
油石预磨机床设计
2013-10-11 03:11隋善勇
哈尔滨轴承 2013年2期
隋善勇
(哈尔滨市城乡建设委员会,黑龙江 哈尔滨 150070)
1 前言
轴承超精研磨机床是使用油石作为磨削介质进行超精研磨加工。操作人员往往只在砂纸上随便磨几下油石就用于轴承沟道(滚道)的超精研磨,主观上寄希望于油石的材质偏软,在超精研磨的过程中能够自动修整成形。实际上这样预磨的油石危害性非常大,在超精研磨过程中容易衍生出缺陷。比如,油石预磨后的形状与沟道几何形状相差过大,轮廓不能较好地与沟道吻合,甚至带楞带角。局部受力的油石在超精研磨时,压力容易应力集中将油石压碎,飞溅的油石碎块会再次挤入受力的接触区域,由于油石碎裂这种状况,局部的沟道(滚道)区域就会因为失力而研磨不到沟道(滚道)的边缘,留下砂轮花,直接影响超精研磨的技术指标。此外,砂纸上的砂粒结合力较差,是非常容易脱落的,如果在磨的过程中吸附到了油石接触表面,砂粒不会主动清洁掉,会越嵌越深,就会在加工过程中划伤工件,使沟道(滚道)在超精加工后产生丝子和蝌蚪痕。
由于超精研磨是轴承生产过程中的重要工序,过程复杂,返修率较高,公认为轴承生产流程的技术瓶颈。尤其近些年来,颗粒硬度较高的新型油石磨料的应用、性能指标不同的进口油石的应用、还有大表面积接触的油石的应用、新型智能轴承超精研磨机床压力参数的自动调整等等因素,将油石的预磨问题逐渐提升到了技术研究的层面上。通过对轴承超精研磨的过程工作状态的观察,对油石的预磨原理进行了深入研究。
2 现有机床现状
油石预磨机床在国外轴承行业使用普遍,某进口油石预磨机床(图1)通过使用发现,采用砂轮去给油石预磨,会基本杜绝嵌入油石的沙粒,这是该机床的可取之处,但是砂轮结构只能够预磨固定半径的的油石,形成凹坑,局限了磨削功能,即,只能磨削内套圈油石,不能够磨削外套圈油石,加工范围较为单一。
3 预磨机床的工作原理设计
在超精研磨工作中,油石经过正压力挤压在沟道(滚道),产生了摩擦力,这种摩擦力在油液润滑的基础上,油石自身的磨粒会逐渐磨损脱落掉。最后,油石和沟道(滚道)在接触区域会完全吻合。油石预磨工作模拟形成油石与沟道的接触区域和轴承的沟道(滚道)相同的表面形状、曲率的研磨表面,待二次装夹在超精研磨的机床上,预磨加工的油石就可以用于超精研磨。
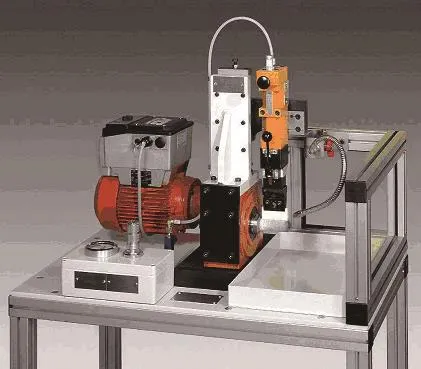
图1 某进口机床实物图
3.1 磨削内、外沟(滚道)的油石原理
内、外沟(滚道)的油石依靠砂轮自身旋转和油石夹导轨绕轴旋转去除材料的方式(图2、图3),砂轮和油石夹导轨的旋转在轨迹上已经拟合了内外沟(滚道)的直径在油石形状上的材料去除,磨削出的油石二次装夹在超精研磨工作的油石夹中,即可使用。
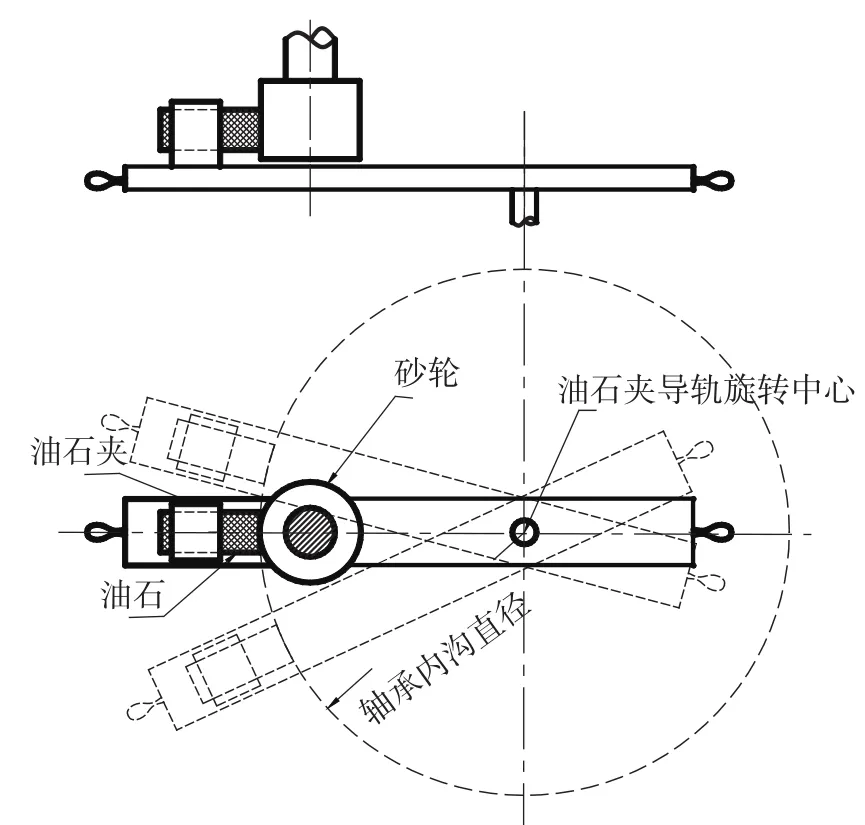
图2 内沟(滚道)油石磨削原理

