
连铸全保护浇注工艺的优化
2013-06-19 10:09杨和乾贾宝泉邓代斌周明明
四川冶金 2013年4期
杨和乾,贾宝泉,王 刚,田 禾,邓代斌,周明明
(成渝钒钛科技有限公司炼钢厂,四川威远 642469)
1 引言
连铸工序将已经冶炼合格的钢水浇注成符合后步轧钢工序要求的一定断面和长度的铸坯。在整个过程中,高温钢水与空气中的氧接触发生氧化反应,造成钢中氧化物含量上升,对钢产品的质量造成不良影响。对炼钢而言,冶炼环节采用减少钢水过氧化,钢水吹氩精炼,出钢过程合成渣洗等措施均能有效的控制钢中夹杂物含量;在连铸工序,防止钢水的二次氧化是一个关键环节。近几年来,连铸保护浇注技术作为提高钢材质量的有效手段,得到了迅猛的发展,广泛运用于各钢铁企业。
2 川威炼钢连铸保护浇注技术应用的背景
2.1 工艺现状
成渝钒钛炼钢厂主要配有80 t顶底复吹转炉3座(1座用于提钒冶炼,2座用于炼钢冶炼)、LF精炼设备2套、158 mm×158 mm五机五流方坯连铸机2台。方坯连铸机主要生产低合金、焊丝系列、焊条钢及普碳系列钢种,工艺流程如图1。

图1 工艺流程图
2.2 保护浇注工艺简介
连铸保护浇注有气体保护、液体保护、固体保护等多种方式,目的就是为了隔绝空气,避免高温钢水与空气中的氧接触发生氧化反应,减少钢水的二次污染。随着相关技术的完善及保护渣系研究的深入,目前绝大多数冶金企业采取固体保护浇注的工艺。其主要包括:在钢包至中间包、中间包至结晶器等钢水裸露的环节,用长套管连接,中包表面用覆盖剂,结晶器钢液表面用保护渣覆盖,减少在整个过程高温钢水与空气接触的几率,避免钢水的二次氧化。同时,结晶器保护渣熔化后沿初生坯壳流入结晶器起润滑作用,减少结晶器铜管与初生坯壳的摩擦,并改善铜管的传热条件,强化传热。
2.3 连铸保护浇注工艺的引进
2009年,川威炼钢厂开始着手连铸保护浇注技术的引进工作,在考察了国内多家钢厂的成功经验后,根据川威炼钢连铸中间包的结构特点、中包高度等工艺参数自行设计了保护浇注工艺方案。在连铸高效化改造完成以后,为提高铸坯质量,减少钢水的二次氧化,同时为满足铸机改造后拉速大幅度提高的需求,连铸保护浇注技术强化了结晶器润滑和传热,也是满足高拉速铸机正常生产的必备措施。川威炼钢厂大力推广应用连铸保护浇注技术,并针对使用过程中出现的问题不断研究和改进,完善了保护浇注工艺,形成了一套适合炼钢连铸实际情况的保护浇注工艺。
3 连铸保护浇注工艺优化的措施
3.1 保护渣的应用
炼钢厂主要生产品种有低碳合金钢、普碳钢、焊条钢、焊丝钢等。由于钢种成分、拉速控制、冷却制度等各方面的差异,对保护渣的熔化均匀性、融化速度、铺展性能、熔点等理化性能指标的要求也不相同。连铸用保护渣应具备以下作用:
——保护钢水不受空气的二次氧化
——钢水表面的保温
——吸收上浮至钢水表面的夹杂物
——在坯壳与结晶器铜管之间起润滑作用
——改善结晶器内的传热
根据钢种特点形成系列保护渣,适应不同钢种生产的需要是推进保护浇注工艺顺行的关键。对于我厂现生产的主要钢种:低碳合金钢、普碳镇静钢、焊条钢考虑不同的浇注条件,特别在高拉速下对保护渣的性能的要求也不一样。
3.1.1 低碳合金钢
3.1.1.1 优化配碳技术
通过优化配碳,控制保护渣的融化速度、维持合理厚度的粉渣层,限制烧结层过度发达,减少富碳层中碳的含量,配碳量在14%~16%。
3.1.1.2 合理确定渣的粘度范围
适当降低粘度,可以改善液渣的流入特性,满足液渣消耗要求,减少摩擦,稳定结晶器的传热。按照Vc·η1300℃=7~8.7进行粘度设计,考虑小方坯对粘度指数的要求不高,取上限值,对于拉速在2.6~3.0 m/min的小方坯连铸,η1300℃=2.7 ~2.8 左右。
3.1.1.3 确保融化温度不高于出结晶器的铸坯表面温度
调整保护渣成分,使其熔化温度低于或者等于出结晶器出口的铸坯表面温度,实现“全程液渣润滑”,避免出现“固——固摩擦”。根据热力学模型,我厂铸坯出结晶器时的温度在1150℃左右,因此保护渣的熔点应在1120~1130℃较为合适。
3.1.2 普碳镇静钢
对于含碳量在0.08% ~0.14%的钢,由于δ相转变为γ相时,伴随着较大的凝固收缩,并且坯壳极不均匀,因而在浇注过程中结晶器与坯壳间传热不均匀导致纵向裂纹。所以保护渣性能优化的关键在于提高渣膜热阻,控制结晶器的传热速度,实现弱冷浇注。
(1)采用较高熔化温度的保护渣,提高热阻,保护渣融化温度控制在1120~1180℃为宜;
(2)注意粘度控制,切忌粘度过低,粘度过低必然引起渣膜厚度不均匀,导致传热不均,形成不均匀凝固,故应考虑取Vc·η1300℃上限值为宜。
3.1.3 焊条钢
与普碳钢用保护渣相比,由于焊条钢含C、Si较低,因此在配碳量上要适当降低。
我厂生产的主要钢种有低合金钢、普碳镇静钢、焊条钢。这三个钢种的化学成分不同,钢水的液相线温度也不同,对保护渣的理化性能指标要求也不一样。单一的保护渣性能难以满足多钢种的要求,在保护渣上需不断完善适应各钢种的要求。通过对保护渣化学成分的调整,适当配加一定数量的助熔剂,调整保护渣的熔化性能,以及液渣的晶相状态,能够起到优化保护渣的作用。
3.2 保护套管的选用
3.2.1 套管材质的选定
石英质长套管,其主要成分为SiO2,在浇注含Mn量较高的低合金钢时,SiO2与钢中的Mn发生反应。其反应方程式为:

