
发动机滑油弯管卡箍衬垫故障分析
2012-10-22 07:42高永丹欧阳飞
失效分析与预防 2012年4期
肖 伟,高永丹,欧阳飞,潘 柳
(1.四川省危险废物处置中心,成都 610063;2.中航工业南方航空工业(集团)有限公司工程技术部,湖南 株洲 412002)
0 引言
飞机发动机上广泛使用带垫卡箍,其质量直接关系飞行安全。带垫卡箍由金属卡箍和衬垫组成,是固定管、线等结构的通用零件。我国现用的军用飞机卡箍执行 HB 7647—2004[1]标准,卡箍类型和用材选择面较小,国外飞机上广泛采用的一种新型带垫卡箍标准件,具有规格尺寸齐全、垫片性能好、便于系统识别、利于安装、使用及维护等特点[2]。
某型发动机的卡箍衬垫频繁失效,该型发动机滑油弯管采用带橡胶衬垫的卡箍固定,卡箍为1 mm厚的1Cr18Ni9环形件,衬垫为材料标准符合GJB 251—1987[3]的 B类 F275橡胶。通过材料符合性验证、材料的耐热性分析以及卡箍的受力分析,找出卡箍衬垫的开裂原因,并提出更换衬垫材料及确定最优装配力矩的措施,为预防此类故障的再次发生提供借鉴。
1 试验过程与结果
1.1 宏观观察
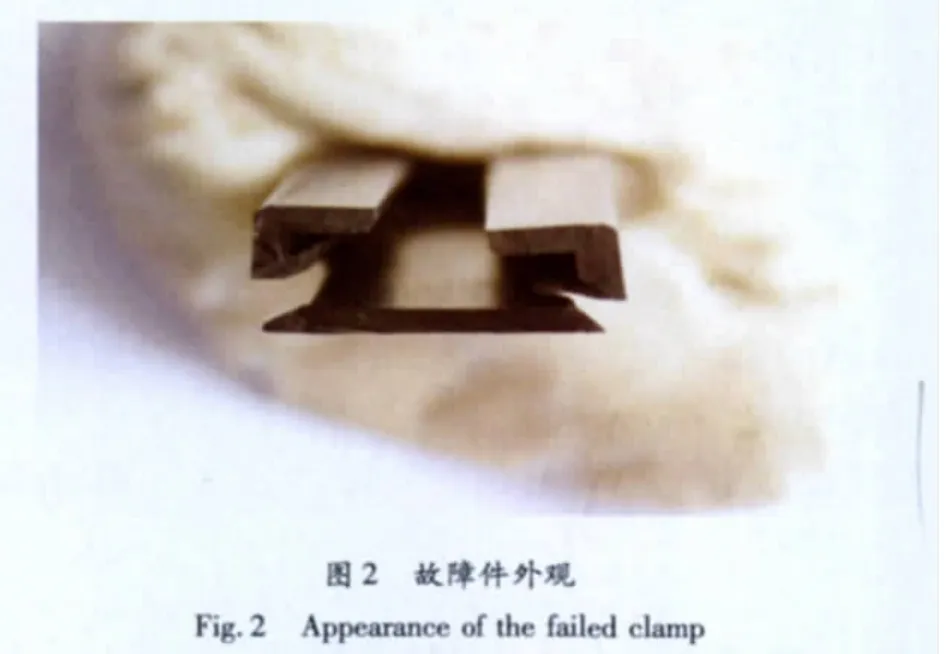
带垫卡箍装配情况见图1,失效卡箍的外观如图2所示。
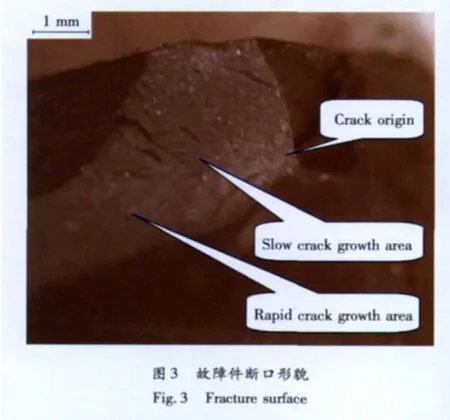
故障件衬垫除开裂外,仍保持较好的弹性和柔性,表面未见龟裂或发粘、变硬等老化现象。卡箍衬垫开裂都起源于卡箍衬垫一端或两端的直角处,并沿卡箍纵向扩展。将失效卡箍断口在实体显微镜下放大观察,发现裂纹起源于卡箍衬垫一端直角处内侧,源区较粗糙,未见冶金缺陷(图3、图4)。

