
基于声发射技术的砂轮磨损状况在线检测
2013-06-21 09:03石建,丁宁
长春大学学报 2013年8期
石 建,丁 宁
(1.长春理工大学 机电工程学院,长春 130022;2.长春大学 机械与车辆工程学院,长春 130022)
0 引言
在磨削加工中,砂轮的磨损状态是砂轮磨削性能好坏的重要指标之一,它影响着磨削加工的生产效率和加工质量。在实际加工中,为了避免工件磨削烧伤,一般采用定时修锐,在砂轮还没有达到工作寿命极限时,就提前对其进行修整,这样便有盲目性[1]。近几年诸多学者用声发射(AE)信号的小波分析法对砂轮磨损在线监测,并通过实验证明了该方法的有效性[2-3]。但是在实践中,我们发现在超精密磨削加工实验研究中不同的砂轮磨损状态下的声发射(AE)信号小波能量系数分布情况十分相似,不易识别出砂轮磨损状态。因此,我们在此基础上,通过小波系数统计分析法和法向磨削力相结合的方法,基于人工神经网络对砂轮磨损状态进行识别。实验证明,此方法可以简单直观的识别出砂轮的磨损状态,并且准确性有很大的提高。
1 砂轮磨损状态的神经网络模式识别模型的建立
1.1 砂轮磨损状态神经网络识别模型结构
人工神经网络(ANN-Artificial Neural Networks,简称神经网络—Neural Networks)是由大量的信息处理单元(神经元)通过不同方式连接而成的网络,是从微观结构和功能上对人脑的抽象、简化和模拟,它是一种自适应非线性的动态网络系统,具有很强的知识获取能力、联想记忆能力、并行计算能力、良好的容错能力、自适应能力。
