八钢1750mm热轧宽带钢头尾拉窄问题浅析
2013-03-27 06:02叶明明
科学时代·上半月 2013年1期
关键词:改进措施
叶明明
【摘 要】宝钢集团新疆八钢公司轧钢厂热轧分厂1750mm热连轧机自投产以来,由于工艺参数优化等问题,各项精度指标在控制上还存在较大差距。本文针对1750mm热轧宽带碳钢头尾部拉窄现象,分别在过程计算机计算偏差、AGC调节幅度、人工干预速度等方面进行了分析;并在工艺参数优化、立辊磨损量监控、卷曲张力控制等方面提出了改进措施。
【关键词】热轧带钢;宽度控制;AGC;AWC;改进措施
1.引言
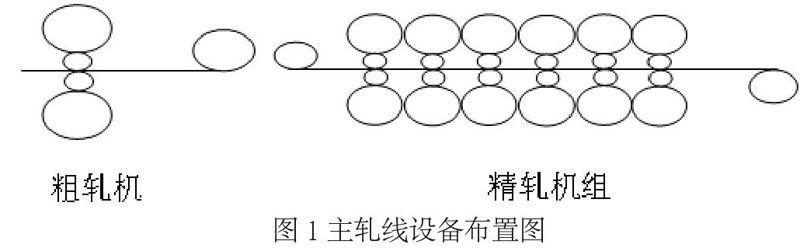
宝钢集团新疆八钢公司轧钢厂热轧分厂1750mm热轧宽带钢生产线采用半连续式生产工艺,由1架带立辊的四辊可逆式双传动初轧机和6架四辊全液压不可逆式精轧机组组成,生产线工艺布置如图1所示。
该生产线可生产厚度1.2-19mm,宽度750~1600mm,最大重量28.8t的热轧钢卷[1]。生产线在粗轧机和精轧机组间设置了一台钢卷无无芯轴移送式热卷箱,热卷箱是解决热轧带钢中间坯温降的有效措施,可以缩短轧线长度、提高产品成材率和组织性能均匀性,具有重要意义。
该生产线自投产以来生产的碳钢主要包括SPCC SPHC Q235B Q345B 等。在精轧过程中,特别是轧制较大宽厚比规格产品(如2.0×1250 Q235B)时,宽带钢头尾部宽度会有不同程度的拉窄现象产生,从而极大的影响了带钢的宽度精度,造成成品带钢头部超差而产生封锁卷,造成大量切损降低成材率。
2.现象阐述
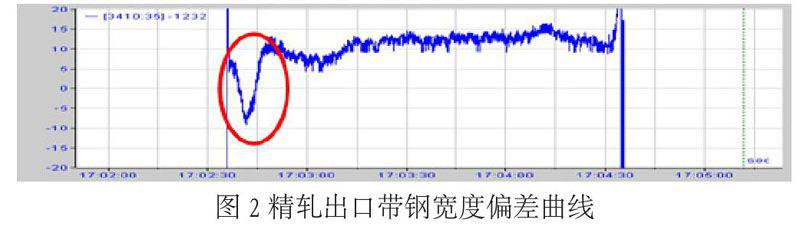
图2为宽带钢生产过程中精轧出口带钢宽度偏差曲线。由图2可知,带钢出精轧机组时头部的拉窄现象非常明显,在头部30~80m的位置带钢的宽度低于成品宽度最多高达9.2mm(如图中椭圆所示)。这样,将导致在生产过程中宽厚比较大规格产品的头部切损长度高达80m。为了能够减少切损,通常将成品的平均宽度提高,使得头部最窄点的宽度大于成品宽度。为此也多次收到下游冷轧板厂家的质量异议。带钢头尾部宽度拉窄现象是目前困扰热轧厂的主要问题之一,必须科学分析其产生原因,并制定合理的改善措施以提高热轧厂的成材率。
3.原因分析
技术人员根据现场实际生产情况,找出了可能影响带钢宽度的各种因素,包括过程计算机计算偏差大、成品带钢头部厚度偏差大、AGC调节幅度过大、人工干预机架速度造成拉窄等原因。
(1)过程计算机计算偏差
带钢头部宽度拉窄的主要原因是由于精轧机机架间的带钢张力过大造成的,而造成张力大的主要原因是由于精轧各机架间的秒流量不相等。各机架轧制力设定与实际值偏差大以及带钢头部厚度命中率低是造成带钢穿带过程中拉窄的主要原因,如表1所示。
如表1所示,穿带过程中实际轧制力与设定轧制力偏差较大,造成各机架的辊缝实际值与计算值偏差明显,进而使得各机架间秒流量偏差显著,最终造成拉钢现象严重。
