
常压储罐底板检漏仪的设计及其空气运动学数值模拟
2013-08-21 09:30任国栋
机械管理开发 2013年3期
侯 静,任国栋
(新疆维吾尔自治区特种设备检验研究院,新疆 乌鲁木齐 830011)
0 引 言
大型立式圆筒形储罐是石油和化工等企业用来储存液体原料及产品的主要设备。由于目前原油、化工产品的进出口量日益增多,越来越多地需要使用大型储罐,石油和化工储罐的大型化是一种发展趋势。但是,当储罐的容积增大,其罐底占地面积大,造成的危害也相应增大,对储罐的基础沉陷要求也提高,如果基础沉陷过大,就有可能造成罐底板变形,造成的应力过大,储罐底板焊缝就可能会出现裂缝。因此,底板承受的压力最大,最危险,故对储罐底板检测显得尤为重要。
1 常压储罐底板的设计
相比前面所提的罐顶、罐壁的设计,大型立式储罐罐底的设计同样不可疏忽。罐底除了承受储罐自身的重力外,还要受到储液的静力和基础沉降所产生的附加力等,罐底板边缘部分受力状况非常复杂。
1.1 排板方式
我国现行的三个标准均明确规定,储罐内径在12.5m以下的罐底板可以采用不设环形边缘板的形式,当储罐内径在12.5m以上时,罐底板应设边缘板[1]。罐底板本身所受的应力较小,但罐底边缘由于受到罐壁、储液、基础环梁等的作用,因而对罐底边缘板的要求比较高。对储罐内径在12.5m以上的储罐,其底板的边缘板厚度与其相联接的罐壁壁板的厚度有关,各自对应的数值在我国现行的三个标准中均有规定。

图1 条形排版罐底图

图2 弓形边缘板罐底
1.2 石化标准底板设计要求
根据SH 3046—92的设计要求,罐内直径小于 12.5 m时,罐底宜采用条形底板,如图1;罐内直径大于 12.5 m时罐底宜采用弓形边缘板,如图2。底板接头可采用搭接或对接或搭接与对接组合[2]。罐底板的搭接接头,如图3。

图3 罐底板的搭接接头
2 底板检漏仪的设计
2.1 底板检漏仪的工作原理
底板检漏仪与被检测底板理想状态时保持密封,经过软管与检漏仪上部出口孔与真空泵入口相连。当底板检漏仪内部压力小于外部压力是,就形成压力差,使得检漏仪外部气体有进入内部的趋势。如果底板有泄漏的地方,就可以通过浇过发泡水或肥皂水的底板上看到有气泡产生,便可断定泄漏的部位。
2.2 底板检漏仪的设计模型
考虑到底板检漏成本,以方便快捷实用的思路来设计检漏仪。利用大型三维模型设计软件UGNX4.0进行设计,首先建立搭接底板模型,再在搭接底板模型上面装配一个矩形容器,顶部留有60 mm孔,是用来与泵连接抽气的出口孔。材质设计为透明的有机玻璃或工程塑料,如图4所示加工。

图4 检漏仪设计模型
2.3 最终模型的确立
最终建立的三维模型,如图5所示,从侧面看留有一定的间隙。尽管不同的罐底搭接厚度大致一样,但是还是有一些是不一样的,比如常见的有10 mm,15 mm厚的钢板搭接。但是也有其他厚度的钢板搭接,为了提高在任意厚度搭接底板都能使用的概率,故设计有如图6所示的缝隙。但是在检漏仪外部四周固定薄而软的橡胶,在外压力的作用下最好能使软橡胶紧密与地板贴紧,而实际过程中仍然是不可能做检漏仪与地板完全密封的。所以在检验过程中,大致两侧的孔最大是10~15 mm,尽管如此,依然不会影响到检验检测的。

图5 在模型放在罐底侧面图

图6 在模型放在罐底正视图
3 真空检漏仪的空气流场数值模拟及检测有效区的测定
3.1 检漏仪空气进出口的设定
如图7所示,左下侧和右下侧都有直径约15 mm的小孔,用来假设软橡胶与搭接底板的缝隙。实际检验过程中,缝隙并非是圆形,这里保守地取直径为15 mm的小孔来模拟缝隙,具体模型,如图7所示。由图8可以看出,内部空气流场分布不均匀,从流线来看,形成了涡流。因此,此模型从动力学角度来考虑,是不适宜的。应该更改模型结构。但考虑是常压设备,此模型已足以满足检验需求。

