水喷射泵在氯气尾气吸收中的应用
2013-09-28 03:52朱寸英李艳莉
中国氯碱 2013年5期
朱寸英,李艳莉
(邯郸市新阳光化工有限公司,河北 邯郸 056000)
邯郸市新阳光化工有限公司作为一个集氯碱、农药于一体的综合性化工企业,在氯气加压输送及多种尾气吸收过程中一直采用纳氏泵抽真空系统来抽送吸收液氯充装尾气,耗能高、耗硫酸量大、检修工作量大、噪音大。因此,寻求高效、节能、经营费用低且操作简单的新型真空设备取代纳氏泵,具有十分重大的意义。2010年7-9月,进行了水喷射泵试验,试验采用50TS P—0.0973--100水喷射泵代替正在使用的YLJ—300/3.0纳氏泵。通过对2种设备试验对比,取得了明显效果。
1 纳氏泵
1.1 纳氏泵系统简介
在化工生产中,纳氏泵作为抽吸或加压干燥氯气、氯化氢、氢气等而得到广泛的应用。它采用98%的硫酸作循环液,广泛用于农药、树脂、石油化工、电解化工等化工行业;如果选用水做循环液,还可以用来抽吸氮气、乙炔、乙烯等不溶于水的多种化工气体。
1.2 纳氏泵工作原理
纳氏泵泵壳呈椭圆形,其中装有叶轮,叶轮上带有很多爪形叶片。叶轮旋转时,液体在离心力作用下被甩至四周,沿壁形成一椭圆形液环。壳内充液量应使液环在椭圆短轴处充满泵壳与叶轮的间隙,而在长轴处形成2个月牙形的工作腔。工作腔内各叶片间的空隙形成逐渐由小变大的密封室,将气体吸入,然后由大变小,将气体强行排出。泵内所充液体,必须不能与气体起化学反应。
1.3 工艺流程配置及使用情况
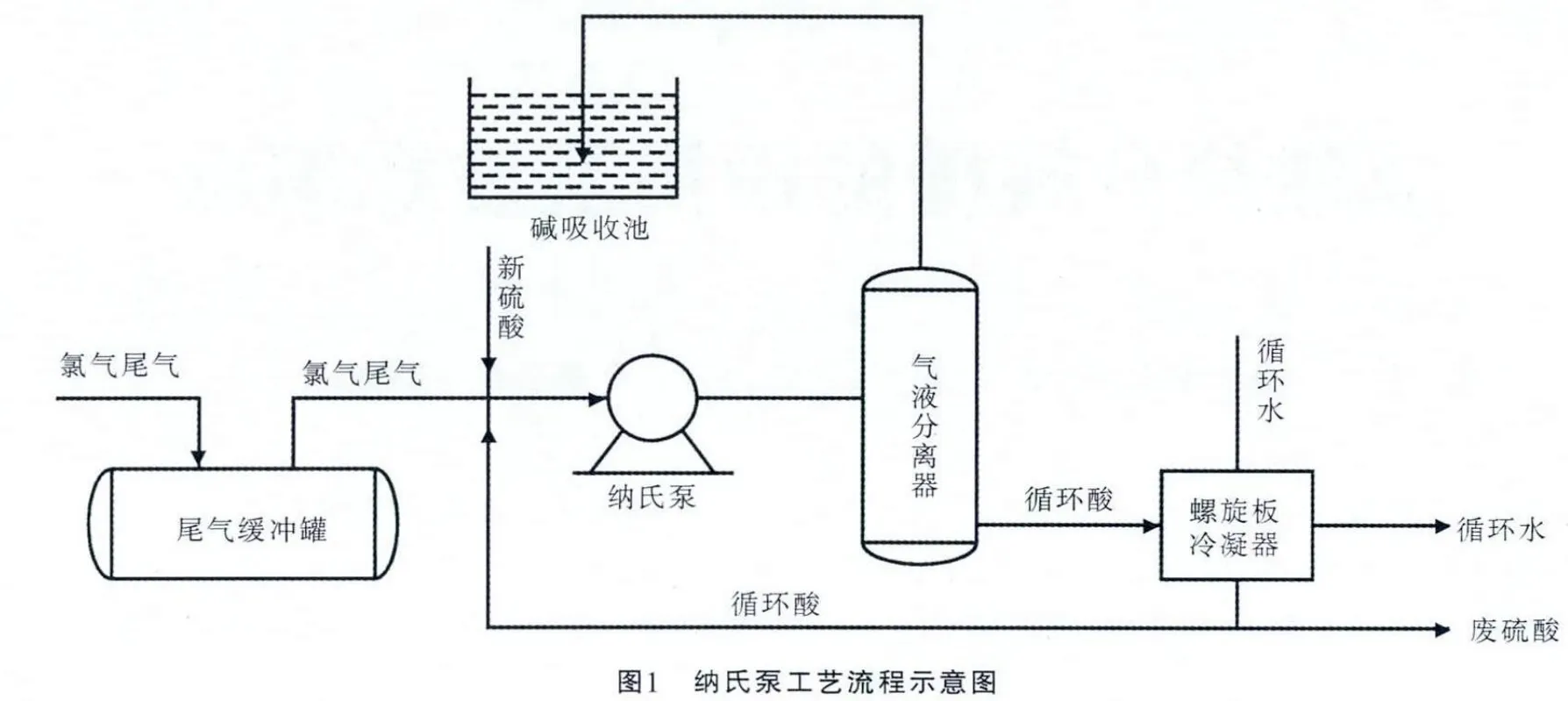
纳氏泵工艺流程见图1。
氯气尾气经尾气缓冲罐缓冲后被纳氏泵抽走,经气液分离器排入碱池或碱吸收塔被碱液吸收。纳氏泵中的98%硫酸循环液经螺旋板冷却器冷却降温后循环使用,浓度降到93%时再换新酸,废酸打至废硫酸罐中。
该工艺在使用过程中,出现了许多问题。
(1)在液氯充装钢瓶过程中,使用频率低,纳氏泵长时间处于空转状态。
(2)纳氏泵、螺旋板冷却器维修、更换率太高。
(3)消耗硫酸。
(4)能耗高。
2 水喷射泵
2.1 水喷射泵系统简介
