
龙门刨床技术改造应用分析
2013-08-14 06:06常汝刚
机械工程师 2013年5期
常汝刚
(山东金岭矿业机械厂,山东 淄博 255081)
1 引言
原B2020 龙门刨床的工作台驱动由交流机组、直流发电机组、直流电动机组及交磁扩大机组成,控制调速系统为接触器-继电器系统。因当时的技术条件限制,整个系统存在以下问题:(1)设备使用时间已久,电器控制元件严重老化,设备故障率高,维修量大,维修费用大。(2)调速范围小,精度、加工工件的表面质量差。(3)效率低,能耗高。(4)低速易爬行,不稳定。(5)控制部分体积大,运行噪音大。为此,决定对该设备进行技术改造。
2 技术改造方案比较
目前旧龙门刨床的改造方案主要由主轴调速方案和相配套PLC 程序控制组成。主轴调速方案主要有可逆直流调速、交流变频调速、开关磁阻调速电机调速三种方案。(1)直流调速改造方案。系统主要由PLC 程序控制器、直流电机、可逆直流调速器、测速发电机(数字编码器)等组成,可保留刨台传动直流电机(或更换新的、效率较高Z4 系列直流电动机)。(2)交流变频调速改造方案。系统由PLC 程序控制器、通用变频器、交流电动机(如Y315S-8)、测速器等组成闭环系统。(3)开关磁阻调速电机调速方案。系统由PLC 程序控制器、开关磁阻调速电动机等组成,开关磁阻调速电动机(Switched Reluotance Drive,SRD),主要有开关磁阻电机、功率变换器、控制器与位置检测器四部分组成。
按以上三种方案,以55kW 电机电气控制、相同PLC配置成本、调速范围、额定转矩/低速转矩、维护工作量、可靠性几方面比较见表1。
3 技术方案具体实施
经过综合分析,拟采用直流调速改造方案,具体方案如下:主轴传动采用全数字直流电机调速系统。采用PLC可编程序控制器控制。增加铣削功能。
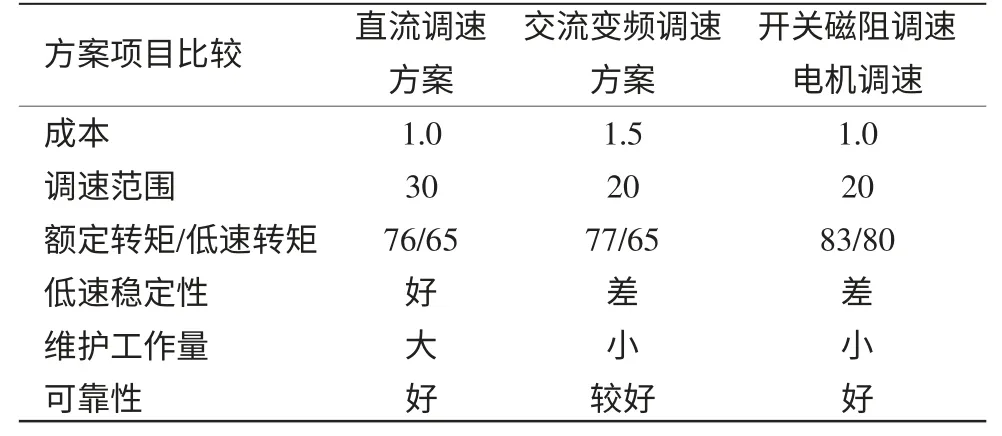
表1
整个系统主要由PLC 程序控制器、直流电机、可逆直流调速器、测速发电机、铣刨一体变速箱、7.5kW 铣头等组成。
(1)主轴调速部分。电机Z4-200-31直流电动机、ETD790全数字直流调速器、ZYS-100A 直流测速发电机做控制反馈、FX1N-60MR 编程序控制器等组成系统。因ETD790全数字直流调速装置是直接三相交流输入,直流输出的逻辑无环流的可逆调速系统,需要配套三相交流进线电抗器,4只快速熔断器及输入接触器。采用2只10kΩ 电位器分别用于前进和后退速度设定,而且速度可无级调节;另外保持正、反向点动及加减速的多段速度功能,点动速度可用软件设定,加减速过程中的多段速度用内部数学运算方式来实现。电动机正、反向换向采用回馈制动方式,电能回馈电网;正、反向自动多段斜坡加减速,减少机械冲击。
(2)铣刨选择。因铣削功能需要的变速范围大,一般>40,故选用铣刨一体变速箱,通过箱体上的操纵手柄来选择铣或刨,通过控制按钮站来控制7.5kW 铣头。
(3)工作台换向。工作台换向的6个限位开关改为光控无触点接近开关。