BP(Back Propagation)网络是在感知器模型的基础上发展起来的,是目前应用得最广泛的一种人工神经网络。它利用输出层的误差来估计输出层的直接前导层的误差,再用这个误差估计更前一层的误差,如此下去,就获得了所有其它层的误差估计。
本文采用的是三层BP神经网络模型,其神经网络结构如图1所示。输入层有7个神经元,分别为AE信号特征小波系数个数N与最大值Fmax(C)共6个和1个法向磨削力。输出层有4个神经元,分别是砂轮的未磨损状态、初期磨损状态、中期磨损状态和严重磨损状态,并且分别用001、010、100和111二进制编码表示砂轮的四种状态。隐层的神经元个数是通过学习训练识别误差最小来确定的,本文确定的隐层神经元个数为6个,将训练样本、验证样本和预测样本按照总样本的70%、15%和15%的比率进行训练,用trainlm函数训练。
1.2 砂轮磨损状态小波分析
小波即小区域的波,是一种特殊的长度有限、平均值为0的波形。是一种时频分析方法,它具有多分辨率分析的特点,在时频两域都具有表征信号局部特征的能力,很适合于探测瞬态反常现象并展示其成分。小波变换的含义为
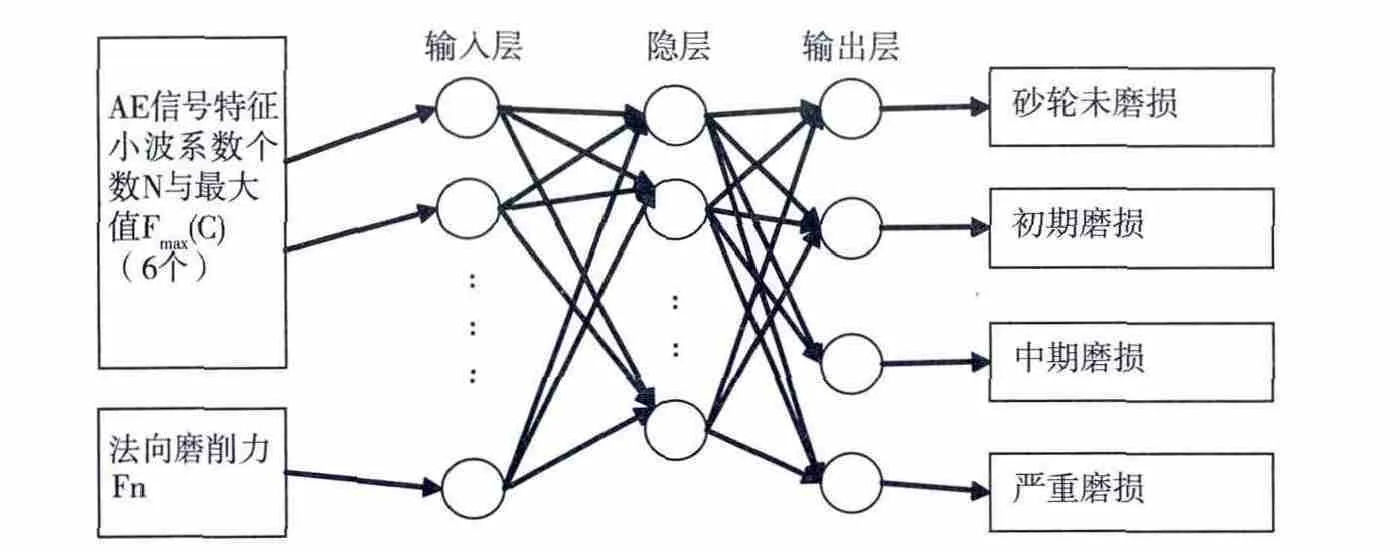
图1 砂轮磨损状态神经网络模式识别结构框图

其中,a是尺度参数,在实际应用中a>0,b是平移参数,其值可正可负,φx(xa-b)为母小波函数,f(x)为AE信号。
多分辨率分析建立在函数空间分解概念之上,对于多分辨分析的理解,我们可以用一个三层的分解来说明,其小波分解树如图2所示,将信号在不同尺度的函数空间进行分解,然后观察各空间所包含的信号信息特征。多分辨率分析的目的是在不同尺度(频域区间)下对信号进行观察,信号的各个频段的信息特征与砂轮状态是一一对应的,由此可以根据小波分解信号的信息特征可以识别砂轮磨损状态。
