
无径支罗钻热处理工艺
2013-08-28 06:39安徽嘉龙锋钢刀具有限公司243131赵步青
金属加工(热加工) 2013年3期
安徽嘉龙锋钢刀具有限公司 (243131) 赵步青
无径支罗钻如附图所示,它是由通用高速钢或低合金高速钢和65钢经摩擦焊而制成的特殊钻头,技术含量较高,热处理难度大,高速钢钻头a部位硬度要求56~61HRC;过渡区域b部位硬度不得高于钻尖硬度;其余及柄部硬度为30~45HRC。要求变形小,3个不同部位硬度值一步到位。现介绍笔者实施的热处理工艺,不妥之处请批评指正。
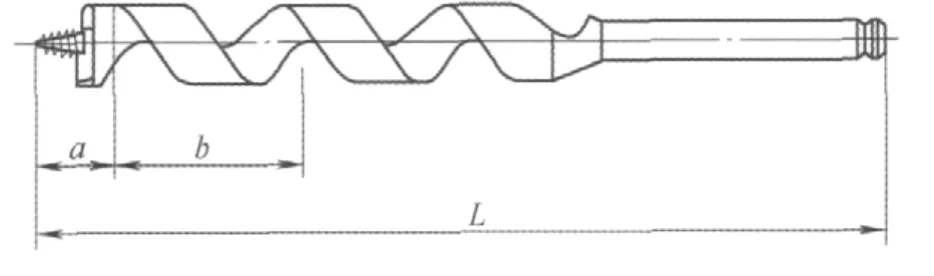
无径支罗钻示意图
1.摩擦焊件的退火
摩擦焊时产生高温,在焊缝两侧很小区域内产生较大温差,焊后若直接空冷,高速钢一侧将发生马氏体转变,65钢和未受热部分则为索氏体+珠光体组织,由于比体积的差异,将引起很大的组织应力,以致产生开裂。为此,焊后工件应立即放入650~730℃的炉中保温,待料罐装满后再保温1~2h,使之发生珠光体转变,然后直接升温至840~860℃×3~4h退火,炉冷至500℃以下出炉空冷。
如果无法实施上述工艺时,应将焊后保温温度调整至740~760℃,保温时间延长至2~3h,使焊缝两侧充分转变为珠光体+索氏体组织。炉冷至500℃以下出炉空冷至室温,然后再装炉退火。摩擦焊的退火温度应比高速钢锻件退火温度稍高一点,目的是强化扩散作用,提高焊缝强度。焊缝高速钢部分退火后硬度应<255HBW。高速钢刀具摩擦焊后的质量检验按JB/T6567《刀具摩擦焊接质量要求和评定方法》执行。
值得注意的是,不少民营企业对焊后保温及退火不太重视,往往是刀具淬火开裂了才找原因,不进行全面分析,而是简单地归之于热处理工艺不合理,有失科学。
2.热处理工艺
(1)预热 设计合适的淬火夹具,因65钢的淬透性较差,工件装夹不能太紧密,否则会影响淬火硬度;也不能太松散,一般以3~4mm间距较好。先入450℃左右的井式炉预热30min左右,然后移到800~815℃的中温炉预热,连同柄部全部入浴,预热时间原则上根据工件直径计算,但经实践验证,小于φ40mm的工件预热4~6min即可。
(2)加热 将预热好的工件立即转入高温盐浴炉加热,加热温度视钻头刃尖用材而定:W6Mo5Cr4V2、W9Mo3Cr4V钢为1170~1180℃,W4Mo3Cr4VSi、W3Mo2Cr4VSi钢1150~1155℃。高温加热时将柄部提出浴面,超过焊缝加热淬火。自真空高压气淬接柄刀具成功后,很少有人再怀疑超焊缝淬火会开裂。超焊缝淬火的理由是:改善焊接后的原始组织,考验了焊接质量,提高了焊缝的强度,节省了高速钢。该工艺高温加热温度较低,超焊缝加热没问题。
高温加热时间(严格地讲叫浸液时间)是从实践中摸索出的经验数值,直径在10~40mm的支罗钻,加热时间在40~60s之间选择,它属于不完全加热,有助于减少变形。
(3)冷却 此工步为核心技术,采用非常规的特殊工艺,但能起到事半功倍的效果。在高温炉中快速加热后,迅速转移到800~810℃的盐浴中分级,分级时间同高温加热时间,分级时连同柄部全部入浴,应认真实施,分级温度和时间必须严格控制。800~810℃一次分级冷却后,立即转移到260~280℃硝盐中作第二次分级,分级时间同预热时间,即4~6min,得到马氏体和贝氏体的混合组织,支罗钻柄部硬度的控制关键在此。分级后出炉空冷。
处理后,高速钢刃部的淬火晶粒度为HSS钢12级,HSS-L钢为11~10.5级,刃尖硬度62~65HRC;65钢柄部的淬火后硬度为40~50HRC。
(4)回火 工件冷却后不必清洗,置于专门的回火筐内,回火工艺为360~410℃×60~90min,回火后冷却至室温清洗干净,逐一检查弯曲状态,超过工艺规定者需校直。
3.结语
按上述工艺处理后的无径支罗钻,刃部硬度58~60HRC,柄部38~45HRC,符合工艺要求,出口多年,外商满意。
(20121018)
猜你喜欢
政工学刊(2021年12期)2021-12-22
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年7期)2019-07-22
现代机械(2018年1期)2018-04-17
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
大型铸锻件(2015年5期)2015-12-16
焊接(2015年9期)2015-07-18
组合机床与自动化加工技术(2014年12期)2014-03-01
