
基于VERICUT的数控钻铣加工仿真研究
2013-08-15 09:39崔娜王贵和于天彪
机械工程师 2013年5期
崔娜 ,王贵和,于天彪
(1.铁岭师范高等专科学校,辽宁 铁岭 112001;2.辽东学院,辽宁 丹东 118003;3.东北大学,沈阳 110004)
1 引言
21 世纪被称为计算机时代。产品的市场竞争日趋激烈,客户对产品多样化和个性化的要求越加迫切,市场竞争的核心是产品创新,产品创新主要体现在对客户的响应速度和品质上。随着计算机技术的不断提高,现代制造技术逐渐向集成化方向发展。传统的物理样机的产品研发已经越来越无法满足多变的、持续发展的市场需求,数控钻铣将铣与钻的功能融为一体,实现钻、扩、铰孔和铣削加工,是我国数控机床发展的趋势,研究数控钻铣复合加工对提高我国制造业水平具有重要意义[1-2]。本文以某机床责任有限公司的ZXK5140B为研究对象,对数控钻铣床相关技术进行研究。
2 机床模型的构建
VERICUT7.0 带有建模功能,但其所能创建的内部实体模型相对比较简单,可以进行简单的仿真,为此,首先基于Pro/E 建立模型,以*.stl 文件格式导入到VERICUT软件中,VERICUT 将实际机床实体按照运动逻辑关系进行分解,并为各部件构筑相对较为简单的数学模型,然后按照它们之间的逻辑结构关系进行装配,实现工作台的移动和各旋转轴的旋转运动等[3-4]。
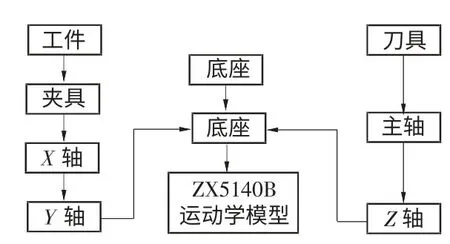
图1 机床结构拓补关系
根据机床各部件间的运动逻辑关系,建立机床各运动轴组件的拓补结构,按照拓补关系添加相应的机床组件。模型主要分为六大部分:即底座和立柱不动部分;Y 向运动部分;X 向运动部分;Z 向运动部分;机床夹具部分;毛坯工件部分。其拓补结构如图1 所示。
VERICUT7.0 提供了多种类型的组件,可以描述加工中的三维实体模型,包括机床基础件、X/Y/Z 轴、主轴、毛坯、夹具和切削刀具等组件[5-7]。组件定义了实体模型的功能,通过增加模型到组件,使组件具有三维尺寸及形状。基于上述机床的拓扑结构,遵循机床各运动部件间的逻辑结构关系和运动依附关系,构建了机床的组件树,如图2 所示。

