
大行星架行星轮轴孔口倒角刀设计
2013-10-12 05:55青海华鼎齿轮箱有限责任公司西宁810021祁子为
金属加工(冷加工) 2013年24期
青海华鼎齿轮箱有限责任公司 (西宁 810021) 祁子为
我公司是一家专业生产工程机械变速箱的企业,在生产中经常遇到大行星架的行星轮轴孔口2×45°的加工问题,如图1所示。
以前我们采用的方法是镗刀杆上装上一把反45°小车刀进行加工。由于大行星架行星轮中有3~4排相同的行星机构,而行星轮轴孔每一面上就有3个像图中φ38.1mm的孔,要求孔口两端倒角2×45°,用这种加工方法,不仅效率低,而且还费事,且占机时间长,严重制约了批量生产。
下面介绍一种既高效又实用的孔口倒角刀。如图4所示,将图3所示φ4.9mm销子装入(过渡配合)图2所示刀杆的φ4.9mm孔里,两边对齐。加工时将行星架φ38.1mm的孔口朝上下放置好,将90°锪钻钻头刃朝下,刀杆上φ4.9mm销子正好装入锪钻钻头上端φ30mm圆面上的5mm的槽里,并逆时针转过60°至转动为止,转动刀杆就可加工第一挡朝上的孔口倒角了,3个孔口倒角倒完后提起刀杆,停止转动,抓住锪钻钻头按顺时针转动(约60°)将刀自如取下,最上面的孔口倒角就完成了。当加工第二挡朝上的孔口倒角时,首先将刀杆穿出φ38.1mm的孔,将90°锪钻钻头按上述方法再装到刀杆上,就可以加工了。如此类推,就可以完成行星架朝上的各孔的孔口倒角。在加工另一面的孔口倒角时,只要将工件上下反转180°就可以。

图1 行星架
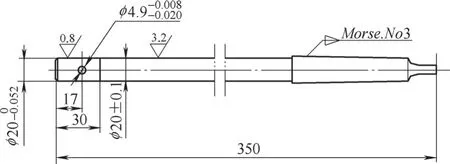
图2 锪钻钻杆
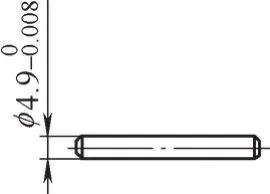
图3 销子
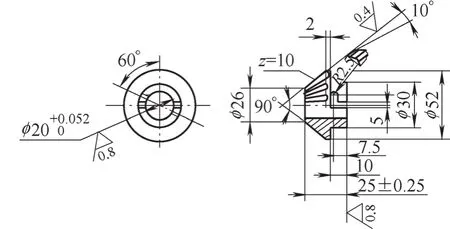
图4 锪孔钻头
这种90°锥面锪钻的特点:结构简单,操作方便,上下刀迅速,可加工的孔径范围大(φ27~φ50mm),即使是横向加工也不受限制,也可推广到60°、120°的锥面锪孔加工中。
猜你喜欢
小聪仔(科普版)(2020年12期)2021-01-18
中国石油石化(2020年14期)2020-01-18
山东冶金(2018年6期)2019-01-28
百科探秘·航空航天(2018年11期)2018-11-29
少儿科学周刊·儿童版(2016年1期)2016-03-14
百科探秘·航空航天(2016年11期)2016-02-26
精密制造与自动化(2015年4期)2015-11-28
化工管理(2015年3期)2015-03-23
决策与信息(2014年20期)2014-03-11
组合机床与自动化加工技术(2014年12期)2014-03-01
