某660 MW汽轮发电机组漏氢量超标原因分析及处理
2013-07-06 03:26顾一明
电力工程技术 2013年1期
顾一明
(江苏射阳港发电有限公司,江苏射阳224346)
射阳港发电有限责任公司5号机组为超超临界660 MW燃煤发电机组,发电机选用东方电机股份有限公司生产的QFSN-660-2-22三相同步汽轮发电机。发电机采用水-氢-氢冷却方式,即定子线圈直接水冷,转子线圈直接氢冷,转子本体及定子铁心氢冷,定子出线氢内冷。发电机氢气系统采用闭式氢气循环系统,设计漏氢量为13~19 m3/d。密封油系统采用单流环密封油系统,密封油路分别进入汽轮机侧和励磁机侧的密封瓦,经中间油孔沿轴向间隙流向空气侧和氢气侧,形成了油膜起到了密封润滑作用,然后分两路(氢侧、空气侧)回油,保证发电机内氢气不外漏。机组于2011年8月5日结束168试运行投入商业运行。在机组分段调试、168试运行及投入商业运行初期,发电机漏氢超标现象严重,日漏氢量在40~50 m3/d期间,最大日漏氢量达到80 m3/d以上。为稳定机组安全运行及防范设备事故,机组运行中被迫临时降氢压运行,最高氢压由0.45 Mpa降至0.38 MPa,严重影响发电机运行的经济性和安全性。在发电机负荷不变的情况下,随着发电机氢压下降,定子铁心温度有上升的趋势。文中分析了机组漏氢量超标原因,并给出了处理办法。
1 漏氢原因分析
1.1 发电机内部氢气循环机理及漏氢
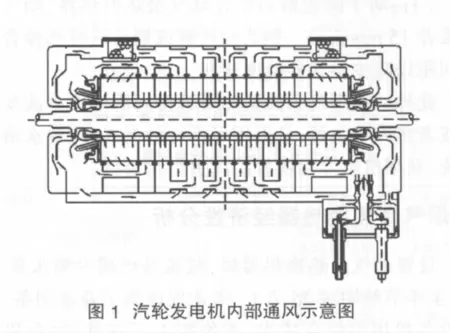
发电机采用径向多流式密闭循环通风(如图1所示),定子铁心沿轴向分为13个风区,6个进风区和7个出风区相间布置。安装在转轴上的2个轴流式风扇(汽、励端各1个)将氢气分别鼓入气隙和铁心背部;进入铁心背部的氢气,沿铁心径向风道冷却进风区铁心后,进入气隙;少部分氢气进入转子槽内风道,冷却转子绕组;其他大部分氢气再折回铁心,冷却出风区铁心,最后从机座风道进入冷却器;被冷却器冷却后的氢气进入风扇前,进行再循环。
整个定子出线装配采用氢气冷却,冷却风路如图2所示。氢气从铜导电杆上端的进风口进入导电杆内管,在底部转入双层铜管的环形空间,通过上部一特殊接头排入过渡引线,再由固定过渡引线的空心瓷套管排入出线罩的夹层风道后进入内外端盖间的低压风区。
发电机内氢气泄漏的途径较多且复杂,基本可分为2种:一是间接漏氢,主要指由于设备故障引起发电机内氢气系统窜入其他系统中造成的漏氢,如氢系统进入密封油系统、定冷水系统、封闭母线外壳等处;另一是直接漏氢,主要指因安装、制造不良产生法兰结合面、阀门内漏等造成氢气直接漏入到大气中。间接漏氢复杂且非常隐蔽,一般情况下不易查找,要靠辅助仪器、仪表检测,再通过分析判断、排查,最终确定漏点;直接漏氢可通过漏氢检测仪、卤素检测仪、肥皂水等简单的检漏方法找到漏点。
1.2 现场漏氢主要原因的确定
(1)发电机密封瓦故障。2010年8月15日运行人员通过漏氢检漏仪检测到发电机空气抽出槽排油烟风机出口含氢量较大,氢压0.38 Mpa时达到17%,将密封油氢气差压值由0.056 Mpa升至0.075 Mpa,风机含氢量下降为5%左右,初步判断密封瓦的密封性能不能满足要求。随后在跟踪检测过程中发现,随着发电机内氢压升高,风机出口含氢量也明显升高,在发电机内氢压0.41 Mpa时,风机出口含氢量上升至67%左右,按照阶段时间内的漏氢量测算,每天泄漏量达85 m3/d左右,可见密封瓦故障是造成发电机漏氢的主要原因之一。
