带缝隙工件铵盐镀锌后返酸问题的研究
2013-06-17 13:13邓建青张俊荣何海军
电镀与涂饰 2013年11期
邓建青*,张俊荣,何海军
(株洲时代新材料科技股份有限公司汽车产品事业部制造中心,湖南 株洲 412000)
因铁件镀锌后焊接会产生强刺激性烟雾,焊接操作难以忍受,故螺栓和平板配合件(如图1所示)通常 焊接后整体电镀锌,螺栓和平板接触不可避免地存在缝隙。该类带缝隙工件电镀锌(铵盐体系)后或储存一段时间后在缝隙内部及其周围出现镀层变色、腐蚀等异常现象(如图2所示)。这种现象在螺栓配合中经常出现。因为铵盐电镀过程中除脱脂和水洗工序之外,其他工序中的溶液均为酸性,缝隙中所藏液体也一般呈酸性,所以在生产中常将因缝隙藏液导致的腐蚀称为“返酸”。缝隙处镀层不完整,并残留水分,即使干燥后也有盐分残留,这些残留物导致的快速腐蚀使产品存在很大的安全隐患。本文对缝隙返酸现象进行了试验验证,从镀锌工艺调整、烘烤、缝隙宽度等方面进行分析,希望给生产提供参考。

图1 螺栓和孔板的配合间隙 Figure 1 Space between bolt and aperture on plate
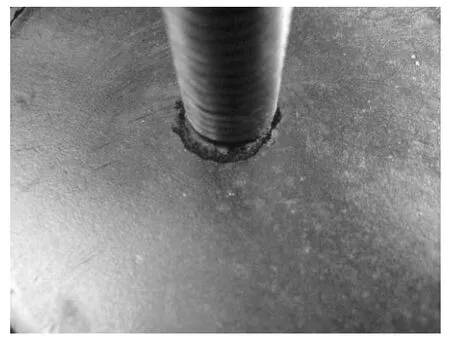
图2 返酸缺陷样品照片 Figure 2 Photo showing the “acid return” defect
1 实验
1.1 实验样品
一般带螺栓铁件以及按规定螺栓配合缝隙宽度要求焊接螺栓和孔板(参考图1)。
1.2 主要设备
铵盐镀锌槽及配套整流柜、NF85-4A 台式热风循环炉、1 mm × 1 cm 风嘴。
1.3 铵盐镀锌工艺
柠檬酸50 ~ 70 g/L、氯化铵220 ~ 250 g/L、氯化锌30 ~ 40 g/L、硫脲1 ~ 2 g/L、聚乙二醇1 ~ 2 g/L,pH 5 ~ 6,温度5 ~ 35 °C,电流密度1.0 ~ 1.5 A/dm2。
1.4 实验方案
1.4.1 工艺流程的调整
缝隙内药液残留是导致产品镀锌后腐蚀的根源[1-2],加强缝隙内清洗有可能减少返酸现象。工艺调整方案为:由“镀锌─流动水洗─钝化─流动水洗─烘烤(热风敞开烘烤)”调整为“镀锌─超声波水洗─钝化─高压水冲洗缝隙─高压气吹缝隙─烘烤(热风敞开烘烤)”。按调整后工艺试做100 件。
1.4.2 烘烤干燥效果的验证
水和氧的存在是金属腐蚀的重要条件[3],烘烤有利于缝隙干燥,除去水分,减少腐蚀。将产品按1.4.1 中调整后的工艺镀锌,不再采用热风敞开烘烤,而是60 °C封闭烘烤60 min;实验数量50 件。
1.4.3 缝隙宽度对返酸的影响
流体具有一定黏度,其流动与接触界面和空间有关[4],所以缝隙大小显著影响流体在缝隙内的流动。目测将产品按螺栓和铁件缝隙宽度小于0.2 mm、0.2 ~ 0.4 mm、0.4 ~ 0.6 mm、0.6 ~ 0.8 mm、0.8mm 以上进行分组(由于是目测,边缘尺寸可能分组不准确),每组20 件样品,再按1.4.1 中调整后的工艺进行镀锌。
1.4.4 缝隙封闭试验
镀锌后缝隙残留盐主要是氯化钠,根据氯化钠等盐类有吸湿性的特点,对缝隙内表面进行封闭处理将有利于减少残留盐分吸湿,从而减少潜在的腐蚀风险,具体方案是按1.4.3 将产品进行分组,再按1.3.1 中调整后镀锌工艺镀锌,镀锌烘干后用丙烯酸聚氨酯清漆涂刷缝隙周围,清漆浓度根据其渗透性调整,要求让其较好地渗入缝隙;每组各试验50 件。
1.5 检验
试验样品分别放置24 h 和7 d 后观察螺栓缝隙处的返酸情况,无返酸为合格。
2 结果与讨论
2.1 工艺调整试验结果
一般带螺栓铁件工艺调整试验的结果见表1。从中可以看出,大部分产品在镀锌后放置不久即出现明显返酸异常,部分产品需存放较长时间才显现异常,不能及时有效地判断产品是否返酸。从7 d 后观察返酸率的 增加情况可以看出,调整工艺前后返酸率随时间变化的规律基本一致。根据实际观察,产品放置一周后返酸率仍有上升,一般放置一月后返酸率就趋于稳定。调整后工艺的效果相对于原工艺有较明显改善,返酸率下降为原来的一半左右,但还是不能满足实际生产要求。另外,存放过程中出现腐蚀的多为表观配合较紧的工件。其原因是缝隙越小,残留在缝隙中的药液就越难清除,部分缝隙小的产品仍然有药液残留在缝隙中。从工艺调整试验可以看出:超声波清洗、高压水冲洗缝隙和高压空气吹干缝隙有利于降低镀锌后缝隙返酸的程度,因为超声波清洗和高压冲洗缝隙可使缝隙内所藏药液排出,而高压气吹缝隙还可实现快速干燥。缝隙内残留药液减少以及干燥速度加快的结果就是镀锌层腐蚀可能性降低。

