
基于PLC的教学型雕铣机的设计与研究
2013-08-14 06:06李方
机械工程师 2013年5期
李方
(广东省技师学院数控技术系,广东博罗 516100)
1 引言
目前,我国培养数控加工技术人才主要依赖于职业技术学校,特别是中专和技校。数控加工技术人才的培养分为两个阶段,第一个阶段是数控原理和数控编程的学习;第二个阶段是数控机床的操作。通常学校在进行这两个方面的教学时是交互进行的。由于学生人数众多,学校在进行这两个方面的教学时往往显得有些力不从心。其主要原因是由于数控机床的成本很高,投资较大,学校的财力不足,一般情况下每所学校中所拥有的数控机床只有几台,甚至有些学校根本就买不起数控机床。在这种情况下,学生在学习数控机床操作时,却不能进行数控机床的实践操作,会对数控原理和数控编程的学习带来很大的影响。
针对这种情况,笔者设计了一款三轴联动桌面经济型教学用数控雕铣机,可解决学生没有机床进行实践操作的难题。
2 总体方案设计
2.1 工作原理

图1 数控机床原理图
常用的数控机床按图1 所示的原理图来进行设计。
将加工程序输入到数控系统后,数控系统对数据进行运算和处理,向主轴箱内的驱动电机和控制各进给轴的伺服系统装置发出指令。伺服装置接受指令后向控制三个方向的进给伺服(步进)电机发出脉冲信号。主轴驱动电机带动刀具旋转,进给伺服(步进)电机带动丝杠使机床的工作台沿X、Y、Z 轴移动,刀具对工件进行切削。
通常,数控系统一般由输入装置、存储器、控制器、运算器和输出装置组成。由于计算机本身含有运算器、控制器等单元,因此,这里的数控系统由带有相关软件的计算机来执行。

