
折弯机变形补偿装置的新型结构
2012-11-13 06:40刘宏道
锻压装备与制造技术 2012年2期
刘 进,刘宏道
(江苏亚威机床股份有限公司,江苏 江都 225200)
折弯机变形补偿装置的新型结构
刘 进,刘宏道
(江苏亚威机床股份有限公司,江苏 江都 225200)
目前常用的折弯机上模加凸补偿装置,因不能方便快速地进行加凸量调整而大大限制了其使用范围。本文介绍一种上模加凸补偿的新型结构。新结构可方便快速地进行加凸量调整,可手动也可机动,方便快捷。
机械制造;变形补偿;折弯机;上模加凸
1 前言
折弯机折弯工件时,在折弯力作用下,滑块和工作台会产生变形。此时上模进入下模开口的深度在工件全长上不一致,这将严重影响到制件折弯角度和直线度的精度。为了提高折弯机的工作精度,人们研制了多种结构的变形补偿装置。
文献[2]论述了上模加凸补偿方式与其他加凸补偿方式的比较,对提高制件直线度精度具有更好的效果。但由于目前常用的上模加凸补偿装置不能方便快速地进行加凸量调整等原因,而大大限制了它的使用范围。为了克服此障碍,本文介绍一种上模加凸补偿的新结构。
2 常用上模加凸补偿装置存在的问题
在滑块与上模之间设置有多组楔块,各组楔块规格相同,如图1所示。
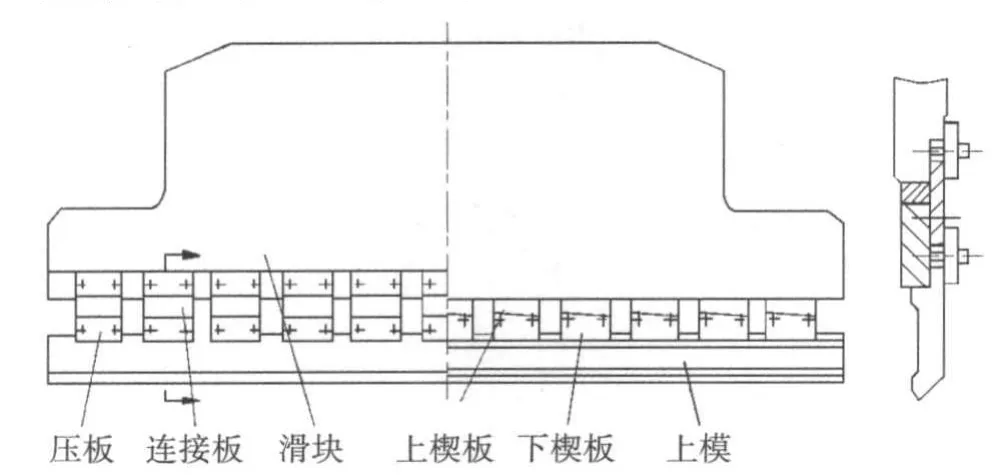
图1 常用上模加凸补偿的结构
连接板与下楔块固定为一体,各组的上楔块相对下楔块分别向左或向右移动,将使各楔块在垂直方向获得一个加凸量,这样就形成一个向下隆起的加凸曲线。最后用压板将它们固定在滑块与上模之间。从以上叙述可看出:
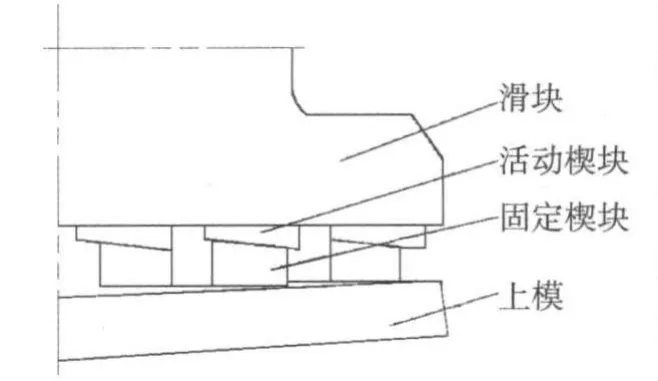
图2 加凸后的楔块与上模
(1)要获得一个较佳的加凸曲线,需要对各组楔块分别进行反复调整,甚至要多次试压工件才能完成,这种操作方式费时费事,不能适应在模具全长上进行方便快速调整的要求。
(2)各组楔块经加凸补偿后形成的加凸曲线,实际是一组台阶折线,如图2所示。
在折弯过程中,各楔块与滑块底面和上模顶面的贴合并不是面的接触,严格上说只是局部接触。接触面积小,在折弯力的反复作用下,往往产生显著的压痕,破坏了贴合面的精度。
3 新型上模加凸补偿装置
在滑块与连接板之间设置有多组楔块,各楔块之间通过垫套用螺栓连接为整体,如图3所示。
各楔块的斜角都按一定要求设计,中间位置的楔块斜角最大,向两侧依次减少,呈对称分布。在楔块上部放置有圆弧垫块,上下圆弧垫块皆固结在滑块底部,并允许它们之间能有稍许转动(一般为+3°~-3°)。在右侧支架上设置有螺杆、数字显示器、手轮等。转动手轮,各楔块同时向左或向右移动,它们在垂直方向分别得到一个设定的加凸量,从而形成一个向下隆起对称的设计者设定好的加凸补偿曲线,最后用压板将它们固定在滑块与上模之间。
操作过程中用数字显示器反映加凸量的大小。这里显示的数值是指整个加凸补偿曲线中间位置的最大挠度值。

图3 新型上模加凸补偿装置的结构
楔块上部安装有圆弧垫块,它在折弯过程中能自行调整和适应加凸曲线所发生的斜率变化,因此大大改善了楔块与连接板、圆弧垫块和滑块之间贴合面的接触条件,从而避免产生明显的压痕。
为了提高操作时的自动化水平,可将用手轮操作改为电机驱动,压板用螺钉拧紧改成液压夹紧。上述两种配制方法,技术已非常成熟,这里不再赘述。
应当指出,这里介绍的楔块,是将各斜楔用垫套和螺栓串连成的一个整体,结构比较复杂、陈旧。随着工艺水平的提高,已更倾向于用多段波浪型斜楔来取代,这将为以后的改进提供一个方向。
4 新型上模加凸补偿装置的调整方法和步骤
折弯件品种繁多,它们的厚度、长度、材质都有差别,折弯时所需要的折弯力不一样,当然滑块和工作台产生的总变形也就不相同。那么,如何确定和调整它们的加凸量呢?
这里用1000kN×3100mm折弯机为例说明。折弯件的板厚S=4mm,板料长度L=2.5mm,折弯角度90°,材料 Q235A。
4.1 确定折弯时所需要的折弯力P
