
凝汽器壳体CO2气体保护焊接的质量和经济效益分析
2013-10-09 01:27山西电建二公司运城036011张景刚
金属加工(热加工) 2013年10期
山西电建二公司 (运城 036011) 牛 盼 张景刚
1.凝汽器壳体简介
以60万kW机组为例,凝汽器壳体的供货状态为散件,其结构从下到上依次为支座、热井、壳体、喉部及接颈五大部分,四侧墙板的厚度均为25mm,热井底部板的厚度为30mm,要求将所有散件在现场进行拼组,待排汽装置拼组完成后再与低压缸进行焊接。排汽装置与低压缸的连接焊为工程中比较重要的施焊部件,要求连接焊后低压缸偏移量在规定范围之内,否则后续的安装工作无法进行,因此对焊接变形控制有较高的要求。
2.凝汽器壳体CO2气体保护焊比焊条电弧焊质量高
对于凝汽器壳体的焊接而言,其质量要求主要是密封和防止变形,由于所用的保护气体,即CO2气体高温时分子发生解离现象而吸热,故压缩电弧,减小热输入和热影响区,从而减小了凝汽器壳体变形。在四面端板和底板的拼装过程中不用分段跳焊,也能使焊接变形得到控制,而普通的焊条电弧焊在拼装过程中即使采用分段跳焊,严格控制焊层厚度也会有焊接变形,需要最后矫正,在壳体支撑组装完成之后接颈与低压缸连接时,排汽装置全部拼组完成,便可进行排汽装置接颈与低压缸的直接焊接。排汽装置与低压缸的连接为安装工程中比较重要的焊接施工,为了避免低压缸因焊接应力变形而发生位置偏差,在排汽装置与低压缸进行连接时,接颈与低压缸之间不允许有间隙,如果因安装或焊接变形原因而使接颈与低压缸产生间隙,焊前应先在接颈坡口上进行堆焊。正式焊接时采用4人分段对称同时焊接,分段长度以400mm为宜,并且使用千分表对低压缸台板三维方向位移进行变形监测,使用CO2气体保护焊焊接时,整个焊接过程连续且变形控制在允许范围之内,图1为焊缝外观。
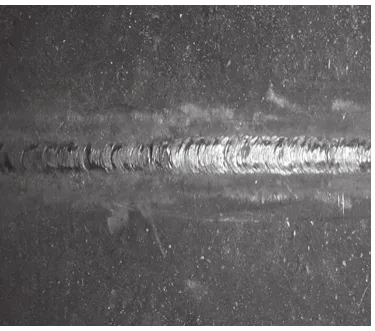
图1 焊缝外观
3.凝汽器CO2气体保护焊比焊条电弧焊经济效益好
(1)生产效率大大提高 采用CO2气体保护焊可大大减少了人员投入,以某工程5个月工期为例,焊条电弧焊需用焊工15人左右,而CO2气体保护焊则仅用4名焊工,焊接现场如图2所示。

图2 焊接现场
(2)明显降低生产成本 采用CO2气体保护焊比普通焊条电弧焊可节约费用63%左右,大大降低了生产成本。
4.结语
通过对两个机组的凝汽器采用不同的焊接方法进行比较,采用CO2气体保护焊焊接,不论是焊接质量还是经济效益都大大优于普通焊条电弧焊。凝汽器焊接工程中焊条电弧焊只适用于不能采用CO2气体保护焊进行施焊的困难位置。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
水泵技术(2022年2期)2022-06-16
精密成形工程(2020年4期)2020-08-05
制造技术与机床(2017年7期)2018-01-19
电站辅机(2016年3期)2016-05-17
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