(4)电气控制系统。原润滑油泵电机的起动/停止,垂直刀架运动、侧刀架运动、横梁升降电机的起动/停止及自动回升的正反转、与工作台的保护联锁、时间联锁等,采用PLC 可编程序控制器及输出继电器模组。这样,使用过程中可通过察看PLC的输入/输出指示灯很容易判断各控制点的工作状态,查找故障快捷方便。继电器输出模组带有输出指示、保护熔电器,熔断器熔断指示、阻容吸收保护,用于隔离PLC 输出与负载,以及进行多重保护。
抬刀控制、垂直刀架与侧刀架的工作与快移仍采用原来的工作方式,但由PLC 来完成联锁控制。
4 实施效果经济分析
4.1 设备改造涉及的主要技术经济指标
与原设备比较,主要技术经济指标有所提高:①交直流机组更换为高效直流电机,电气效率由原来的58%提高到现在的88%,提高效率30%;②电机功率降低5kW;③故障率减少,大大降低了维护保养费用;④增加了铣削功能,可调速范围大,提高了工件加工质量及精度,提高设备综合效率20%。
4.2 设备改造技术经济计算
按两班制,龙门刨床一年运转天数240d,工时单价50元/h,工业用电平均电价0.75元/kW·h。
(1)年节电量
降低功率节电量:
5kW/h×16h/d×240d/年×0.75元/kW·h=14400元/年
提高电气效率:
[60kW/h×(1-58%)-55kW/h×(1-88%)]×16h/d×240d/年×0.75元/kW·h=53568元/年
年节电量:67968元/年
(2)提高设备综合工时效率,增加产值
50元/h×16h/d×240d/年×20%=38400元/年
(3)故障率降低,节约维护费
据统计,年节约维护费5000元,与原设备比较年提高价值:111368元/年。
4.3 设备改造实施前后的统计数据对照及应用效果
项目实施前、后的数据统计见表2。
B2020 龙门刨床技术改造采用目前成熟的直流调速技术。从方案论证、设计选型、实施到现在已两年,系统运行稳定,节能及效率提高明显。项目数控改造投资8.9万元,当年收回投资。
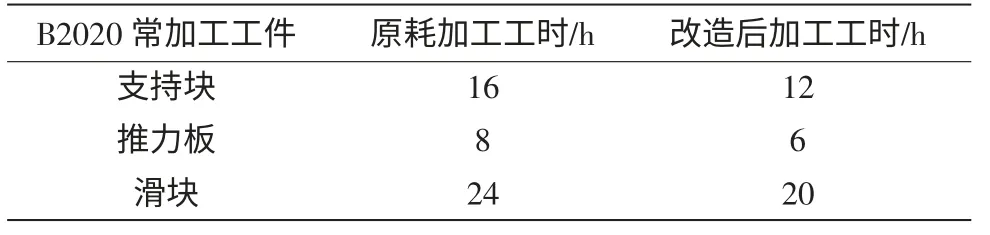
表2
5 结语
直流调速是目前成熟的技术,具有调速性能好、调速控制电路简单、可靠的特点,B2020 刨床技术改造后比原系统具有以下优点:(1)电机的启动电流小,启动力矩大,对电网无冲击。(2)系统闭环控制,动态响应快,满载无降速。(3)系统全数字控制,具有断电保护功能,避免工作台在意外停电时冲出床身;同时具有多种自保护功能,可靠性高。(4)制动转矩大,换向时越位距离小,返程速度快,提高了加工效率,也为类似设备改造提供了借鉴。
[1]史步海,张选正.特种电动机调速控制技术及应用[M].广州:华南理工大学出版社,2010.
[2]郑萍.现代电气控制技术[M].重庆:重庆大学出版社,2001.
猜你喜欢
大电机技术(2022年5期)2022-11-17
测控技术(2021年10期)2021-12-21
防爆电机(2021年4期)2021-07-28
通信电源技术(2018年3期)2018-06-26
电子制作(2017年1期)2017-05-17
电子设计工程(2017年20期)2017-02-10
电源技术(2015年11期)2015-08-22
电测与仪表(2015年10期)2015-04-09
淮南师范学院学报(2015年3期)2015-03-22
电机与控制应用(2015年1期)2015-03-01