在精细化工生产装置中,当生产系统要求真空度不太高时,常用一定压力的水作为工作液体,用水喷射泵来产生真空。水喷射泵中水的流速度为15~30 m/s,属于粗真空设备,常用于液体的蒸发、混合、提升、悬浮固体及聚状物的输送和混合。由于水喷射器有产生真空和冷凝蒸汽的双重作用,更适用于腐蚀性气体及毒性气体存在的场合,而且该设备结构简单,无运动部件,安装、操作管理都方便,所以应用极为广泛。
2.2 水喷射泵工作原理
水喷射泵是利用水流高速喷射获得真空,其工作原理是利用离心泵所提供的一定压力的液体介质,通过喷嘴将压力能转化为高速动能,使吸气室形成真空而将吸气口气体或液体带入喉管,并进到扩散管进行乳化形成高速混合流。若被吸气体是可以凝结或可溶性的,则在高速射流表面,大部分气体可被凝结成液体;若是非凝结或非溶性气体,则在吸气口被吸后,通过扩散管排放。
2.3 工艺流程配置
水喷射泵真空工艺流程示意图见图2。
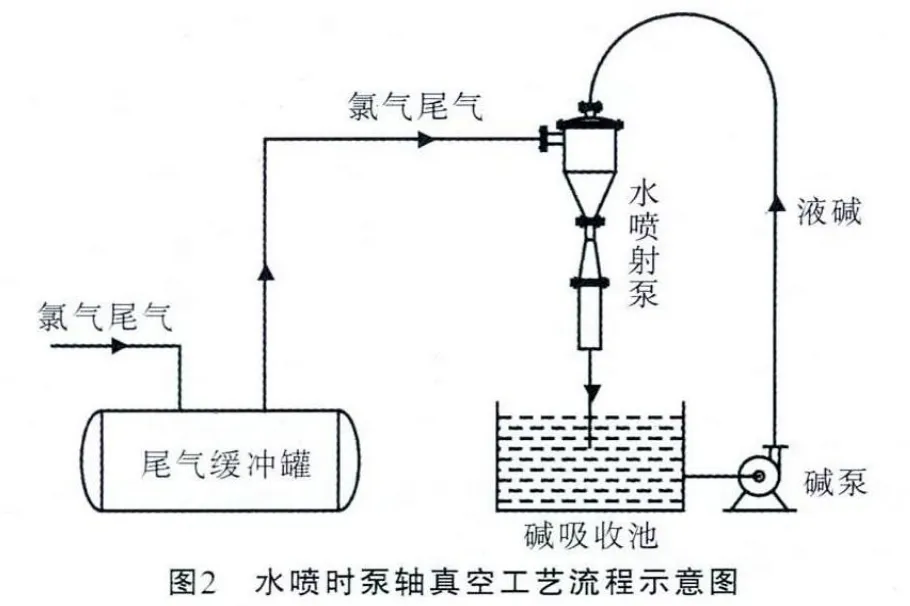
碱循环泵抽送液碱至水喷射泵形成真空,氯气尾气经缓冲罐被抽到水喷射泵中,碱与氯气接触进行反应,进入碱池再循环,当液碱的浓度降低到一定时,更换碱液。
2.4 设备性能
型号:50TS P—0.0973--100
吸气量:100 m3/h
真空度:0.097 3 MPa
配化工泵:80FS P—50型
为提高吸收能力,选用高扬程的IHF80-50-200泵代替80FS P—50型离心泵,吸收能力提高20%。该泵参数为电机功率:15 kW;流量:50 m3/h;扬程:50 m。
3 纳氏泵与水喷射泵抽真空工艺在氯气抽真空中的使用对比情况
(1)水喷射泵工艺中,氯气尾气直接在水喷射泵中完成吸收。纳氏泵抽真空靠硫酸循环才能形成真空,必须增加硫酸循环冷却工艺。
(2)水喷射泵工艺中所用设备有碱吸收池、尾气缓冲罐、碱循环泵及电机、水喷射泵。纳氏泵抽真空工艺包括碱池、尾气缓冲罐、纳氏泵及电机、螺旋板冷却器、气液分离器、浓硫酸罐、废硫酸罐。其中,碱池及尾气缓冲罐为2种工艺均必须使用的设备,而水喷射泵工艺中其他设备一套约为一万元,纳氏泵系统中其它设备约为四万元,水喷射泵工艺可节约设备费用约三万元。
(3)水喷射泵工艺中没有复杂的操作。纳氏泵抽真空操作过程中,启动泵加硫酸及换硫酸工作非常繁锁,需要操作人员技术熟练。
(4)水喷射泵工艺中的碱循环泵以及水喷射泵在该公司也有使用,维修率很低,几年之内,基本勿需维修。纳氏泵工艺由于操作复杂,在操作及使用过程中容易造成设备的损坏,约3个月大修1次,三大件共需约一万元。螺旋板冷却器约一年更换1次,约一万元,纳氏泵与螺旋板1年设备维修费用共需约二万元。