表1 工艺调整前后的返酸率对比 Table 1 Comparison between “acid return” rates before and after technological improvement
2.2 密闭烘烤干燥试验结果
一般带螺栓铁件密闭烘烤试验的结果见表2。试验过程中发现,烘烤后即出现明显异常现象,并且锌层表面出现轻微的发暗、失光。与2.1 调整后工艺的敞开烘烤试验结果对比后可知,密闭烘烤不能减少返酸率,异常现象反而有小幅上升。密闭烘烤后产品放置12 h和放置7 d 后的返酸率相同,而原工艺(电镀后不烘烤)所做产品放置12 h 和放置7 d 后的返酸率相差25 个百分点以上。由此可见,烘烤能让缺陷在短时间内一次性暴露出来,有利于异常现象的统计和判断。其原因是:烘烤可以在短时间内干燥缝隙,但缝隙中的药液是酸性的,在加热的情况下会很快地腐蚀其周围锌层,所以烘烤可以在短时间内将返酸情况暴露出来。

表2 不同烘烤方式下的返酸率 Table 2 “Acid return” rates for different baking methods
2.3 缝隙宽度对返酸的影响
缝隙宽度试验结果见表3。从中可以得知:返酸率随缝隙宽度增大而下降,缝隙宽度大于0.6 mm 就不再出现返酸的异常现象;而且缝隙宽度越大,返酸率随放置时间的变化就越小。其原因应该是:缝隙宽度越大,缝隙中的残留药液就越容易被清洗出来,缝隙也 越容易干燥;因此,缝隙宽度越大,缝隙内残留药液就越少,干燥就越快,缝隙内的环境就越接近中性,而在中性及干燥的环境中锌层不易被腐蚀。

表3 缝隙宽度对返酸率的影响 Table 3 Effect of gap width on “acid return” rate
2.4 缝隙封闭试验结果
缝隙封闭试验结果见表4。从表3和表4的对比可知:返酸率随缝隙扩大而下降,并且缝隙宽度大于0.6 mm 后就不再出现返酸现象;而缝隙封闭后的返酸率比未封闭时下降1/3 以上。对于缝隙封闭后的产品,其存放过程中的返酸率随时间的变化比不封闭的产品要小,产品放置1 个月和放置1 周后返酸率无明显变化,即镀锌后1 周内大多有返酸倾向的产品都已经表现出异常。

表4 缝隙封闭处理后的返酸率 Table 4 “Acid return” rate after gap sealing
缝隙中的水分干燥后会留下盐分,盐分会因吸湿而导致锌层腐蚀(甚至加速其腐蚀),所以未封闭产品在存放过程中的返酸率变化较大。缝隙封闭后,缝隙内表面被清漆覆盖,清漆对缝隙内表面起保护作用,防止腐蚀的发生,所以缝隙经封闭后的产品在存放过程中的返酸率无明显变化。
3 结论
(1) 加强缝隙清洗可以减少缝隙产品镀锌后的返酸率,镀锌后烘烤干燥可以马上得知较准确的产品返酸率。
(2) 缝隙产品镀锌后的返酸率随存放时间延长而增加,大多会在存放一周内表现出异常。
(3) 缝隙产品镀锌后的返酸率随缝隙宽度增加而下降,缝隙宽度达到一定值后将不会出现镀锌后返酸的现象。
(4) 镀锌后用清漆对缝隙进行封闭处理能大幅减少产品返酸率,并且确保产品存放过程中的质量稳定性。
[1]张允诚,胡如南,向荣.电镀手册[M].3 版.北京: 国防工业出版社,2008: 16-17.
[2]郑瑞庭.电镀实践900 例[M].北京: 化学工业出版社,2007: 16.
[3]虞兆年.腐蚀与防护全书: 防腐蚀涂料和涂装[M].北京: 化学工业出版社,1996: 139-143.
[4]陈玉璞.流体动力学[M].南京: 河海大学出版社,1990: 6-11.
猜你喜欢
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
农技服务(2020年7期)2020-12-17
边疆文学(2020年5期)2020-11-12
表面工程与再制造(2019年3期)2019-09-18
妇女生活(2018年12期)2018-12-14
制导与引信(2016年3期)2016-03-20
现代冶金(2016年6期)2016-02-28
装备环境工程(2015年4期)2015-02-28
语文教学与研究(2014年10期)2014-02-28
表面工程与再制造(2014年2期)2014-02-27