图2 三轴联动桌面经济型教学用数控雕铣机的原理图
伺服系统的作用是把来自数控装置的脉冲信号转换为机床移动部件的运动,使工作台精确定位或按规定的轨迹作严格的相对运动,最后加工出符合图纸要求的零件。笔者设计的三轴联动桌面经济型教学用数控雕铣机拟采用PLC 控制器控制步进电机来完成相关的动作。
机床主体主要是机械的执行部分,实现刀具对工件的切削。因此,三轴联动桌面经济型教学用数控雕铣机的原理图可用图2 来表达。
2.2 机床主体的设计
雕铣机要实现刀具对工件的切削运动,其机床主体通常由床身、运动部件、传导装置和运动源等部分组成。
(1)床身。大体可以分为焊接型和铸铁型两种。焊接型床身灵活多变,工艺较为简单价格适中。缺点是去除应力工艺较为繁琐。铸铁床身一次铸造成型不易变形,但因为铸造工艺的繁琐及铸造行业的特有性质其价格较高。
(2)运动部件。也就是俗话说的龙门。龙门的优劣关键在于材料的选择和工件精度。现有雕刻机龙门材料主要有铁质和铝质两种。铁质龙门价格低,但是因其重量过大而不被大多数厂家选用。铝制龙门质量轻、强度大,是现在的主导产品。为什么要质量轻的材质呢?因为摩擦力和压力成正比,所以质量越轻,摩擦力越小,对运动传导装置的损害越小,对步进电机电机的阻力越小,运动速度也就越快。
(3)运动传导装置。运动传导装置可以分为运动方式转换及直线约束两部分组成。运动方式转换是将步进电机的圆周运动转化为直线运动,在雕刻机上由有滚珠丝杠或齿条来完成。丝杠单位距离内运行精度高,但由于其结构原因,不可避免地存在累计误差。齿条的单位距离内运行精度低,但其往复运行的结构使其不会因运行距离而产生累计误差。直线约束装置俗称导轨,有圆形和方形两种,一般情况下丝杆和圆轨组合,这就是我们常说的丝杆机,方轨和齿条组合就是齿条机。质量的优劣除导轨的耐磨程度及摩擦系数外,最需要注意的一点就是其硬度及抗弯强度。对于导轨,滚珠丝杠建议选用进口产品,因为其与机器的寿命及性能密切相关。
三轴联动桌面经济型教学用数控雕铣机的机床主体如图3 所示。
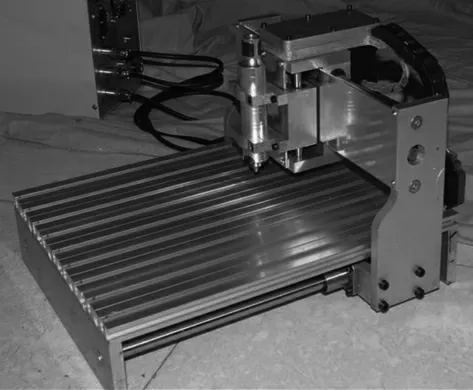
图3 三轴联动桌面经济型教学用数控雕铣机的机床主体图
2.3 步进电机的选择
步进电机是一种利用电磁铁的作用原理来实现固定步角旋转的电机。它能将电脉冲信号转变为角位移或线位移信号,以实现机床的进给轴的运动控制。在机床不进行超负荷运行的情况下,电机的转速和停止的位置通常只取决于脉冲信号的频率和脉冲数,而不因负荷变化而发生变化。即每给步进电机施加一个脉冲信号,则步进电机的转子转过一个确定的步距角。步距角越小,则机床的控制精度越高。常用的步距角一般在0.5°~3°的范围内。由于步进电机的误差只有周期性误差而无累积误差,故用步进电机来进行速度、位置等参数的控制就易于实现。
步进电机还具有以下特点:①步进电机具有良好的跟随性。由于步进电机的角位移与输入的脉冲数严格成正比,因此当步进电机转过一圈后没有累计误差,因此步进电机具有良好的跟随性。②由步进电动机与相应的驱动电路组成的开环数控系统,既简单、廉价,性能又非常可靠,并且步进电机也可以与角度反馈环节组成更高性能的闭环数控系统。③步进电机的转速可以在较宽的范围内进行平稳地调整,在低转速下也能获得较大的转矩,故在一般情况下可以不采用减速器而直接驱动丝杆进行工作。④步进电机的动态响应速度非常快,因此,易于实现启动和停止、正转和反转及变速等控制。
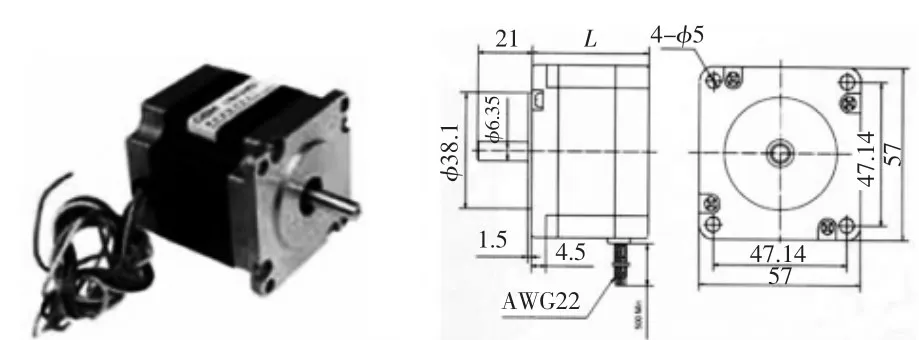
图4 57BYG 步进电机(示意图)
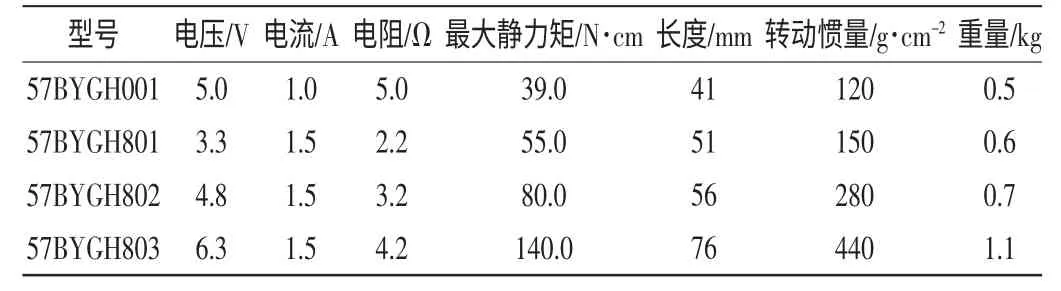
表1 57 系列步进电机主要技术参数
当前,较为广泛应用的步进电机主要是感应子式步进电机。常见的感应子式步进电机可以按相数分类:二相电机、三相电机、四相电机以及五相步进电机等;可以按机座号来分类,即取电机的外径作为分类标准:42BYG、57BYG、86BYG、110BYG 等感应子式步进电机。
根据以上步进电机的工作原理和工作特点,选用了57 系列的步进电机,步距角为1.8°,如图4 所示。其主要技术参数如表1 所示。
2.4 PLC 控制器的设计
由于步进电机不能象普通的直流电机和交流电机那样在直流电源或交流电源下使用,而需要用脉冲电源供电,因此,它必须由双环形脉冲信号、功率驱动电路等组成控制系统方可使用。这就需要设计一个用来控制步进电机进行运动的控制系统。
为了使数控雕铣机适合桌面经济型教学用,从缩小体积、降低成本这个角度出发,设计了一个PLC 控制器对步进电机进行控制。PLC 控制器采用了TA8435 芯片。TA8435 芯片是一种单片正弦细分二相步进电机驱动专用芯片。TA8435 芯片的工作电压在10~40V的范围内,输出电流平均可达1.5A,峰值在2.5A 左右;它具有整步、半步、1/4 细分、1/8 细分运行方式进行选择;而且TA8435 芯片具有正反转控制功能和带有复位功能引脚;可选择使用单时钟输入或双时钟输入。
PLC 控制器的电路原理如图5 所示。实物图如图6所示。
2.5 PC 机与PLC 控制器接口及软件选择
PC 机与PLC 控制器采用了并口连接的方式进行数据的转换和传递。为了使NC 加工程序能实现预定的功能,在PC 机中安装了MACH 软件进行转换和传递,也可安装KCAM 软件。如图7 所示为MACH3 软件的主界面。
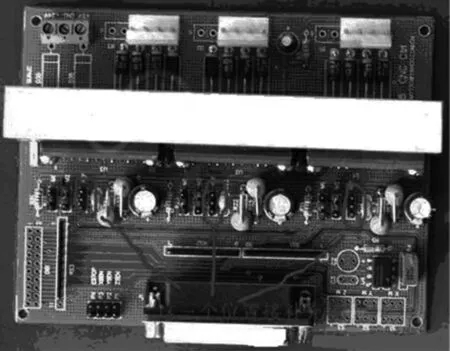
图6 PLC 控制器实物图