(2)氢系统阀门、法兰检查。氢气干燥器排放门、气体置换排放总门、浮子油箱排空门、供氢安全门、供氢减压阀接头、发电机绝缘过热监测装置进口管道排污门、C氢冷器底部排污门、氢气干燥进口管道外接临时阀门(空气置换用)均存在不同程度的漏氢现象。
(3)发电机定子冷却水系统故障。人工检测和在线仪表检测定冷水箱上部空间含氢量为0,基本排除发电机定子线圈故障的可能性。
(4)定子引出线套管泄漏。根据在线漏氢仪表检测装置显示数据为0及其他表计综合分析,基本排除此处漏氢的可能性。
(5)氢冷器铜管泄漏。通过分析在线漏氢仪表显示数值,排除其漏氢可能性。
(6)发电机本体结合面法兰检查。在发电机氢冷器法兰周围,检测到A、B角附近的含氢量分别为12%,15%,进一步检查发现密封胶条有不同程度老化。
(7)转子滑环下导电螺钉或中心孔堵板密封不严,经检查未发现泄漏现象。
经过对可能造成发电机漏氢量超标原因进行逐一排查,最终确定发电机密封瓦间隙过大、氢冷器法兰漏氢是造成该发电机漏氢量超标的主要原因。
2 漏氢超标处理方法及效果
2.1 机组运行中漏氢超标处理
(1)加强发电机内氢气压力的监视,保证机组运行中氢压规定范围,达低限值时应及时补氢。
(2)加强发电机线圈温度的监视,若温度超限,应限负荷运行。
(3)保持厂房屋顶通风机运行,以便及时排出集聚在屋顶的氢气,防止局部达爆炸浓度极限。
(4)保持汽机油系统排烟风机和发电机密封油系统防爆风机工作正常,及时抽出漏入油系统中的氢气,发现其工作不正常应及时切换至备用风机。
(5)如果氢气泄漏集聚在某个区域,检测出氢气浓度在爆炸范围,应杜绝附近的一切火种,包括打手机、使用对讲机、启停设备等,打开门窗,加强通风,尽快让集聚的氢气散发。
(6)在发电机和氢管道附近区域需要动火,必须办理动火工作票,工作前必须检测区域范围内氢气浓度,必要时采取通风措施。
(7)氢气压力降低时,注意发电机密封油压、油氢差压、回油扩大槽油位等参数的变化趋势,防止发电机进油。
(8)补氢时操作氢气系统阀门应均匀缓慢,防止补氢速度过快,导致高速氢气流摩擦发生爆炸。
(9)氢气系统操作或检查时应使用铜制工具,以防发生火花;使用钢制工具时应涂上黄油;禁止穿化纤衣服,鞋底禁止钉钉子;
(10)定期试验备用交、直流密封油泵,保证其在异常情况下能及时、正常投入运行;必要时适当提高油氢差压值,以减少泄漏量;
(11)氢气泄漏引发火灾或爆炸应按《运行规程》破坏真空紧急停机处理,现场要备足CO2,以便事故排氢用。
2.2 发电机主要漏氢点处理方法及效果
(1)密封瓦解体检查及处理。2011年9月18日至27日停机停运期间,对发电机密封瓦进行解体检查,发现汽测、励侧密封上、下瓦均有深度为0.2 mm的划痕,如图3所示,同时密封瓦和轴颈间隙均超出设计标准。
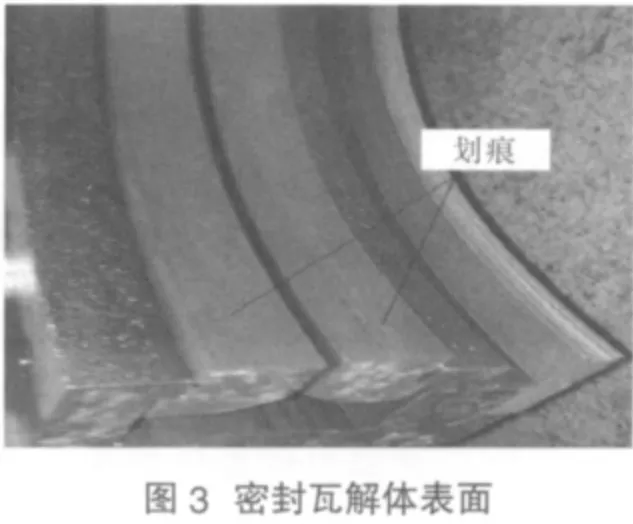
处理办法。考虑到密封瓦打磨工艺较复杂,时间较长,将汽端、励端密封瓦全部更换,更换后的新密封瓦间隙均符合有关标准(如表1所示)。
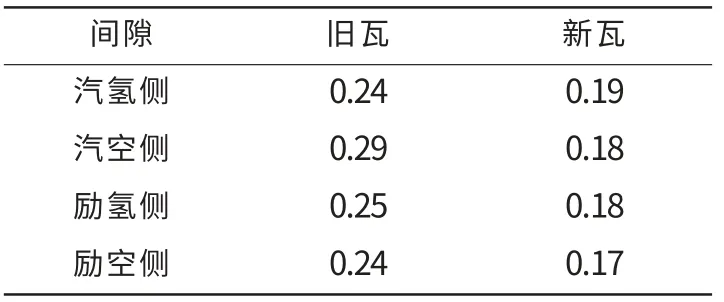
表1 密封瓦间隙尺寸 mm