1.2 材料符合性检查
1)物理化学性能检测。
取故障件、F275橡胶胶料进行燃烧实验,观察其燃烧现象,结果见表1;取库存的尚在保质期内的卡箍,测试其力学性能,结果见表2。
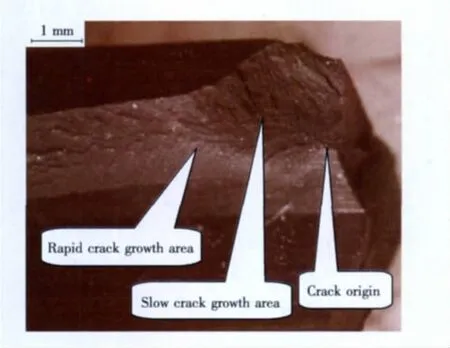
图4 故障件断口形貌Fig.4 Fracture surface
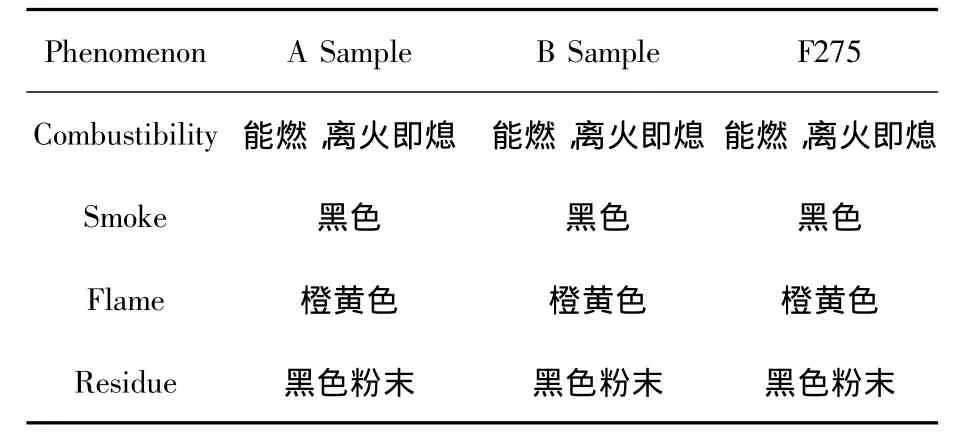
表1 燃烧性能试验结果Table 1 Results of combustion test
可见,故障件衬垫的燃烧性能与F275氟橡胶完全一致,说明其所用材料为F275氟橡胶。
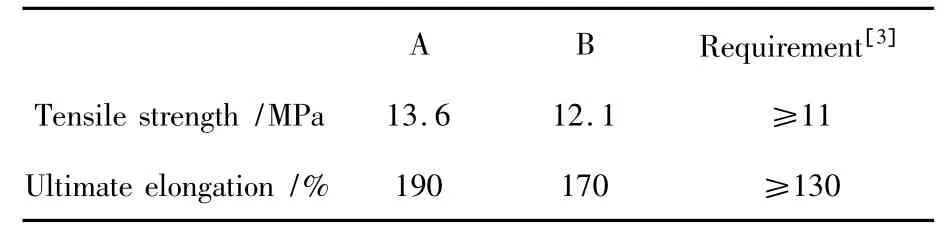
表2 库存F275卡箍衬垫力学性能检测结果Table 2 Results of mechanical properties test
由表2可见,库存的F275氟橡胶卡箍衬垫力学性能符合GJB 251—1987技术标准要求。
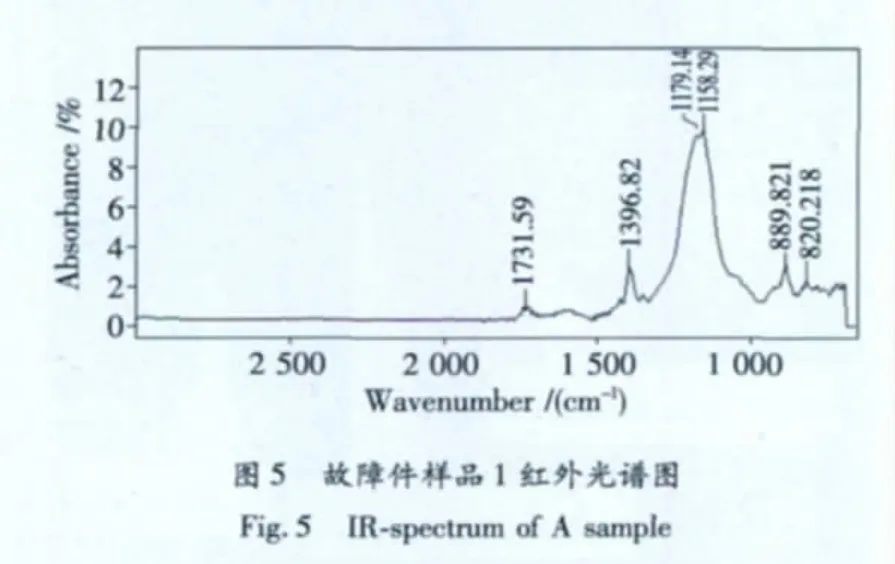
2)红外光谱检测。
故障件经Nicolet iN10红外光谱仪分析,故障件样品1红外谱图见图5;故障件样品2红外谱图见图6;故障件(A、B)、库存件(C)、F275橡胶(D)红外图对比分析见图7。
由红外图分析可知:故障件分子链中只存在-CF(1396 cm-1)、- CF2(1 158、1 179 cm-1)、不存在 -CH3(2 960、2 870 cm-1)、-CH2(2 920、2860 cm-1),故障件(A、B)、库存件(C)、F275 橡胶(D)四种样品对比,发现其吸收峰位置和强度基本一致,为同一种材料[3]。