图7 MACH3 软件主界面
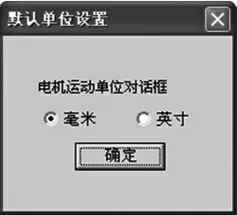
图8 单位设置对话框
在MACH 软件中,为了与雕铣机相适应,需要对该软件作一些相关的设置。利用主界面下的功能菜单进行“设置”。如图8 所示为电机运动单位设置;图9 所示为端口与引脚设置对话框;图10 所示为电机调整和参数设置对话框等。
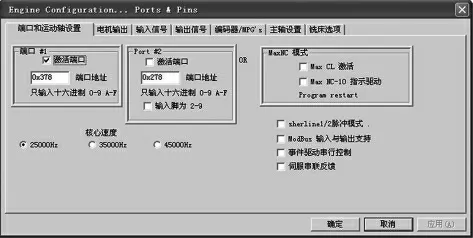
图9 端口与引脚设置
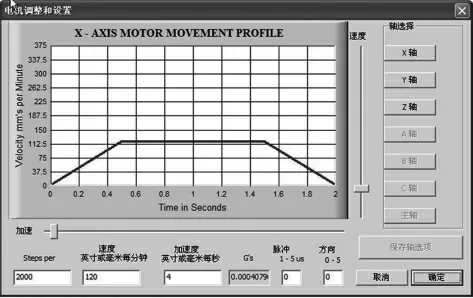
图10 电机参数
3 雕铣机的实例操作
通常,数控机床在工作过程中常用的方式有两种:(1)手工方式。直接在控制端输入指令的方式控制机床工作。(2)自动方式。将自动编程软件编写好的程序调入,来控制机床自动进行加工。
图11 所示为手工方式控制机床进行加工的软件界面。该界面为执行了G01 X10.Y10.F100 后的情况。图12为自动方式进行加工的软件界面。该界面为执行了一个CNC 程序文件中的情况。雕铣机的实际运动与该软件反映的情况相一致。

图11 手工方式

图12 自动方式
4 结论
本文所设计的雕铣机的机床其行程由丝杆决定(X 轴的行程为500mm,Y 轴的行程为500mm,Z 轴的行程为50mm)。整体外形尺寸约为550mm×550mm×100mm,适合采用单人工移动的方式搬动到教室中进行现场教学示范使用。经实践验证,投入的设备成本较低,教学效果良好,有较大的推广使用空间。若采用长度尺寸更小的丝杆,可进一步减小整体外形尺寸,更适合作为教具随身携带进入理论课堂使用。
[1]王润孝.机床数控原理与系统[M].西安:西北工业大学出版社,2009.
[2]林其骏.机床数控系统[M].北京:中国科学技术出版社,1991.
[3]关学忠,胡松.单片机与TA8435的步进电机细分控制[J].单片机与嵌入式系统应用,2006(3):76-77.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
金桥(2018年9期)2018-09-25
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年20期)2017-04-26
锻压装备与制造技术(2015年2期)2015-06-26