(5)水喷射泵工艺中除碱之外,不需其他原料。纳氏泵工艺中每年耗硫酸约一百吨。
(6)水喷射泵工艺中电机功率为15 kW,纳氏泵工艺中电机功率为55 kW,按一年365天,电机每天运行10 h计算,水喷时泵年降耗电约14.6 kW·h(不包括冷却硫酸的电耗)。
(7)纳氏泵工艺操作过程麻烦,在操作及使用过程中,容易发生氯气泄漏及硫酸烧伤等安全事故。
(8)在纳氏泵工艺中使用硫酸作循环液,产生大量废酸,在泵或管道维修过程中或密封处都会产生一些酸排放。
4 结论及建议
(1)水喷射泵和其配套的离心泵,均为钢衬耐腐蚀泵,泵的机械强度、耐腐蚀以及耐温急变性能,均能达到氯气、碱、次氯酸的要求。
(2)抽气量计算:在尾气吸收操作中,抽气量最大的是钢瓶充装前的抽气,经计算约为0.87 m3,按操作时间1 min计算,每小时抽气量约为五十二立方米,完全满足使用要求。
(3)在尾气吸收操作过程中要求最大的真空度为0.055 MPa,水喷射泵的真空度为0.097 3 MPa,满足使用要求。
(4)水喷射泵使用液碱作吸收液,液氯工段有4个碱吸收池,可满足使用要求。
(5)该抽真空泵系统工艺简单,操作方便,尾气直接与吸收液在泵内完成吸收过程。
水喷射泵抽真空工艺至今已经使用3个月,在使用过程中在真空泵的气体进口处容易出现盐的堵塞现象,经过改进,已经得到解决。
建议:水喷射泵代替纳氏泵在氯气生产或氯气使用企业的尾气吸收过程中应用,具有能耗低,噪音小,维修工作量小等优点,有利于节约能源,减少投资和生产经营费用,改善劳动条件和工作环境,且获得较好的技术经济指标。
猜你喜欢
中国氯碱(2022年10期)2022-11-22
中国高新科技(2022年13期)2022-10-15
中学生数理化·高一版(2020年2期)2020-04-21
中国医药指南(2019年24期)2019-09-20
消费导刊(2018年10期)2018-08-20
船舶标准化工程师(2015年5期)2015-12-03
中学化学(2015年5期)2015-07-13
浙江大学学报(工学版)(2015年1期)2015-03-01
治淮(2013年1期)2013-09-10
高中生·职教与就业(2013年3期)2013-05-30