1.3 砂轮磨损对法向磨削力的影响
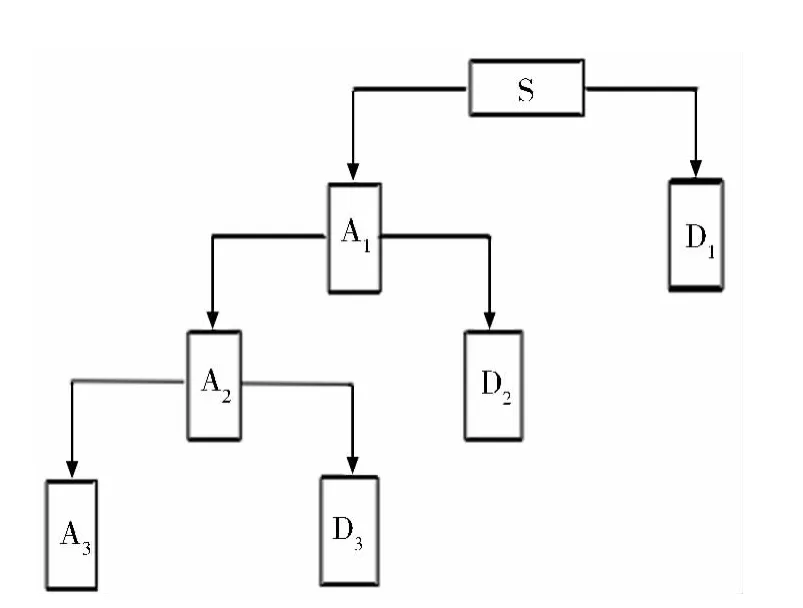
图2 波分解结构图
在砂轮磨损过程中,对法向磨削力是有一定影响的,这是因为当砂轮新修整时,磨粒的切削刃较为锋利,切削性能较好,故磨削时的磨削力较小随着砂轮磨削量的增加,砂轮磨损增加,磨粒的切削刃变钝,切削能力减弱,从而法向磨削力增大。随着砂轮的磨损法向磨削力的变化如图3所示。
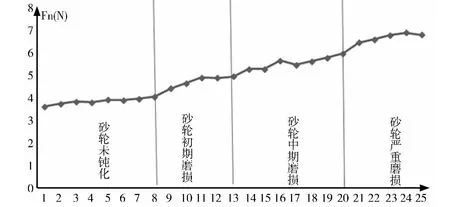
图3 砂轮磨损过程中对法向磨削力的影响
由图3可见,砂轮磨损状态与法向磨削力有很好的对应关系,是用作砂轮磨损状态识别最好的依据。
2 声发射(AE)信号处理方法
2.1 小波能量系数分析法
声发射信号f(n)经过J个尺度的小波分解可分解为J+1个频率范围的分量,即下列式子成立

式中A为低频系数,D为高频系数。

2.2 小波系数统计分析法
通过上文提出的小波能量系数分析法对声发射信号进行分析,确定信号的特征频带,在特征频带设定一个小波分解系数阈值,则对于每一个特征频带,大于小波分解系数阈值的小波分解系数用参数Fc表示[4],即:

其中,J为特征频带对应的尺度,T为小波分解系数阈值,一般情况选取范围在0到1之间与小波分解系数最大值的乘积,阈值的选取要根据实际情况设置,本文设置为小波分解系数最大值的0.1倍。
把Fc中小波分解系数的个数N和小波分解系数最大值Fmax(C)分布关系进行统计,建立关系式:
若N比较大,说明信号的主要特征集是由多个小波分解系数来确定的,反之,则信号的主要特征中在较少的小波分解系数上。由此可见特征统计关系式的物理意义可以直接简单的表现出信号的特的点,与小波能量系数分析法相比更为简洁。