(2)内漏阀门。分别进行更换阀门,或者加装二次门,其中发电机绝缘监测装置进口排污门解体检查发现阀芯上沾有一小块焊渣,清理打磨后正常。
(3)利用机组停运期间更换A、B、C、D氢冷器法兰垫片,并刷涂耐油硅酮密封胶。
(4)为防止发电机底部油水长期聚集造成相关法兰密封片产生油水腐蚀,一方面,加强对发电机氢冷器底部的定期排污,另一方面针对耐油硅酮密封胶老化造成新的漏点,利用停机期间,对发电机外连接管道法兰密封垫片全部进行更换,彻底消除了漏点。
(5)处理后的效果。发电机主要漏氢点经过处理后,在机组投运前后进行了发电机气密封性试验。2011年9月28日至30日期间,汽轮发电机组盘车状态下(1.5 r/min),发电机氢系统严密性试验结果平均值为8 m3/d。2011年10月15日至19日,汽轮发电机组运行后(3 000 r/min),发电机氢系统严密性试验结果平均值为15 m3/d(如图4所示)。
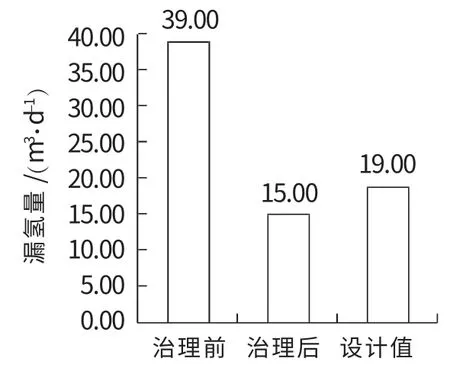
图4 发电机漏氢治理前后比较
采取相关措施后,发电机的漏氢量得到明显改善,达到了制造厂家的设计要求,满足了机组安全运行。需要说明的是机组启停前后的数值差反映了发电机密封瓦由静态到动态转换过程中泄漏量的变化,虽然机组启动后发电机氢系统泄漏量有所增加,但仍在厂家合同规定允许范围内。
2.3 后期运行防范措施
(1)从密封瓦的磨损量来看,主要原因是在机组调试及试运行期间,润滑油及密封油系统杂质较多造成的,所以运行中必须加强汽轮发电机组的油质监视,定期取样化验分析,同时要保证在线油处理装置无故障情况下不得退出运行。
(2)严格执行发电机大修后气密性实验、氢气冷却器气密(或水压)试验和回装后的整体气密试验等气密试验,不合格严禁机组启动。
(3)对密封瓦和瓦座装配的间隙严格把关,控制在标准范围内。
(4)建立监测漏氢、排查漏氢点的定期工作制度,发现漏氢量大时及时查找原因,对发现的漏点要采取有效措施进行封堵,防止漏点进一步扩大而导致机组被迫停运。
(5)运行人员应熟悉氢气防火防爆知识和灭火技能,提高事故异常情况的应急处理能力。
3 结束语
为保证氢冷发电机的安全运行,避免由于氢气外泄引起爆炸等重大事故,正常运行中应加强发电机氢系统检查、维护、氢气泄漏量定期测算及排查工作,由于系统较为复杂,在发现发电机漏氢量增大等异常情况时,应进行系统检查和分析,从可能的情况逐一排查,找到漏氢的真正原因并加以预防和处理。解决氢气泄漏的关键是提高安装检修工艺水平,保证密封瓦、阀门及附属配件的产品质量,同时应加强油质监督。
[1]陶苏东.电气设备及系统[M].北京:中国电力出版社,2006.
猜你喜欢
石油石化绿色低碳(2022年4期)2023-01-06
防爆电机(2021年3期)2021-07-21
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
微特电机(2019年2期)2019-02-25
制造技术与机床(2018年9期)2018-09-19
中国环境监察(2017年8期)2017-10-23
电测与仪表(2016年18期)2016-04-11
现代制造技术与装备(2015年4期)2015-12-23
医学研究杂志(2015年12期)2015-06-10