1.3 差热-热重试验
实验条件:升温速度10℃/min,通高纯N2,气体流量20 mL/min。
取状态良好的该型号卡箍,剥去橡胶衬垫(F275氟橡胶),用德国耐驰STA449C综合热分析仪进行差热热重分析,结果见图8。从差热热重曲线分析可知,该型号卡箍的橡胶衬垫分解温度为328℃。
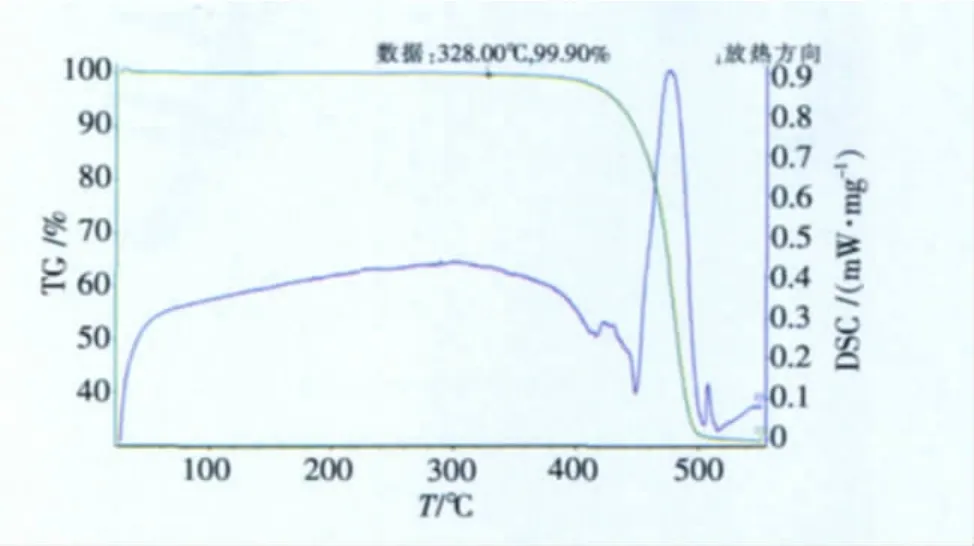
图8 F275氟橡胶差热-热重曲线Fig.8 DTA-TG spectrum of F275
1.4 耐热实验
取状态良好的该型号卡箍进行耐热实验,该卡箍的F275橡胶衬垫在自由或者弯曲、但无内外紧固力的情况下,持续耐温250、285、295℃·1 h后,F275氟橡胶衬垫保持完好,且柔软。具体结果见表3。
2 分析与讨论
1)设计图纸要求卡箍的衬垫应为F275氟橡胶。对故障件进行物理化学性能检测、红外光谱检测可知,故障件的材质为F275氟橡胶,库存件力学性能符合GJB 251—1987对F275氟橡胶胶料料的技术条件要求,排除了混料及零件超过保质期的可能。
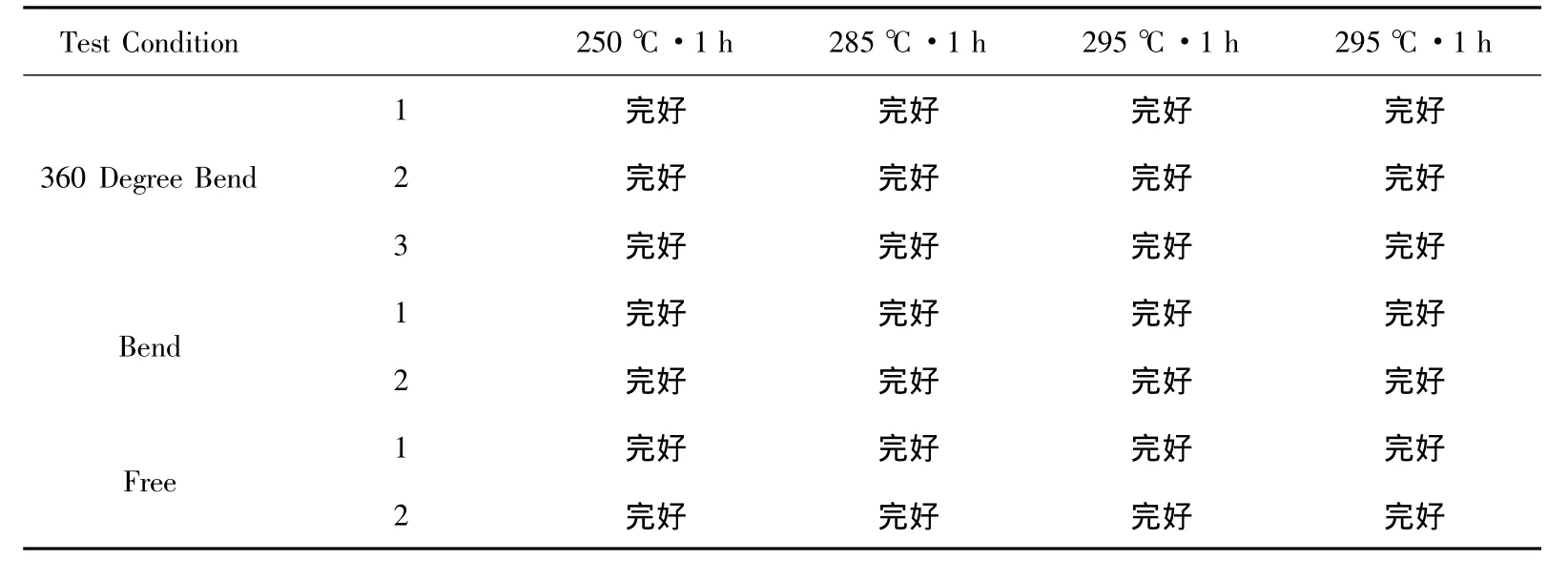
表3 F275氟橡胶卡箍衬垫耐热试验结果Table 3 Heat-resistance test of F275 on clamp
2)根据裂纹的宏观观察和断口分析可知,卡箍衬垫开裂性质为过载断裂,非高温老化或者氧化老化出现的皲裂。