3 实验研究
3.1 磨削实验条件
本文采用的机床是杭州一机床产的SL500超精密平面磨床,磨削方式为手动磨削,具体磨削实验工艺参数如表1所示。

表1 磨削实验工艺参数
3.2 声发射(AE)信号特征提取
声发射信号采集本文采用的传感器型号为SR800,中心频率为800kHz;前置放大器为PAXII,增益值为40dB;声发射采集卡型号为SAEU2采集卡,采集精度为16位,信号分析处理软件用Matlab进行小波分析。系统方框如图4所示。

图4 声发射系统基本构成图
由于篇幅受限,本文只以实验得到的砂轮未钝化状态下的信号为例进行小波分解,图5为砂轮未磨损状态磨削原始信号。
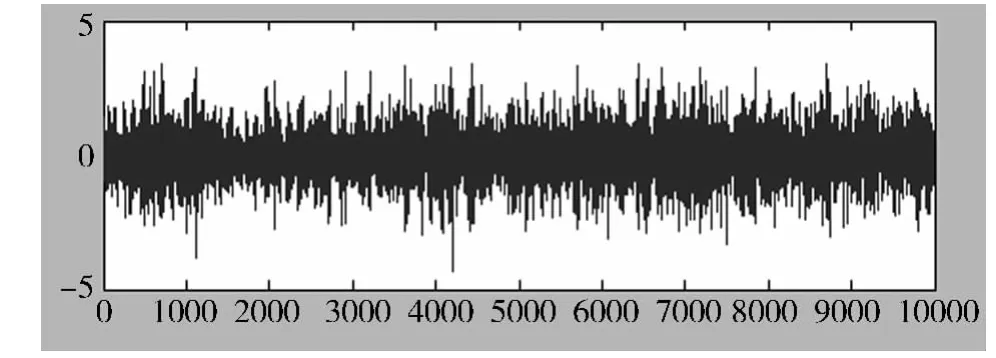
图5 砂轮未钝化状态下降噪后的原始信号
利用小波对其进行5层阈值降噪分解,重构后得到的5层分解如图6所示,a5是低频小波近似系数,d1~d5是高频小波细节系数。

图6 降噪后的5层小波分解
把该信号各层(频段)小波分解系数进行小波能量系数计算,小波能量系数分布如图7所示。
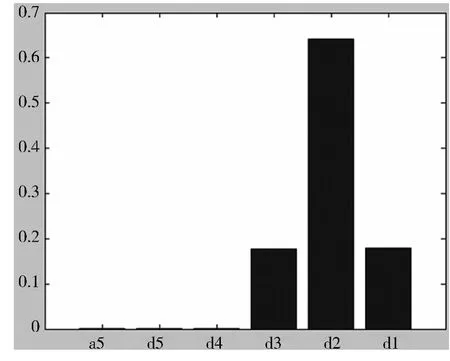
图7 砂轮未钝化的各层小波能量系数分布
用同样的方法对其他三种砂轮磨损状态(砂轮初期磨损、中期磨损和严重磨损)进行5层小波阈值降噪分解,并且计算出对应的小波能量系数。如图8所示,图中a、b、c分别是砂轮初期、中期和严重磨损的小波能量系数分布情况。
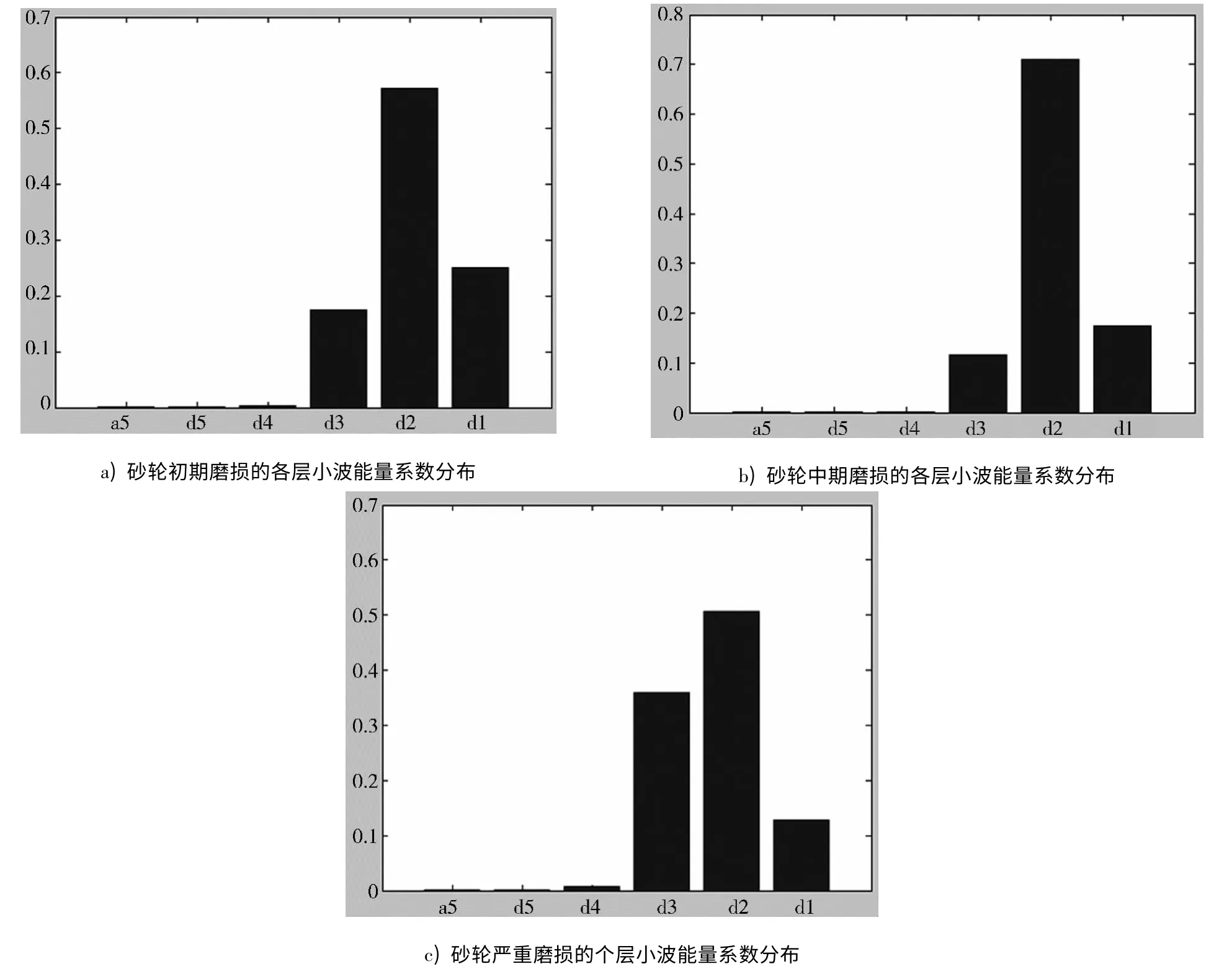
