用实验方法理解工件坐标系的教学改革尝试
2013-06-25 11:57张小锋
机械管理开发 2013年1期
尹 明,张小锋
(内蒙古科技大学机械工程学院,内蒙古 包头 014010)
0 引 言
数控技术的“工件坐标系”概念一直是数控编程教学中的一个难点[1],是数控技术课程教学中的瓶颈,与之关联的指令必须通过对刀这一实际操作过程来理解,不将此过程交代明白,数控技术课程教学质量就很难得到保证。让学生在操作数控机床过程中完成对刀,可以启发学生如何理解工件坐标系的概念,可以取得课堂教学中没有的效果[2]。以下介绍的数控机床的对刀方法,从实用角度介绍了常用的对刀方法——试切法,是一种易于学习和理解的对刀操作方法,对于帮助掌握工件坐标系的概念是其他方法无法相比的。
对刀就是确定工件坐标系与机床坐标系之间的关系以及刀具刀位点在工件坐标系中的位置。要让刀具在数控程序的控制下使加工对象相对于定位基准有正确的尺寸关系就要靠对刀来保证。对刀实际就是确定一个工件坐标系的位置。对刀问题处理得好坏直接影响到加工精度、程序编制的难易程度以及加工操作的方便性等。
1 对刀及其方法
在数控加工中,刀具刀位点的运动轨迹自始至终需要精确控制,并且是在机床坐标系下进行的,但编程尺寸却按人为定义的工件坐标系确定。如何确定工件坐标系与机床坐标系之间的位置关系,需通过对刀来完成,也就是确定刀具刀位点在工件坐标系中的起始位置,这个位置又称为对刀点,它是数控加工时刀具相对运动的起点,也是程序的起点。编制程序时,要正确选择对刀点。对刀点选择一般要求符合如下原则[3]:1)应使编制程序的运算最为简单,避免出现尺寸链计算误差;2)对刀点应选在容易找正,加工中便于检查的位置上;3)尽量使对刀点与工件的尺寸基准重合;4)引起的加工误差最小。
对刀的基本方法有手动对刀、机外对刀仪对刀等。手动对刀将工件工作面切一刀,测量出工件尺寸,再间接计算出对刀尺寸,这种方法已包括让刀具误差修正,所以最为准确。采用对刀仪对刀,成本高,结构复杂,换刀难,但占用机床的时间小,精度高,一般用于大型企业高精密加工。
2 数控车床试切对刀法
对刀前,应先进行手动机床回参考点操作,然后按图1所示,将一工件毛坯夹持于卡盘上,启动机床,以手动方式进行对刀,以90°外圆车刀为例,具体操作步骤如下:1)将车刀刀尖对棒料端面车一刀,然后轴向不动,半径向退出车刀,图1为其走刀示意图;2)MDI(单步)工作方式执行设置工件坐标系指令:G50X任意值 Z0;告诉学生,此时工件坐标系原点O被设置在端面上任意位置;3)将车刀刀尖对棒料外圆面车一刀,然后半径向不动,轴向退出车刀,图2为其走刀示意图;4)用卡尺测量车过的外圆,记下其值 ,并抄下CRT显示Z值z;5)MDI(单步)工作方式执行设置工件坐标系指令:G50X Zz;此时工件坐标系原点O被设置在端面上并且在所车过的圆中心,图3为工件坐标系位置示意图。

图1 切端面走刀示意图

图2 切外圆走刀示意图
工件坐标系设置完后,刀具的刀位点在工件坐标系中的位置就是CRT显示的坐标值。对于多刀加工时,其它各刀的对刀过程一样,将其余各刀的刀位点相对第一把刀的偏差值作为补偿值就可以实现连续加工。用上述方法对刀,步骤虽然繁琐了些,但是帮助学生理解工件坐标系的概念非常有利。
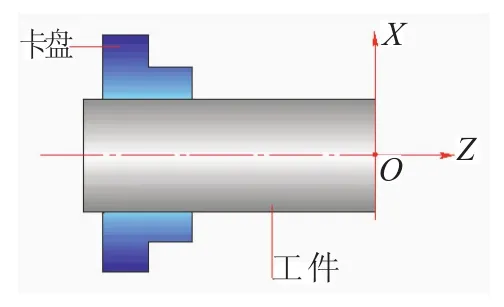
图3 工件坐标系位置示意图
3 结束语
通过对刀及刀具补偿,使编程中的数值按工件坐标系及零件标注尺寸来确定,从而简化数值计算,方便编程过程,使得编程时不必考虑刀具的尺寸及零件的安装位置,这是现代数控机床都具有的功能,学生理解和掌握工件坐标系和对刀是学好数控技术和掌握数控机床这一功能的关键,在实际操作过程中让学生领会此难点,无疑起到事半功倍的效果。
[1] 刘跃南.机床计算机实用数控加工技术[M].北京:机械工业出版社,1999.
[2] 高凤英.数控机床编程与操作[M].南京:东南大学出版社,2005.
[3] 赵杰.数控编程与加工技术(实训篇)[M].大连理工大学出版社,2004.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年2期)2019-03-06
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
山东工业技术(2016年15期)2016-12-01
发明与创新(2016年5期)2016-08-21
现代工业经济和信息化(2016年1期)2016-05-17