小学科学教学,实验教学法是增进学生学习兴趣、提升学生动手能力和强化学生思维训练的重要方式。对此,教师在应用实验教学时,要重视学生的实验设计、重视学生参与结果分析,才能让学生的思维和科学素养以及科学态度在这一过程中获得全面的提升。
3)耐热实验中氟橡胶经历295℃仍能保持柔性和弹性,无明显老化现象。故障件虽撕裂但保持弹性和柔韧性,说明其实际使用温度应不高于295℃。
4)模拟装机实验。
取状态良好的该型号卡箍,按该型号卡箍装配工艺装配于滑油弯管上,进行耐热实验,温度达到100℃开始观察卡箍状态。该卡箍的F275橡胶衬垫在装机状态下耐温130℃后,开始出现裂纹,当温度达到170℃后,F275氟橡胶衬垫全部开裂。具体结果见表4。

表4 卡箍衬垫装机模拟试验Table 4 Observation of the clamp after assembly atmosphere test
从模拟装机试验中可知,该卡箍的F275橡胶衬垫在装机状态下耐温130℃后,开始出现裂纹,当温度达到170℃后,F275氟橡胶衬垫全部开裂。
氟橡胶的主要优点是化学稳定性好,使用温度高,但其弹性低、抗热撕裂性差。这是因为氟橡胶分子链交联点少,交联密度低,空间网络结构不密,因此随温度升高抗撕裂强度降低较快[4]。F275氟橡胶撕裂的内因是该材料在高温下抗撕裂能力不足。
5)卡箍受力分析。
卡箍夹紧的过程存在材料非线性(卡箍塑性变形、橡胶衬垫超弹性变形、蠕变、热应变)、几何非线性(大变形)、状态非线性(接触)等,是一个十分复杂的高度的非线性问题,计算十分困难,无法得到精确解,只能理论分析推导。