图7 数值模拟缝隙等效三维模型图
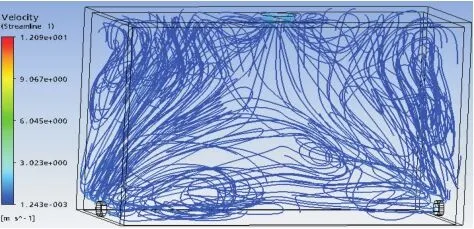
图8 检漏仪中的空气流线分布特性
3.2 空气在检漏仪中的速度矢量分布
由图9可以看出:流体在两个进口和一个出口流速都比较快,在左侧形成速度较快的涡流,这对于检测是不利的。由图10看出,空气的速度流向与大小,有的地方速度快,有的地方速度慢。空气的速度流向均由两小孔流入空气,流向出气口。而且在出口正对的底部几乎是没有空气到达的地方,所以此地方为最理想的地方。可是这样的地方面积很小。用标尺测的长度约为110 mm,用标尺测得空气小孔入口两内侧15 mm内是有效检测区。

图9 空气在检漏仪中的流场速率分布

图10 空气在检漏仪中的流场速度矢量分布
3.3 空气在检漏仪中的压力梯度分布
3.3.1 压力梯度
由于气压分布不均匀而作用于单位质量空气上的力,其方向由高压指向低压。有时又称为气压梯度力。事实上并不是真正意义上的“力”,它其实是由于气压不同而产生的空气加速度(即单位质量所受的力)。它是产生从高气压区向低气压区的空气加速度的原因,产生风。
3.3.2 压力梯度力的计算
对水平气压梯度力进行分析。
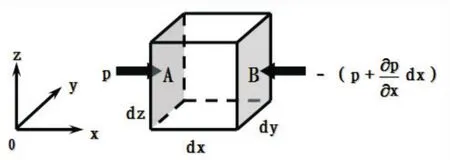
图11 单元受力

因此,作用于单位质量空气块上的净压力(气压梯度力)G

由于气压梯度:﹣▽p,气压梯度的方向:垂直于等压线,由高压指向低压。所以,气压梯度力的方向:垂直于等压线,由高压指向低压。
同理,可以推出:

其中,水平气压梯度力是形成风的原始动力。所以,图12空气在检漏仪中的平面压力梯度分布情况,说明进出口的压力梯度比较大,最大值达到(2.6×102)kg·m-2·s-2,它的矢量方向,如图13所示。三维压力梯度的最大值也为(2.6×102)kg·m-2·s-2,但是它的方向却与二维的不一样。但是两者的共同点是形成了风。这对检测有效检测长度和气泡的形成是非常不利的。

图12 空气在检漏仪中的平面压力梯度分布

图13 空气在检漏仪中的三维压力梯度分布
4 结 论
1)模型的设计可以满足检验需求。但是泵的功率不能太大。否则影响检测有效区域。通过图8、图10,用标尺测得空气小孔入口两内侧15 mm内是有效检测区。
2)由图12和13得出,检漏仪内部有风的形成,这对检测是非常不利的,影响气泡的产生和观察。
3)模型内空气流线光滑,平缓,尽量没有涡流的产生和风的形成。
4)对于常压储罐,可以满足基本的检验要求。
5)对于常压储罐的对接和搭接底板均可实用此检测仪。方便快捷,低成本,高效率的完成检漏任务。
总之,大型立式圆筒形储罐的使用是目前国内外的发展趋势,设计与制造简单检漏仪等方面的一些问题是十分必要的。根据多年从事大型立式储罐检验,将设计的模型投入应用,效果良好。为今后的此类设计工作奠定了一定的基础。
[1] 中国石油化工总公司.SH 3046—1992石油化工立式圆筒形钢制焊接储罐设计规范[S].北京:中国石化出版社,1992:3-5.
[2] 陆志良.空气动力学[M].北京:北京航空航天大学出版社,2009.
猜你喜欢
汽车维修与保养(2018年6期)2018-09-10
装备制造技术(2018年12期)2018-02-26
科学与财富(2017年12期)2017-05-16
真空与低温(2017年1期)2017-03-15
化工管理(2017年9期)2017-03-05
石油化工应用(2016年1期)2016-12-01
化工管理(2016年28期)2016-10-26
化工管理(2016年24期)2016-03-13
西南石油大学学报(自然科学版)(2015年4期)2015-08-20
断块油气田(2014年5期)2014-03-11
