
西门子S7-200 PLC在树脂自动定量装置中的应用
2013-10-09 01:27广西玉柴铸造厂机体车间玉林537000郑海彪
金属加工(热加工) 2013年3期
广西玉柴铸造厂机体车间 (玉林 537000) 郑海彪
在我厂机体车间制芯工段,生产工序是利用添加了一定量的不同树脂的型砂,经过混砂机系统进行混砂搅拌后,送入射芯机制作所需的各型号砂芯成品。型砂的质量对后续生产至关重要,因此,在混砂前加入的树脂量就尤为关键。
原来在该工序生产作业时,型砂混制所需的两种不同树脂(I号、II号树脂,下同),均是采用人工方式加注,即使用量杯手工量取树脂量,然后倒入混砂机系统中,树脂加入量误差大,操作时间长,导致型砂质量不稳定,一直处于不受控状态。同时,人工加注树脂劳动强度大,环境污染问题突出。因此,车间提出了树脂自动定量加入型砂的要求,以达到型砂质量稳定可控的目的。
1.树脂自动定量装置的功能要求
树脂自动定量装置的功能有手动、自动两种控制方式。其中手动方式控制过程分为I号、II号树脂分别吸入至设定的定量位。至定量位停止吸入动作后,树脂同时吹入混砂机型砂中,树脂降至空位后停止吹入动作和多余树脂的吸入定量筒等。I号、II号树脂的吸入定量筒动作、吹入混砂机动作和树脂回吹树脂罐动作,均要求手工分别进行控制才能起动并完成相关功能。根据混砂工艺要求,该装置还具备自动控制功能并采用单循环的控制方式,即在自动控制方式下,I号、II号树脂分别自动吸入至各自定量位,等待起动吹入混砂机。在树脂全部吹入混砂机工序完成后,系统马上进行树脂自动吸入定量筒工序,准备下一次混砂使用。这样,减少了树脂吹入混砂机系统的等待时间,符合混砂工艺要求。
2.装置的系统构成
树脂自动定量装置具体由树脂定量筒、树脂管路、气阀组系统及电气控制系统等组成。其中定量筒、树脂管路、气阀组系统安装在树脂柜中,电气控制系统单独安装,由西门子S7-200 PLC及其外围元件构成。
(1)PLC控制系统 树脂自动定量装置的电气控制系统由西门子S7-200 PLC及外围元件(起动按钮、开关电源、感应限位开关、电磁气阀及故障报警指示灯等)和电缆线组成。
(2)I/O地址分配 根据树脂自动定量装置的功能要求,PLC所需I/O点数为14点输入、10点输出。各输入、输出地址定义见附表,其中输入元件按钮采用单态点动式,为了避免误操作,在程序中设置了上升沿动作条件。
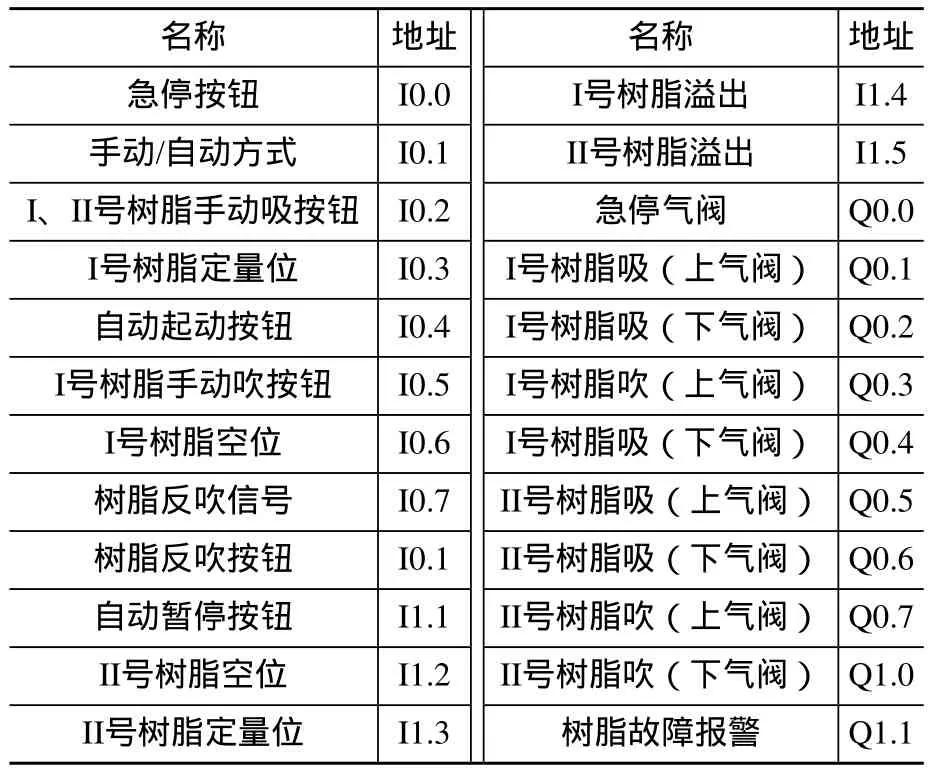
I/O地址分配及功能表
在输出点中,通过DC24V继电器的通断来控制各气阀电磁线圈的动作,提高了PLC的抗干扰能力。