卡箍衬垫开裂都起源于卡箍衬垫一端或两端直角处内侧,该处正好是应力集中点,在装机状态下,卡箍衬垫受到预应力,随着温度上升和时间延长,在应力的作用下,由于撕裂强度下降,裂纹会在应力集中处萌生和扩展。而在模拟装机试验中,同样温度条件下的自由状态或弯曲状态(未用卡箍拧紧)的F275卡箍衬垫则无开裂现象,这说明F275卡箍衬垫是由于应力和温度的共同作用下产生撕裂裂纹。
3 改进措施
1)确定最优装配力矩。
结合滑油弯管进行保持力实验,确定使卡箍组件保持完好工作状态的力矩,优化工艺流程。
保持力实验[5]是将试验卡箍安装在和滑油弯管公称直径相等的钢管上(图9)。卡箍用普通螺栓和螺母固定,卡箍两脚之间装入厚度为(1.6±0.01)mm的垫片,初始拧紧力矩为3.4 N·m,P轴作用力为289 N;沿轴向慢慢地推动芯轴,使其在卡箍内滑动弹性垫不能打卷或从箍带上脱落;慢慢拉回芯轴,拧紧力矩增加0.1 N·m,再沿轴向慢慢地推动芯轴。如此往复,记录芯轴不能滑动时的拧紧力矩力。

图9 保持力实验装置图Fig.9 Installation sketch of retentivity experiment
通过对卡箍的大量试验,本文发现当拧紧力矩达到4.4 N·m(试验结果平均值)的时候,芯轴不能滑动。而当前的工艺规程规定卡箍预紧力矩为6.0 N·m,过大的预紧力矩会使橡胶衬垫的蠕变超过其弹性极限,而发生塑性变形导致开裂失效。
2)更换衬垫材料。
卡箍的衬垫材料主要有:乙丙橡胶、丁腈橡胶、氯丁橡胶、氟橡胶、氟硅橡胶、聚四氟乙烯等,取这6种卡箍衬垫进行模拟装机耐热试验,升温程序:从室温开始升温至300℃,110℃开始观察,设14 个观察点,分别为 110、120、130、140、150、160、180、200、230、250、260、270、280、300 ℃。卡箍衬垫装配力矩分别为原工艺规程规定的6.0 N·m和试验确定的最优装配力矩的4.4 N·m。模拟试验观察结果见表5。
