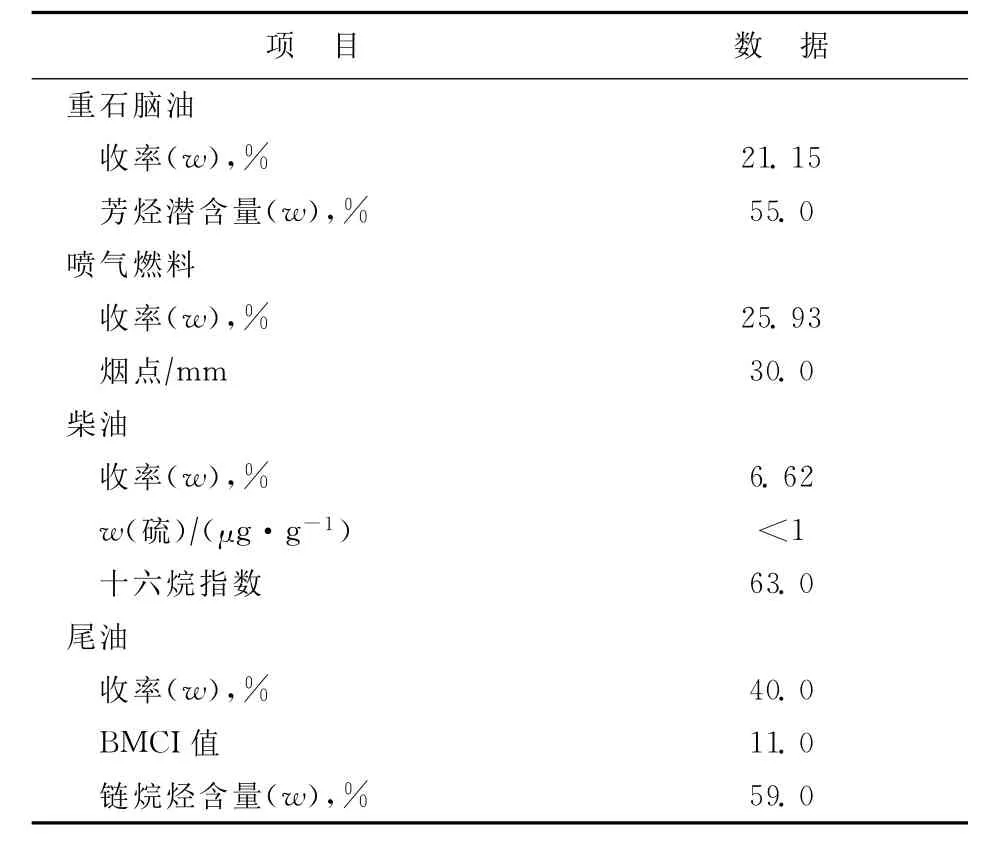
表8 工业应用期间产品收率及产品性质
3 结 论
石科院开发的RHC-3加氢裂化催化剂具有开环裂化选择性好、尾油产品链烷烃含量高和BMCI值低的优点,同时兼具中间馏分油收率较高的特点,适合以多产优质尾油作乙烯料的加氢裂化装置。中型试验及工业应用结果表明,该催化剂在高压加氢裂化装置上表现优异,可显著提高尾油的链烷烃含量,降低尾油BMCI值,并可在一定的工艺技术方案下灵活实现增产喷气燃料或其它轻质产品的目的。
[1] 李大东.加氢处理工艺与工程[M].北京:中国石化出版社,2004:1092-1132
[2] 姚国欣,刘伯华,廖健.生产最大量中馏分油的加氢裂化技术[C]//加氢裂化协作组第三届年会报告论文集.上海:加氢裂化协作组,1999:61-90
[3] 顾侃英,任永林,卢成锹.乙烯原料的裂解性能和结焦规律的研究[J].石油学报(石油加工),1998,14(1):22-26
[4] 张富平,张月红,董建伟,等.提高尾油质量的加氢裂化新技术的首次工业应用[J].石油炼制与化工,2007,38(8):1-5
[5] 李毅,毛以朝,胡志海,等.第二代中压加氢裂化(RMC-Ⅱ)技术开发[J].石油化工技术与经济,2008,24(3):33-36
[6] 周立新,荆蓉莉.提高尾油质量的中压加氢裂化技术及其工业应用[J].石油化工技术与经济,2010,26(5):50-53
CATALYTIC PERFORMANCE STUDY OF HYDROCRACKING CATALYST RHC-3 UNDER HIGH PRESSURE AND ITS COMMERCIAL APPLICATION
Zhao Guangle,Zhao Yang,Mao Yichao,Hu Zhihai
(Research Institute of Petroleum Processing,SINOPEC,Beijing100083)
New hydrocracking catalyst RHC-3was developed for hydrocracking unit to produce tail oil used as steam cracking feedstock.The flexibility of processing inferior feedstock under high pressure by RHC-3catalyst was studied in a hydrocracking pilot plant.Test data showed that good product slates and product properties were obtained by using RHC-3catalyst,particularly the properties of tail oil were improved significantly.The application results of RHC-3catalyst in a 2.0Mt/a high pressure hydrocracking unit indicated that good quality tail oil with low BMCI value and high alkane content was produced;meanwhile,the yield of tail oil could be kept at a high level.
tail oil;catalyst;reaction performance;hydrocracking;commercial application
2011-12-26;修改稿收到日期:2012-03-01。
赵广乐(1981—),男,工程师,博士,主要从事加氢裂化工艺研究工作。
赵广乐,E-mail:zhaogl.ripp@sinopec.com。
猜你喜欢
石油沥青(2022年4期)2022-09-03
中国特种设备安全(2021年5期)2021-11-06
石油化工(2020年3期)2020-04-28
化工管理(2020年9期)2020-04-22
石油石化绿色低碳(2019年6期)2019-01-14
石油化工技术与经济(2018年5期)2018-11-15
广西林业科学(2016年2期)2016-03-20
设备管理与维修(2016年6期)2016-03-16
应用化工(2014年1期)2014-08-16
山东工业技术(2014年19期)2014-08-15