
液压系统在线循环酸洗钝化技术
2012-12-23 04:40李琪
石油化工建设 2012年2期
李 琪
林德工程(杭州)有限公司 浙江杭州 310012
液压系统在线循环酸洗钝化技术
李 琪
林德工程(杭州)有限公司 浙江杭州 310012
液压管道的酸洗钝化是管道安装质量控制的关键点,采用“四合一液”一种酸洗钝化液,一次酸洗钝化成功,为提高管道酸洗钝化质量,节省工期,节约成本,减少劳动强度奠定了基础。
液压系统 四合一液 酸洗钝化
工业生产中的许多设备液压系统管道长度比较长,主管道、支管道结构特别复杂,管道酸洗的复杂程度和难度比较大,按照常规的分段酸洗,然后钝化,极易产生酸洗钝化不彻底,回装过程中导致二次污染,酸洗、钝化的效果和质量达不到技术要求。为了解决这一问题,经过多年的试验和改进,最终发明了在线循环酸洗钝化的先进工艺。
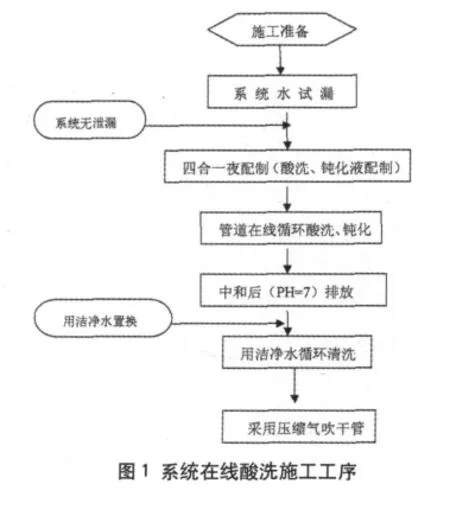
采用在线循环酸洗钝化工艺,是直接把安装好的管道和设备断开,采取临时措施(代替设备)把管路全部连接起来,形成环路,采用“四合一液”(即配置的液体可以在酸洗的同时在管道内壁形成钝化膜的先进工艺),这样可以采用一种溶液起到酸洗、钝化同时进行,对所有管道进行彻底酸洗钝化,酸洗钝化质量大大提高,避免了管道二次污染,更为重要的是此工艺大量节省离线酸洗、钝化耗用的大量人力和物力,减轻施工人员的劳动强度,节省了时间和成本,因此,液压系统管道在线循环酸洗钝化工艺已经被广泛应用于很多大型的液压系统施工中。在线酸洗钝化技术流程见图1。
1 在线酸洗钝化准备
1.1 酸洗的必备条件
(1)液压系统配管完成后,管路经检查必须合格、符合图纸及规范的要求;
(2)在线酸洗回路形成,满足有关技术资料要求。回路设计应合理,能够满足各种管径钢管酸洗的要求;
(3)酸洗用水源、气源,废酸液排放地点,安排就绪;
(4)酸洗用的设备、量具、介质等准备完毕。
1.2 酸洗设备的选择
(1)耐酸泵:考虑系统比较庞大,泵的能力应满足几个回路同时循环,最大管子酸液流动状态下,达到满流状态。同时还应有足够的扬程、满足各部位管道达到酸洗要求。酸洗泵选用玻璃钢材质,出口配逆止阀。
(2)酸洗用机具:酸洗、钝化所需设备机具为:耐酸泵1台,水箱1个,多级泵1台,排液槽1个。
1.3 四合一液用材料,(见表1)。
2.1 在线水泄漏试验
系统回路形成后、在酸洗前必须进行水泄漏试验,水泄漏试验可以检验系统回路是否正确,并防止酸洗时发生泄漏现象。将管路附近的设备用塑料布保护好,特别是电器的盘箱及元件。
2.2 将水箱内注满洁净水
用多级泵将洁净水打入系统回路管道内,将系统各支管路的进出阀门打开,使整个系统均充满、并进行循环。
在液压系统管路的最高处、加装排气阀并放气。
缓慢地将回水管上的主阀门关闭、使系统升压,当系统压力达到试验压力时,关闭泵出口阀门、并停泵。
检查系统中的法兰、管接头、焊口有无泄漏现象,保持压力15min,压力表无压降,为水泄漏试验合格。
2.3 在线酸洗钝化

表1 四合一液用材料
酸洗钝化前应计算好系统的总容量,测量用水、用酸量。准备好对应量的磷酸、硝酸锌、氧化锌、乌洛托品、PH试纸、防护用品。酸洗时将管路附近的人员清理到安全范围,并对酸洗钝化区域进行围设安全警示标志,并设专人进行监护,严禁无关人员进入此区域,酸洗钝化操作人员需穿戴好酸洗服(防强酸腐蚀的合格酸洗服)、防酸劳保鞋和防酸劳保眼镜及防酸安全帽,以确保作业人员的人身安全。
(1)首先配制“四合一液”,将磷酸、硝酸锌、氧化锌、乌洛托品加入槽内,使磷酸的浓度为15~20%、硝酸锌的浓度为1%、乌洛托品的浓度为1%,经常检测酸液的浓度、并加入酸洗药品,保持酸液的浓度在规定范围内。乌洛托品是缓蚀剂、与外方的抑制剂的作用相同。