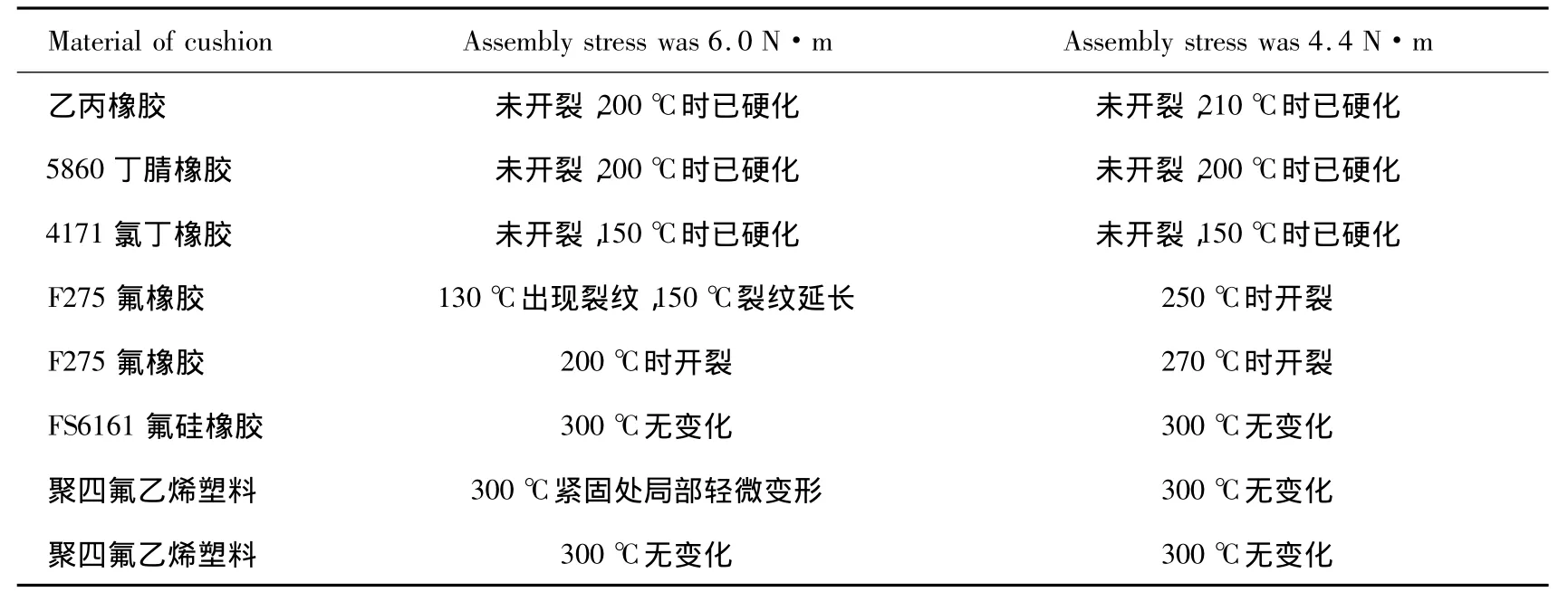
表5 调整力矩前后的模拟装机试验结果对比Table 5 Comparative analysis of the clamp before and after adjusting the moment
乙丙橡胶在120℃下可长期使用,在150~200℃下可短暂或间歇使用;5860丁腈橡胶适用于-45~100℃,高于100℃使用,会逐渐老化,变硬进而变脆而失效;氯丁橡胶适用于-40~100℃,能在150℃下短期使用;氟橡胶F275适用于-20~250℃,300℃下短期可使用;氟硅橡胶FS6161适用于-70~225℃,300℃下短期可使用;聚四氟乙烯塑料适用于-180~250℃,300℃下短期可使用[4](5-55)。
氟橡胶在应力和温度共同作用下,容易产生撕裂;四氟乙烯材质较硬、弹性低、摩擦系数低,易松动;FS6161作衬垫的卡箍能满足使用要求。F是电负性最强的元素,C—F键非常稳定,F元素引入硅氧烷中,使氟硅橡胶不仅具有优良的耐热性、耐候性,还具有含F化合物的耐油、耐溶剂性能。并且氟硅橡胶高温下的力学性能优于氟橡胶,150℃时,二者的性能相当;当到200℃时,氟硅橡胶的性能优于氟橡胶的2倍;到230℃时,氟硅橡胶性能优于氟橡胶4倍以上[6]。依据设计图纸,发动机此处的工作温度不超过250℃,所以,FS6161作为衬垫的卡箍能满足使用要求。
4 结论