(2)AGC调节幅度过大
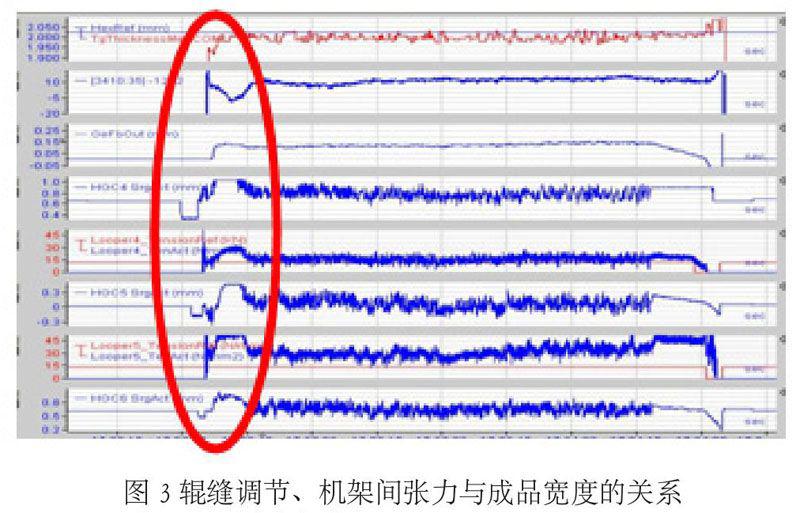
由于带钢头部厚度偏差较大,当存在厚度偏差的带钢头部到达精轧出口测厚仪处时,测厚仪将测量厚度偏差反映至AGC控制系统。AGC控制系统将调节各机架辊缝以保证带钢成品厚度值。
由于AGC辊缝调节幅度过大,直接导致在辊缝调节瞬间机架间张力过大并且远离设定张力,直接导致精轧拉窄,对于薄规格影响更为显著,如图3所示。
(3)人工干预速度拉窄
由于精轧机组轧制薄规格时存在轧制稳定性的问题,轧制即薄又宽并且硬度较高的钢时,例如2.0×1250 Q235B,存在机架间跑偏轧烂堆钢的风险。所以操作人员在轧制此类钢时,为了保证轧制稳定性,习惯性的手动调节精轧机架速度、提高机架间张力、降低活套高度以降低跑偏堆钢概率。
这种操作习惯在一定程度上影响了过程计算机对精轧轧制力、前滑、后滑的计算。为了能够改变这种操作习惯,建议首先先提高设备精度避免带钢在机架内跑偏的事件发生,其次要改变操作习惯提高操作工的信心,减少手动干预速度,从而达到避免拉窄。
4.改进措施
结合宝钢集团新疆八钢公司轧钢厂热轧分厂实际生产情况,针对上述原因并参考相关文献[2-4],本文提出了如下的改进措施:
(1)严格控制立辊磨损情况,制订合理的维护标准及更换周期,对磨损严重的立辊及时更换;
(2)加强设备点检维修,提高精轧模型精度,减少人工干预;
(3)规范加热制度,提高钢坯温度均匀性,减少头尾温差以及炉间温差;
(4)科学控制轧制节奏,适当降低卷曲张力,根据不同钢种、不同厚度、不同宽度设定卷曲张力,避免人工干预量过大,造成头尾部宽度拉窄。
5.结论
生产中影响成品带钢宽度精度的因素是都方面的,本文从精轧机组轧制控制的角度对带钢头尾部拉窄的主要原因进行了分析,并且提出了相应的改善所示。通过以上几个方面的工作努力,宝钢集团新疆八钢公司轧钢厂热轧分厂的带钢宽度精度得到了明显的改善。
参考文献:
[1] 杨文清,李斌,张智刚.八钢1750mm热轧无芯轴移送式热卷箱的特点[J].新疆钢铁,2006,98(2):45-47.
[2] 张明金,王洪彬,李新东.热轧带钢头尾拉窄的原因分析与控制措施[J].轧钢,2009,26(4):55-57.
[3] 吕长宝.唐钢1810mm热带生产线宽度控制分析[J].轧钢,2007,24(6):15-18.
[4] 李兴田.提高热轧钢带宽度控制精度的综合措施[J].轧钢,2004,21(1):19-51.
猜你喜欢
企业导报(2016年20期)2016-11-05
企业导报(2016年20期)2016-11-05
科技视界(2016年18期)2016-11-03
时代金融(2016年23期)2016-10-31
中国市场(2016年36期)2016-10-19
商场现代化(2016年22期)2016-10-18
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14