(3)PLC程序设计 在程序设计中,主要是实现I号、II号树脂自动吸入量筒至设定的定量位后,等待指令把两种树脂一起吹入混砂机系统中进入混砂过程。由于I号、II号树脂的加入量不同,流动性不一致,在吸入量筒后不会同时到达各自的定量位,并且树脂吸入时会产生大量气泡,使定量值不够准确。另外,I号、II号树脂在吹入混砂机时,也不会同时到达各自的空位,再者当出现由于气阀损坏或其他因素导致一种树脂不能及时完成吹入动作时,混砂机已经混砂,会导致型砂报废的事故产生。因此,解决上述问题是程序设计过程中的重点和难点。
整个控制系统功能分为手动控制和自动控制两种方式。首先是手动控制方式,通过把开关设置在手动位置,打开急停按钮,按下手动吸入按钮,PLC输出信号,打开I号、II号树脂相应的吸入气阀,树脂被自动吸入量筒,到达设定的定量位后,光电限位开关返回信号到PLC,PLC系统继续保持若干秒的吸入输出信号后关闭气阀,以消除树脂气泡的影响。当按下手动吹入按钮后,PLC输出信号打开I号、II号树脂相应的吹入气阀,树脂注入混砂机进行混砂,树脂吹空至量筒空位后,感应开关返回信号到PLC即完成一个工序循环。其中,PLC控制系统在I号、II号树脂吹出至量筒的各自空位过程中,若两者完成动作的间隔时间超过设定时间,则报警提示故障,并停止继续动作。
当在自动控制方式时,把开关设置在自动位置,打开急停按钮,I号、II号树脂自动吸入量筒至定量位后,等待指令把树脂吹入混砂机,此时按下自动起动按钮,树脂自动吹入混砂机进行混砂。完成吹出树脂动作后(即I号、II号树脂到达各自的空位),PLC马上输出信号,使树脂自动吸入至各自的定量位,完成一个工序循环。因此,在自动控制方式下,只要按一次自动起动按钮即可完成树脂吸入、吹出等循环动作。
(4)树脂自动定量装置应用效果 以西门子S7—200PLC为控制系统的树脂自动定量装置经调试投入使用后,达到了快速吸入、吹出量可调的效果,定量数据准确,操作方便。
检测结果显示,使用树脂自动定量装置混制的型砂均合格,达到了产品质量要求。
3.结语
应用西门子S7—200 PLC控制的树脂自动定量装置自投入使用以来,运行稳定可靠,完全满足了混砂的工艺要求,且提升了混砂系统的自动化程度,大大减少了环境污染,减轻了工人的劳动强度。同时在控制型砂质量方面效果很好,取得了明显的经济效益。
猜你喜欢
中学生数理化·八年级物理人教版(2022年12期)2022-02-14
科学与财富(2021年33期)2021-05-10
铸造设备与工艺(2020年4期)2020-10-15
阅读(科学探秘)(2020年2期)2020-04-02
中国铸造装备与技术(2017年3期)2017-06-21
设备管理与维修(2016年5期)2016-03-16
合成技术及应用(2015年3期)2015-12-11
中国铸造装备与技术(2015年5期)2015-12-10
压缩机技术(2015年5期)2015-10-27
化学分析计量(2014年6期)2014-04-04
