
连续退火炉炉辊应用及维护
2013-08-14 06:06孙国明肖文照侯煜
机械工程师 2013年5期
孙国明,肖文照,侯煜
(北京首钢冷轧薄板有限公司,北京 101304)
1 引言
连续退火炉是冷轧带钢生产的关键设备,炉内为氮氢混合还原气氛,通板速度高、质量好,全密闭结构,承载着带钢再结晶退火的功能。炉辊系统是带钢在炉内传输的关键设备,炉辊的使用状态直接影响着带钢的表面质量,因此,对炉辊进行有效的管理和维护,是带钢在炉内安全、有效、稳定运行的基础。
2 连退机组炉辊系统简述
连退炉辊系统包括转向辊、张紧辊、测张辊等[1],如表1 所示。
钢带垂直运行通过炉区,在每道次的末端由炉辊进行转向,这些辊子有相应的直径可使得钢带不会产生永久塑性变形。辊身被加工出要求的辊型,此辊型可满足钢带在炉内所需的自对中要求。辊子做喷丸处理以达到所需的粗糙度要求[2]。退火炉炉辊要实现预期的功能,根据炉内高温、微正压、还原气氛等复杂环境,就要求炉辊具有较高的耐磨性、抗结瘤、抗热冲击性能,保证辊面粗糙度,以及优越的自纠偏性能等。
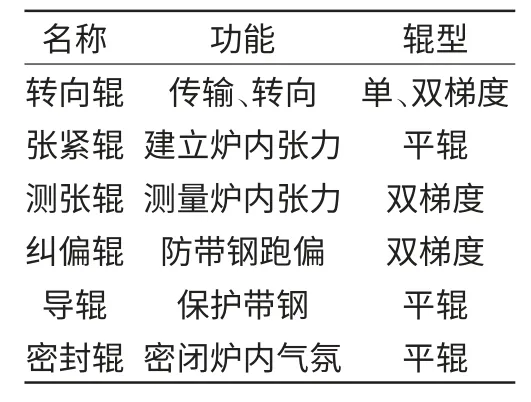
表1 连退炉辊系统主要结构功能及辊型
3 炉辊性能分析
3.1 炉辊辊型

图1 辊型图
由DREVER 公司设计的退火炉炉内辊辊型有3 种,其中高温段多采用双梯度辊,低温段多采用单梯度辊和平辊,辊型如图1所示。
按照炉段和炉内温度的不同,辊子分别带有几种不同的辊型,以补偿炉温和带温的不同而带来的辊身热膨胀的不同,尽量减小带钢的跑偏现象[3]。但同时凸度又不能过大,以免带钢产生瓢曲。影响选择辊型的因素主要有两点,一是带钢的跑偏,二是带钢的瓢曲,如图2 所示。
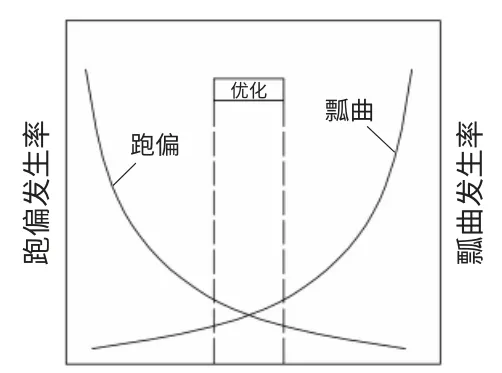
图2 炉辊凸度与带钢热瓢曲和跑偏的关系
3.2 粗糙度
DREVER 公司设计的炉辊粗糙度,中部为Ra6-8,边部为小于Ra0.8,以此保证带钢在炉辊上不会发生打滑现象,同时不会划伤带钢。
3.3 表面状态
炉辊的表面状态直接影响着带钢的表面质量,结瘤、硌坑、裂纹、粘结等都是影响因素,因此在炉辊维护中要尽量避免。
4 炉辊维护管理
4.1 辊型管理
辊型管理在实际生产中十分重要,虽然炉内具有纠偏辊,能够起到炉内纠偏作用,但是炉辊的自纠偏不可忽视,而自纠偏的机理,就来自于辊型。

图3 加热段实测辊型
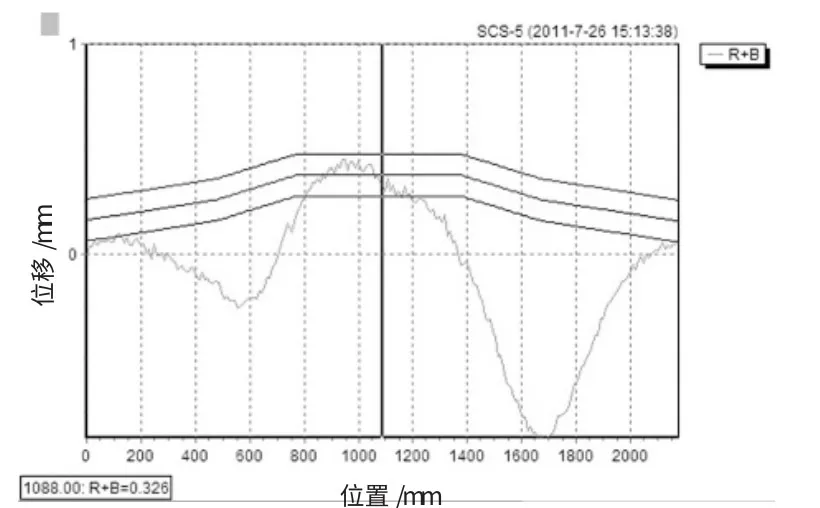
图4 冷却段实测辊型
首钢冷轧1850 连退机组退火炉的炉辊辊型管理,根据生产计划与设备的实际情况,平均每半年就对炉辊辊型进行一次测量,由于受停机时间限制,不可能对全炉炉辊进行测量,则分区域进行,顺序进行,一般顺序为从入口开始进行测量,本文以某次测量为例说明,如图3、图4 所示。