1)卡箍衬垫氟橡胶F275为高温过载撕裂失效,是由应力和温度共同作用下产生的;
2)卡箍装配力矩偏大,所用材料耐热性能不满足使用要求共同导致卡箍衬垫失效;
3)使用FS6161氟硅橡胶,采用装配力矩为4.4 N·m的优选工艺,卡箍衬垫故障归零,采取改进措施后的生产过程中,无此类故障发生。
[1]HB 7647—2004固定导管的环形卡箍通用规范[S].中国:国防科学技术工业委员会,2004.
[2]郑敏,景绿路,孙忠志,等.新型带垫卡箍的研究[J].飞机设计,2008,28(4):30 -33.
[3]GJB 251—1987低压缩永久变形氟橡胶胶料[S].中国:国防科学技术工业委员会,1987.
[4]董炎明.高分子材料实用剖析技术[M].北京:中国石化出版社,1997:167-182.
[5]中国航空材料手册编辑委员会.中国航空材料手册:第8卷橡胶 密封剂[M].2版.北京:中国标准出版社,2002:54.
[6]赵柯,邵均林,田军昊,等.氟硅橡胶浅谈[J].浙江化工,2007,38(12):22 -24.
猜你喜欢
国际骨科学杂志(2022年5期)2022-03-15
橡胶工业(2021年7期)2021-07-21
食品工业科技(2019年4期)2019-03-28
制造业自动化(2017年3期)2017-05-02
水利科技与经济(2016年7期)2016-04-25
智能系统学报(2015年4期)2015-12-27
橡胶工业(2015年7期)2015-08-29
橡胶工业(2015年11期)2015-08-01
世界海运(2015年8期)2015-03-11
橡胶工业(2015年8期)2015-02-23