图8 其他三种砂轮状态下的各个小波能量系数分布
从图7和图8可以看出小波分解能量系数分布主要集中在d1、d2和d3上,而且分布情况基本相似,在神经网络中不易识别。为了避免这个问题,利用本文提出的小波系数特征统计分析法对d1、d2和d3进行小波系数统计如图9所示,由此可见,可以直观的将他们区分开,在神经网络中可以达到最佳的识别判断。在实验中,我们提取了砂轮不同磨损状态下的统计小波系数特征典型数据各30组,共计120组,为砂轮磨损状态识别做准备。
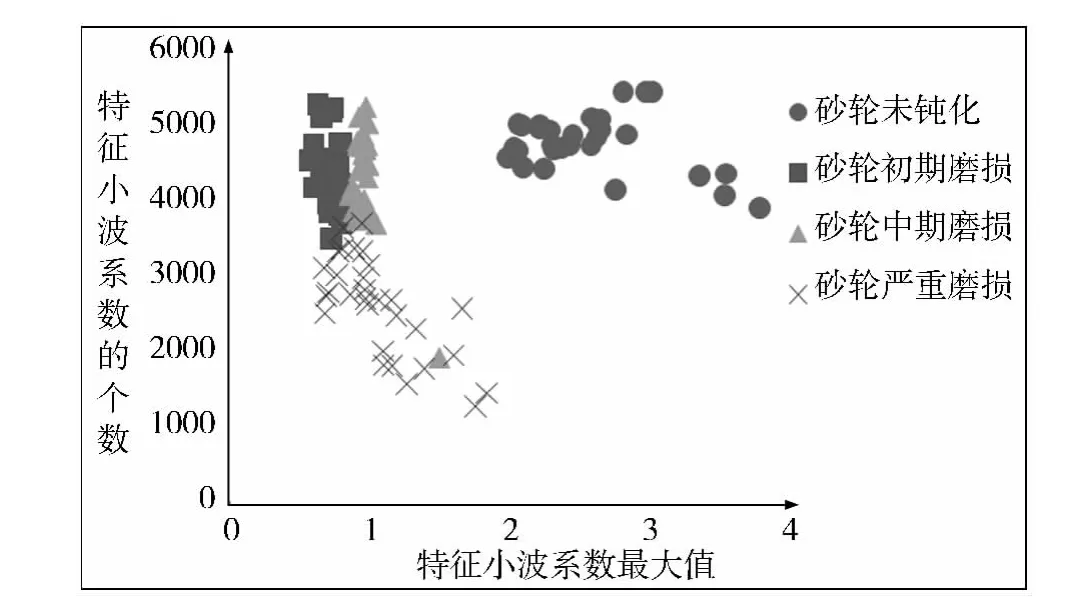
图9 特征小波系数统计分布图
3.3 磨削力测量系统与测量
本文采用瑞士Kistler公司的三向测力仪对磨削力信号进行采集,型号为9257B,测量范围在-12~25KN,测量精度在0.05%,分辨率为0.02N。磨削力测量系统如图10所示。
本文对砂轮磨损过程中各个阶段进行磨削实验,其砂轮为钝化的法向磨削力信号如图11所示,并且提
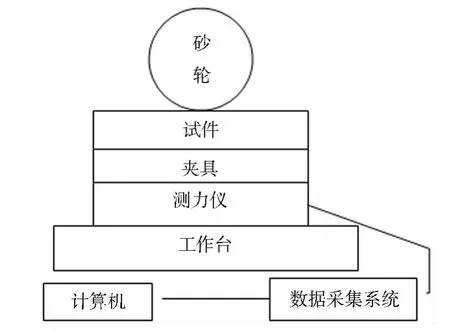
图10 磨削力测量系统示意图
取与声发射(AE)信号对应的法向磨削力数据各30组,共计120组,为不同砂轮磨损状态下的识别做准备,如表2所示。
图11 砂轮未钝化时的法向磨削力
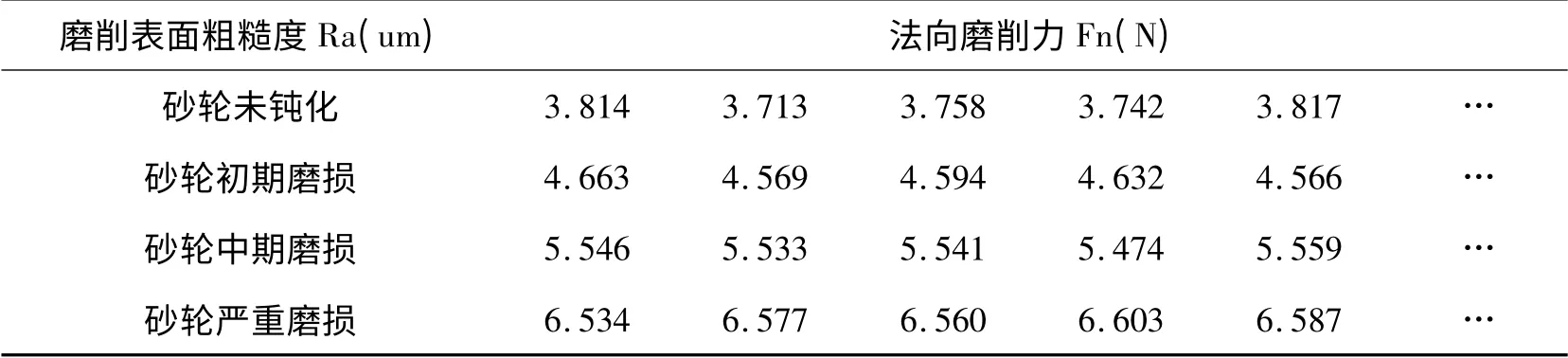
表2 不同砂轮磨损状态下的法向磨削力
3.4 砂轮状态识别
本文利用已训练好的神经网络模式识别模型对砂轮磨损状态进行识别,其砂轮磨损状态识别结果如表3所示。
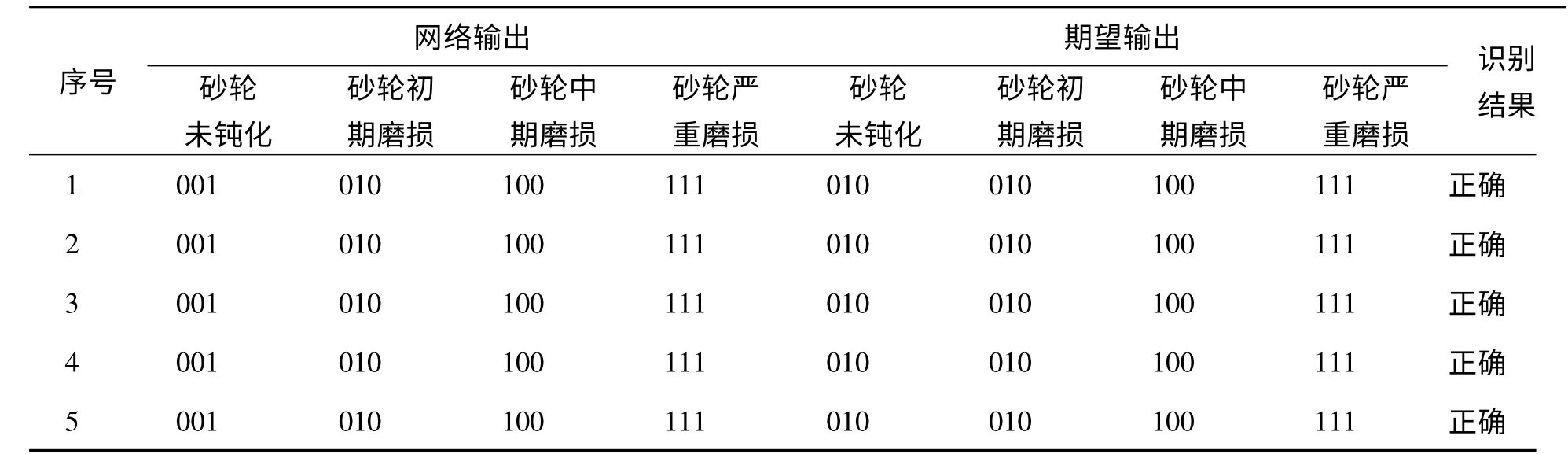