图2 机床组件树结构及模型
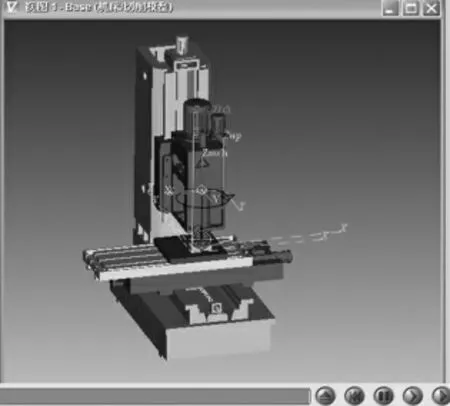
图3 钻铣床模型
由图中可以得出,各组件间的依附关系和机床的拓扑结构一致,各组件的坐标轴方向即为各运动轴的运动方向。X 轴依附于Y轴运动,夹具与工件依附于X 轴运动,刀具与主轴依附于Z轴运动,而刀具与主轴做旋转运动。基于所构建的机床组件树,将机床零部件模型读入组件树中,构成机床的仿真几何模型。在实际加工过程中,底座、立柱、Z 向进给电机为不动组件,因此将其添加到base 组件树中去,其它各组件的添加可遵循机床各运动部件间的逻辑结构关系和运动依附关系进行,所构建机床模型如图3 所示。
3 仿真参数的设定
利用UGNX6的数控加工功能可以实现2~5 轴的铣削加工,根据加工零件的结构特征和加工精度的要求选择合适的加工方法,并在UGNX6的数控模块强大的仿真环境中观察生成刀具的路径及其整个加工过程[5]。
为了对刀以及VERICUT 仿真方便,将工件坐标系设置在毛坯的边缘以简化数控加工程序,UGNX6 输出的程序需要与VERICUT中的程序相吻合。将各部件导出坐标均设置在主轴前段中心处以便于定位,因此,在UGNX6 与VERICUT中坐标系应相差一个刀具长度的Z 向距离。实现正确的刀具切削仿真,需要建立合理的程序零点坐标,程序零点选在零件三个方向的边缘交点,如图4 所示。
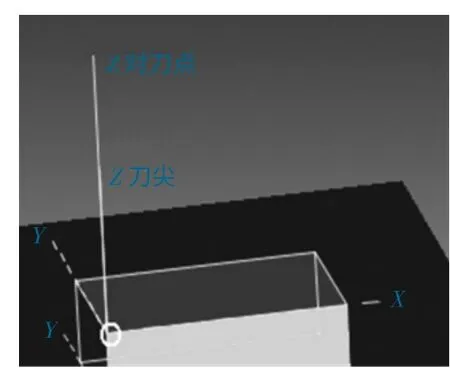
图4 程序零点坐标
机床的运动主要包括X 向进给运动、Y向进给运动、Z 向进给运动和主轴回转运动,机床各轴的运动方向可以由机床各部件的依附关系中的各轴方向进行调整,考虑到该数控系统能识别G 代码程序,因此给机床配置fan160m 控制系统。
4 钻铣加工过程仿真的实现
数控钻铣床所能实现的主要功能包括三轴联动铣削的加工及钻床加工,分别对铣削加工和钻削加工进行仿真。
4.1 铣削加工仿真的实现
铣削是钻铣床的主要功能,其运动方式主要包括:主轴和刀具的回转运动,X 轴进给运动、Y 轴进给运动和Z轴进给运动。以所建立的机床模型为基础,在主件模型书中添加已建立的刀具模型,设定fan160m 数控系统,将UGNX6中输出的数控程序代码读入组件树中,实现铣削加工过程的仿真,如图5 所示。
由仿真结果可以得出:(1)在铣削加工仿真过程中,各个进给运动没有出现超程现象,说明机床仿真参数的设定和数控驱动系统选择合理;(2)刀具与所设定的机床各部件没有出现干涉报警提示信息,说明机床结构设计合理,数控程序代码加载正确;(3)获得理想的工件模型,说明所构建的机床模型能够完成三轴联动的铣削运动。

图5 铣削加工过程仿真
4.2 钻削加工仿真的实现
钻削加工以主轴和刀具的回转运动、Z 轴进给运动为主,同时具有X 轴和Y 轴进给运动,将UGNX6中输出的数控程序代码读入组件树中,将VERICUT中机床模型复位,其仿真过程如图6 所示。

图6 钻削加工过程仿真
由图6 仿真结果可以得出:在钻削加工仿真过程中,进给运动没有出现超程现象,刀具与所设定的机床各部件没有出现干涉报警提示信息,说明机床模型结构和数控驱动系统选择合理,数控程序代码加载正确,可实现钻削加工。
5 结论
针对数控钻铣加工的特点,建立了机床模型,以*.stl文件格式导入到VERICUT中,建立符合实际机床结构的组件树,定义机床各导轨的运动方向,添加刀具库并在UG中输出的数控代码程序,选择与机床匹配的数控系统,进行机床的铣削和钻削的加工仿真,仿真结果表明,所建立的机床模型是正确的。
[1]刘伟达,等.基于虚拟样机技术的数控机床现代设计方法[J].机电产品开发与创新,2005,18(1):119-121.
[2]杨明亚,杨涛.机床立柱动态特性的分析[J].机械制造与自动化,2007,36(1):29-31.
[3]高兴军,等.基于DEFORM 3D 不锈钢钻削机理的仿真研究[J].工具技术,2011(4):17-20.
[4]杨军,等.基于DEFORM 3D的钻削力仿真研究[J].工具技术,2007,41(4):50-53.
[5]庞新福.平面铣削加工过程计算机仿真分析[D].昆明:昆明理工大学,2008.
[6]杨胜群,等.VERICUT 数控加工仿真技术[M].北京:清华大学出版社,2010.
[7]白皛,刘斌,张云杰.Pro/ENGINEER 数控加工与VERICUT 综合应用程序[M].北京:清华大学出版社,2009.
猜你喜欢
制造技术与机床(2018年9期)2018-09-19
电子技术与软件工程(2017年24期)2018-01-17
制造技术与机床(2017年9期)2017-11-27
海外华文教育(2017年6期)2017-08-07
制造技术与机床(2017年3期)2017-06-23
软件工程(2016年11期)2017-01-17
水电站机电技术(2016年1期)2016-02-28
电子工业专用设备(2015年4期)2015-05-26
电机与控制应用(2015年3期)2015-03-01
物理与工程(2011年5期)2011-03-25