在“四合一液”配制完成后对酸洗钝化液进行使用前检测,首先采用一段管道(与需酸洗钝化系统管道材质一致),把配制好的“四合一液”充入管道内部,浸泡5~6h后把酸洗钝化液排出,对管道内壁进行检查,检查管道内壁锈蚀和氧化皮及杂质是否已经酸洗干净,内壁是否已经形成一层致密的银白色的氧化保护膜,若已经达到此效果,就可以把“四合一液”使用酸泵打入酸洗钝化系统管道内部,进行酸洗钝化。
(2)酸洗钝化开始后分别开启泵体及关闭各阀台的进出阀门,使所有的管路均充满“四合一液”,、并在紊流状态下循环。同时应防止突然停泵,造成酸液倒流,可将回流主阀门微闭、使系统有一定的背压,防止有没充满的现象。
(3)在酸洗钝化的同时需对管道外壁进行敲击,尤其对焊缝位置进行敲击,使焊缝位置的焊渣及杂物随着“四合一液”一起排出。
(4)在线循环酸洗钝化时,需确保环境温度保持在20℃以上,若温度太低,需对管道外壁实施保温和加热措施,增加在线循环酸洗钝化时间。
(5)在泵的吸入口设有过滤网或过滤器,并设专人对过滤网或过滤器进行检查,若过滤网或过滤器有杂物堵塞时应及时清理,确保液体流通顺畅。
(6)系统循环酸洗钝化5~6h,每2h进行一次检查,最终管道内壁无锈蚀及氧化皮并形成一层致密的氧化保护膜为止(银灰色),用NaOH溶液滴定的方法、检测回流酸液的浓度与酸槽内的一致,既酸洗钝化合格。
(7)酸洗合格后、系统加入1%的的氨水进行中和,循环15min以上,检测回流管的PH值与槽内的应一致、且系统的PH值等于9,检测方法用PH试纸测定。
(8)可以用经过中和的酸液直接进行钝化,也可以将酸液用洁净水从系统中置换出来,排到排液槽子内,经过中和后达到环保标准进行排放。
2.4 酸洗钝化后检测
管道在线循环酸洗钝化5~6h后 (环境温度在20℃以上),停泵后对管道内壁进行目测检查(进行多处和不同部位的检测),管道内壁无锈蚀,无氧化皮,已经形成一层银灰色致密的氧化膜为合格,并用NaOH溶液滴定的方法、检测回流“四合一液”的浓度与酸槽内的一致,既酸洗钝化合格。
3 水在线循环清洗及吹干
酸洗钝化合格后用洁净水将系统中的钝化液置换出来、排到水槽内,局部无法置换的死点拆卸管接头、直接排放。然后把管路系统恢复成循环回路,向管道内部充入洁净的水,进行循环清洗,循环1~2h左右,把打循环清洗的水排出(有必要再次进行清洗)。.最后用氮气对管路进行吹扫、对主管道、支管道逐系统、逐根进行全面吹扫(避免有遗漏),吹扫到管道的终端无液体吹出为合格。拆除酸洗钝化合格管路的临时循环措施,把管路和设备恢复连接。
4 废液中及排放
废液的中和和排放:在废液槽中加入氨水或NaOH进行中和、使槽子内的液体的PH值为7、达到排放标准,即可排到车间的下水管线内,排放需完全按照国家关于有毒化工废液排放有关规定进行,避免造成环境污染。
“在线循环酸洗钝化工艺”经过在本溪钢铁公司冷轧机组安装工程,凌源钢厂冷轧机组安装工程,邯郸纵横钢厂热连轧机组安装工程,本溪钢铁公司半连轧机组安装工程,凌源钢铁厂新1号高炉液压安装工程及板坯连铸液压系统安装工程等工程的实践中,管道的酸洗钝化合格率达到了100%,在设备投产后的运行中得到了实际的检验和考验,得到的最终结论是此工艺效果非常好,得到用户的高度评价,此工艺得到了完满成功,尤其以其先进工艺性、节约工期、减少劳动强度及节约成本性得到了检验和肯定,因此在此后的工程中得到了广泛推广和使用。
TB492
B
1672-9323(2012)02-0083-02
2011-11-02)
猜你喜欢
大庆石油地质与开发(2023年1期)2023-02-13
山东冶金(2022年2期)2022-08-08
文物季刊(2021年1期)2021-03-23
钻井液与完井液(2019年2期)2019-05-24
中国临床医学影像杂志(2019年5期)2019-01-07
制造技术与机床(2017年10期)2017-11-28
工业设计(2016年11期)2016-04-16
焊接(2016年1期)2016-02-27
石油化工应用(2015年9期)2015-08-10
电机与控制应用(2015年3期)2015-03-01