图3 外沟(滚道)油石磨削原理
3.2 磨削球轴承的沟曲率R原理
球轴承的沟曲率R,也可以通过位置获得,具体的方法是将油石旋转90°,调节同一平面的砂轮自身旋转轴线和油石夹导轨旋转轴线的距离磨削后可以获得。(图4)。如果对油石的内外沟预磨结束后再对沟曲率R进行磨削,可以获得复合的曲面,则这种曲面与球轴承沟道接触区域实际形状非常接近。

图4 球轴承沟曲率R磨削原理
3.3 磨削偏心沟球轴承的沟曲率R原理
偏心沟球轴承的沟曲率R,通过调节油石夹的对称性位置获得偏心量e,或者采取导轨可以互换的固定偏心量的油石夹获得(图5)。

图5 偏心沟球轴承沟曲率R磨削原理
3.4 机床的结构设计
预磨机床增加了可以绕轴线转动的油石夹导轨(图6),并保证油石夹旋转的轴线与砂轮轴线始终保持同一平面(图7 )。通过油石夹的装配的正反方向可以分别进行内、外套油石修磨;导轨上配有位置标尺,通过调节油石夹在导轨位置可以磨削油石表面的曲率R,通过调节油石夹的对称性可以磨出偏心沟道油石R。更换导轨的油石夹可以实现不同宽度油石的磨削。
预磨机床增加了可以沿Y轴前后移动的油石夹导轨支架;增加了可以使磨削砂轮沿X轴左右移动的固定导轨。机床砂轮系统可以沿X轴左右移动,油石系统可以沿X轴转动。支架导轨可以沿Y轴移动,油石夹可以在油石夹槽内前后移动。预磨机床的结构简图见图8 。
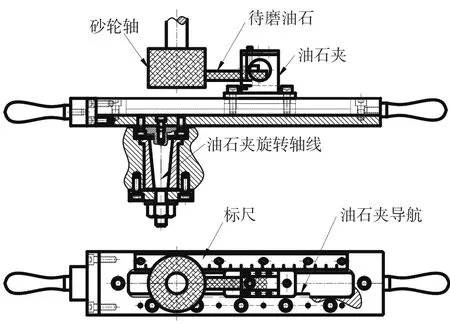
图6 油石夹导轨的结构图

图7 预磨机床的结构图
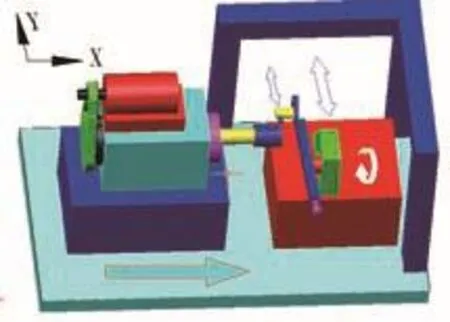
图8 预磨机床的结构原理
另外,砂轮主轴安置在固定导轨上可以针对砂轮轮廓形状、直线度用固定式的金刚笔进行修整,这样对弥合在砂轮缝隙的油石粉也可以有效去除。另外,如果在主轴导轨上加装气动往复装置,便实现了对油石表面的自动往复的磨削,提高了油石磨削的均匀性。支架上可以加装的冷却油润滑系统对作业现场的进行排屑、降尘、提高被加工成品油石的表面质量。

表1 机床加工油石的范围/mm
4 结束语
设计的油石预磨机床扩展了使用功能,改进了现有国外机床只能磨削内套圈油石,不能够磨削外套圈油石的局限。机床对内、外套油石都能够预磨。可加工外套圈直径理论极限范围为0mm-300mm、内套圈直径范围35mm-300mm、沟曲率R理论极限为1.0mm-150mm的任意表面的精研油石(表1)。尺寸灵活性大。金刚笔修整的砂轮的母线直线度、轮廓度高,加工油石的表面精度也相应提高。这样,油石预磨机床就为轴承超精加工的效率和质量提升奠定了基础。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
军事文摘(2020年18期)2020-10-27
失效分析与预防(2020年1期)2020-06-17
石材(2020年2期)2020-03-16
轴承(2019年7期)2019-07-23
轴承(2019年1期)2019-07-22
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