首先,选定下模开口宽度V。根据规范,开口宽度是板厚的8~10倍,取V=35mm。
由折弯力计算公式求所需折弯力:
4.2 折弯工件时,与滑块和工作台变形相对应的补偿加凸量f
折弯机使用说明书中,对折弯机的加凸补偿都有详细说明。并附有折弯机满载工作时,与滑块和工作台变形总挠度相对应的补偿加凸量f满载。从本例的说明书中,可查得f满载=0.7mm。

4.3 转动手轮预置变形补偿加凸量
转动手轮前,先将图3中的上压板松开,在上模和连接板自重作用下楔块与圆弧垫块脱离贴合,通常下降约1~1.5mm,然后再操纵手轮。一般手轮每转一圈,补偿加凸量增大(减少)0.1mm,如果楔块处于初始位置,此时补偿加凸量为零,数字显示器也为零。将手轮顺时针转5.2圈,补偿加凸量为0.52mm,显示器的数值为52。最后将滑块向下运行,使上模与下模接触,并推动连接板上移恢复到原来位置,再将上压板拧紧。
5 结束语
新型上模变形补偿装置,用手轮操纵,依靠楔块的移动长度控制补偿加凸量的大小。数字显示器反映加凸量的数值,操作方便、快捷。本装置经稍许改变,可用于数控折弯机。
普通常用的上模加凸补偿装置虽有缺陷,但结构简单,容易加工制造,成本低,也受到一些生产厂家和用户的青睐。两种补偿方式互有优势,互相补充,将为用户提供更多的选择。
[1] 刘 进,孔 飞,刘宏道.折弯机自由折弯时折弯件的挠曲.锻压装备与制造技术,2011,46(5):72-74.
[2] 刘 进,王成国,刘宏道.折弯机变形补偿装置对制件精度影响的分析.锻压装备与制造技术,2012,48(1).
[3] 潘殿生,潘志华,阮康平,佘健.数值模拟在折弯机机械补偿装置设计中的应用.锻压装备与制造技术,2010,45(2):58-60.
[4] 潘殿生,潘志华,阮康平.折弯机机械补偿装置数值模拟结果分析.锻压装备与制造技术,2009,44(3):29-31.
New structure for deformation compensation device in press brake
LIU Jin,LIU Hongdao
(Jiangsu Yawei Machine Tool Co.,Ltd.,Jiangdu 225200,Jiangsu China)
A new structure for upper die and convex which is used for deformation compensation in press brake has been introduced in the text.The convex volume in the new structure can be adjusted conveniently and quickly in both manual and automatic modes.
Deformation compensation;Press brake;Upper die and convex
TG315.5+4
B
1672-0121(2012)02-0025-02
2011-12-26
刘 进(1967-),女,工程师,主要从事板料折弯机设计研究
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年5期)2022-11-10
一重技术(2021年5期)2022-01-18
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年23期)2021-01-04
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2017年7期)2018-01-19
新乡学院学报(2016年6期)2016-12-01
新乡学院学报(2016年3期)2016-09-20
锻压装备与制造技术(2016年3期)2016-06-05
制造技术与机床(2015年7期)2015-04-08