表3 砂轮磨损状态识别结果
可见神经网络模式识别非常准确,准确率可达98%以上,说明基于Matlab2011a版神经网络模式识别工具箱可以实现最佳的识别效果。
4 结语
本文利用法向磨削力与小波系数特征统计法相结合的方法,基于人工神经网络,对砂轮磨损过程中砂轮磨损进行监测。实验结果表明此方法可以简单、直接识别出砂轮磨损情况,这样就可以及时对砂轮进行修整,同时可以保证最佳的磨削加工质量,与小波能量系数法相比也大大提高了识别准确率。
[1]Karpuschewski B.,Wehmeier M.,Inasaki I.Grinding monitoring system based on power and acoustic emission sensors[J].Annals of the CIRP,2000,49(1):235-240.
[2]王强.刘贵杰.王宛山,基于小波包能量系数法的砂轮状态监测[J].中国机械工程,2009(3):285-287.
[3]刘贵杰.巩亚东.王宛山,声发射(AE)信号在砂轮钝化程度检测中的应用[J].精密制造与自动化,2002(3):24-25.
[4]张平.集成化声发射信号处理平台的研究[D].北京:清华大学,2002.
猜你喜欢
水文地质工程地质(2022年2期)2022-04-13
科技风(2021年19期)2021-09-07
电脑报(2021年25期)2021-08-27
失效分析与预防(2020年1期)2020-06-17
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
光学精密工程(2016年1期)2016-11-07