根据图3 可以看出,实际辊型并没有超出允许的辊型界限,可认为该辊型理想,能够继续使用,而从图4中可以看出,实测辊型已经超出允许界限,并呈现不对称状态,故从辊型方面来判断,此辊需要更换。另一方面,如果实测辊型平行超出允许界限,在一定数值内,并呈现一定的对称状态,也可以认为该辊辊型正常,能够继续使用。
4.2 粗糙度管理
在实际生产中,炉辊粗糙度的快速磨损,导致带钢打滑影响表面质量的事件时有发生,除去设计及制造工艺的影响因素外,在使用中对炉辊粗糙度进行掌控,也十分必要。在测量辊型的同时,可对粗糙度一并进行测量,可按如下方法进行,如图5 所示。
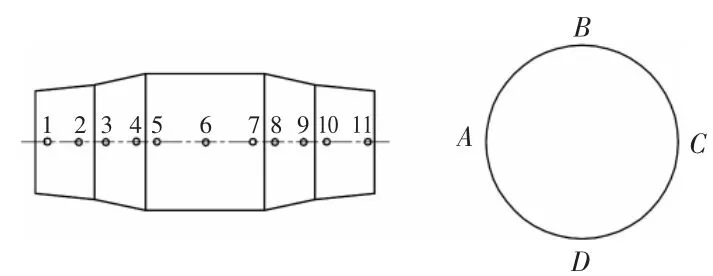
图5 炉辊粗糙度标点图
粗糙度测量中,在将炉辊圆周方向四等分的A、B、C、D 四个方向上确定四条线,在每条线上取 11个测量点,依次进行测量,并对应记录,确认粗糙度是否超出范围。当然,测量点越多,也就越能真实体现实际状况,但同时要考虑现场测量的实际环境以及时间限制等。理论上,由DREVER 公司设计的粗糙度在Ra6-8的范围内合适,但在实际生产中,通过试验,粗糙度在Ra5.1 和Ra8.4 时,同样满足要求,因此,我们确定的使用范围为Ra5-8.5。
4.3 表面状态管理
针对炉辊的结瘤、粘接等因素,除了保证炉子的密闭性外,定期进行清理是必要的。通过实践,高压干冰清理是比较理想的清理方法。通过高压干冰粒子对炉辊粘结物进行打击清扫,能够有效地清理掉污物,随着干冰的雾化蒸发,不会对炉辊造成任何伤害。
5 结语
根据首钢冷轧1850 连退机组退火炉炉辊的使用状态,对其影响因素进行了分析,并提出了炉辊维护的相应方法,从实际生产来看,效果十分理想,当然,影响带钢质量的因素还有很多,还需要进一步的研究,以便为炉辊能够长期、有效、稳定的运行提供保证。
[1]连退机组退火炉功能描述[Z].DREVER,2007.
[2]杨静.连退炉内炉辊的选择与优化设计[J].工业炉,2011(6):23-27.
[3]王彬.连退炉辊凸度控制技术在预防带钢瓢曲上的应用[J].梅山科技,2009(4):14-16.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
橡塑技术与装备(2021年16期)2021-08-27
上海金属(2021年4期)2021-07-28
上海金属(2020年6期)2021-01-04
机械设计与制造(2018年11期)2018-11-12
商业文化(2016年36期)2016-03-01
建筑工程技术与设计(2015年22期)2015-10-21
塑料包装(2014年2期)2014-11-29