生成的MnO·SiO2为低熔点的化合物,随钢液的流动进入铸坯,套管的侵蚀速度可达到4~5 mm/h,每支套管的使用寿命仅能达到1.5~2小时,浇注过程中需频繁更换套管,给连铸生产的稳定顺行构成了极大的威胁;同时被侵蚀后的套管成块状掉落进入铸坯,成为大型的非金属异物,在轧制过程中暴露出来,对最终产品的质量造成极大的危害。
Al-C质长水口以刚玉和石墨为主要原料,克服石英水口耐高Mn钢侵蚀能力不足,适合于浇注含Mn高的低合金钢。Al-C质长水口侵蚀速度仅为1.5~2 mm/h,使用寿命可以达到5~5.5小时。据此制定了保护浇注用长水口的使用规定,浇注中使用Al-C质水口,并严格控制使用寿命,定时更换,杜绝了大型非金属异物进入铸坯的事故。
3.2.2 工艺尺寸
水口上部尺寸的设计上考虑以全面接触中包底部,以防止空气被钢水流动的动能吸入套管为主要因素,因而上口设计尺寸偏大。由于中包长期在高温下使用、钢水粘包后翻包等原因造成底部变形,密封效果不好,在中包底部与水口之间形成气隙,在钢流的带动下,长水口成为一个“抽气泵”,削弱了保护浇注的冶金效果。
随着连铸技术的不断进入,中间包连浇炉数不断提高,中间包水口快换技术逐步推广应用到生产实践上。由于受快换机构空间的限制,使用寿命的提高,对水口颈部耐侵蚀能力的要求也不断相应提高,水口时有“吐钢”现象,粘住座砖。为此,在改进水口方面:减小水口碗部外形尺寸、增加颈部厚度、水口出口内径改为Φ22 mm,如图2所示。
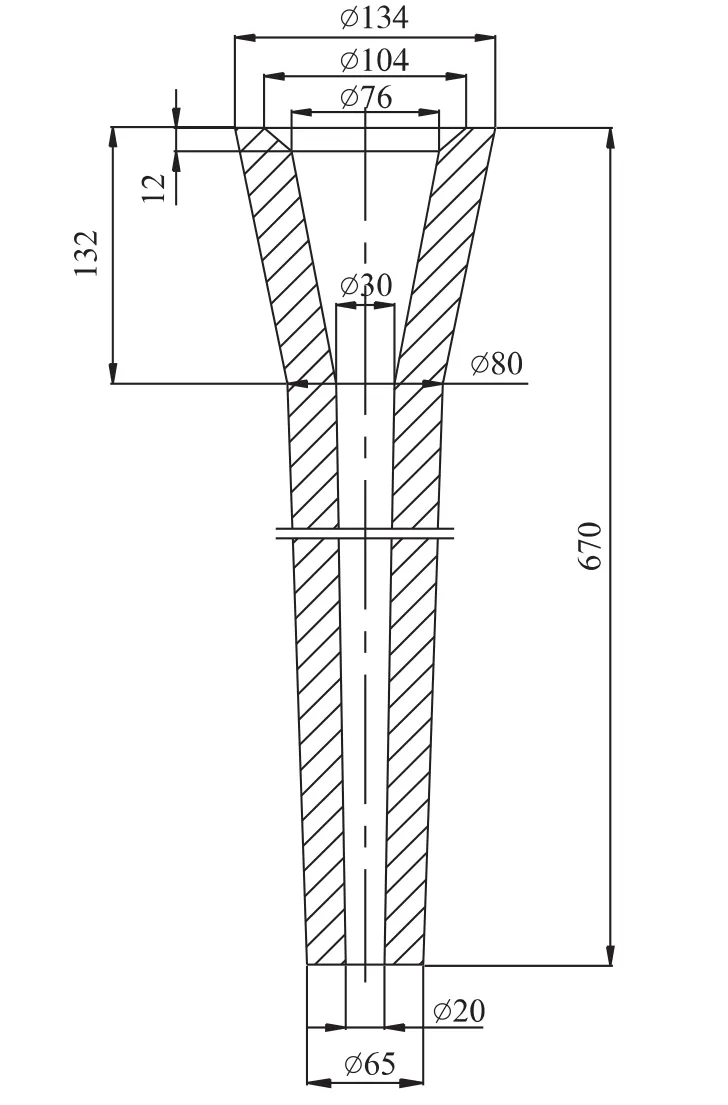
图2 Al-C水口示意图
3.2.3 套管表面加耐高温纤维毡,避免挂钢
在正常浇注过程中,由于结晶器内表面钢液温度较低,有时会凝固成薄薄的坯壳,将水口外表面粘住,在拉矫机的作用下,将长水口拉走,造成连铸断流停浇的事故。为防止此类事故的发生,在长水口外表面粘一层厚度仅为0.2 mm的耐高温纤维毡,保证水口烘烤时不损坏,浇钢时也能很好地防止被表面坯壳粘接。
3.2.4 改善长套管烘烤条件,确保套管烘烤质量
长水口投用时在短时间内从低温上升到高温,水口的烘烤是其使用寿命的关键影响因素。由于水口材质为Al-C质水口,使用的一般烘箱在烘烤温度上不能满足其烘烤要求。烘箱在1~2小时之内能迅速升温至1000~1100℃,这样使水口保持足够的机械强度,减少水口表层的石墨氧化疏松。更重要的是降低与钢水之间的温差,提高了水口的抗热震性能,满足水口烘烤的需要。
烘箱如图3所示。

图3 烘烤箱
3.3 大包保护浇注的应用
结晶器保护浇注工艺成熟后,有效地控制了中间包至结晶器的二次氧化问题。在钢包至中间包仍采用敞开浇注的方式,也会带来钢水的二次氧化问题,在浇注温度较低的钢水时,由于钢包至中间包钢水温度损失较大,会导致钢水温低混浇甚至回炉的事故。特别对于大规格钢种、焊条钢、焊丝系列的生产,尽量减少钢水二次氧化,提高钢水的纯净度是保证产品质量的关键措施。依据杠杆原理,在中间包上设立支点,用长水口把持机构将水口送至大包注流的位置,隔绝大包高温钢水注流与空气的接触。本套自行设计的大包保护设施,结构简单,操作较为方便。大包保护浇注见图4。

图4 大包保护浇注示意图
3.4 保护渣加入工艺的改进
人工加入保护渣的方式,不可避免地造成加入量不均匀,从而造成熔渣层厚度不均,润滑不良的现象。在大包操作平台上设计安装了中间包自动加入装置,利用保护渣的流动能力,采用球阀控制加入量,实现半自动保护浇注的工艺,大幅度降低了操作人员的劳动强度(见图5)。保护渣的消耗量大幅度降低。

图5
4 效果
(1)根据我厂连铸工艺的实际状况,自行设计的大包至中间包、中间包至结晶器的保护浇注工艺,在实际运用中不断发现问题,不断解决问题,优化和完善了工艺,实现了连铸全过程的保护浇注工艺。
(2)通过全过程保护浇注的实施,提高实物的内在质量,铸坯的金相检验指标稳定上升(见表1)。

表1 铸坯内部质量对比情况
(3)连铸机事故率大幅度降低,各项技术经济指标稳步攀升(见表2)。

表2 技术经济指标对比情况
(4)降低保护渣消耗:采用保护渣自动加入装置,降低了人为因素造成的保护渣的浪费,保护渣消耗由原来的0.5 kg/t钢降到0.36 kg/t钢。
[1] 王维.连续铸钢500问[M].北京:化学工业出版社,2009.
[2] 蔡开科,程士富.连续铸造钢原理与工艺[M].北京:冶金工业出版社,1994.
猜你喜欢
水泵技术(2022年2期)2023-01-15
山东冶金(2022年3期)2022-07-19
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
中华建设(2018年3期)2018-04-23
红土地(2017年2期)2017-06-22
红领巾·成长(2017年3期)2017-05-03
创新作文(小学版)(2017年24期)2017-04-04
