
缝纫线绕线机自动上下料装置的设计
2013-10-17 13:28章建军冯关明陈水明
制造业自动化 2013年17期
章建军,柯 良,冯关明,陈水明
ZHANG Jian-jun,KE Liang,FENG Guan-ming,CHEN Shui-ming
(浙江工业职业技术学院,绍兴 312000)
0 引言
缝纫线绕线机主要应用于缝纫线制线工艺的成型环节。目前,国内制线业使用的缝纫线线支卷绕设备,90%以上为普通绕线机,需要大量的人工操作才能完成绕线工序[1],绕线效率低,工人的劳动强度大,且对操作者熟练程度要求高[2]。本文设计了一种能够自动完成上料、下料、松开和拧紧锁紧螺母等功能的缝纫线绕线机自动上下料装置,能够有效减轻工人的劳动强度,提高制线过程的自动化程度。
1 自动上下料装置的结构组成
缝纫线绕线机自动上下料装置的包括上料机构、下料机构和锁紧螺母拆装机构,如图1所示。
上料机构负责上料,主要包括上料气缸、料斗、上料管。上料管安装在由X轴电机带动的移动机构上,可在X轴方向上移动。下料机构包括连接板、固定支架、活动支架、拨片等,如图2所示。连接板通过螺钉与由Z轴电机带动的移动机构固定,可在Z轴方向上移动。
锁紧螺母拆装机构能够完成锁紧螺母的自动拧紧和松开,结构如图3所示。锁紧螺母拆装机构包括推拉装置和抓紧装置。其中,推拉装置包括推拉式电磁铁和导向板,推拉式电磁铁得电时,抓紧装置伸出,如图3(a)所示,当推拉式电磁铁失电时,抓紧装置缩回,如图3(c)所示。导向板用于控制抓紧装置伸出的方向,防止抓紧装置沿轴线转动。抓紧装置包括吸盘电磁铁、固定环、抓手套筒、弹簧和螺钉,抓手套筒的端盖通过螺纹与推拉式电磁铁的推杆连接。套筒径向设有条形槽,通过螺钉和固定环套的配合,可使吸盘电磁铁在抓手套筒内轴向移动,同时防止吸盘电磁铁发生轴向旋转。
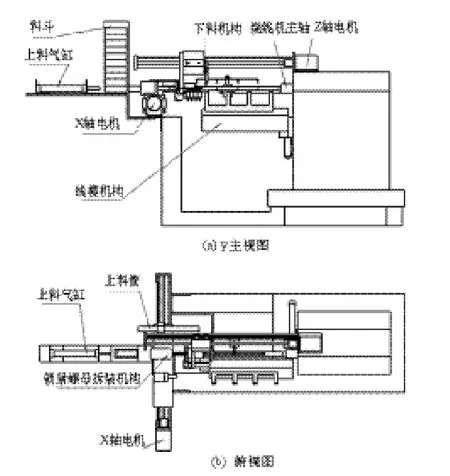
图1 缝纫线绕线机总体结构图
2 缝纫线绕线机的工作原理
缝纫线绕线机在绕制缝纫线的过程中,首先由上料机构将空线管装到绕线机主轴上,锁紧螺母拆装机构拧紧锁紧螺母,绕线机进行绕线,当缝纫线绕制圈数满后,锁紧螺母拆装机构松开锁紧螺母,下料机构取下绕制完成的线管,完成缝纫线绕制,自动绕线机工作流程如图4所示。
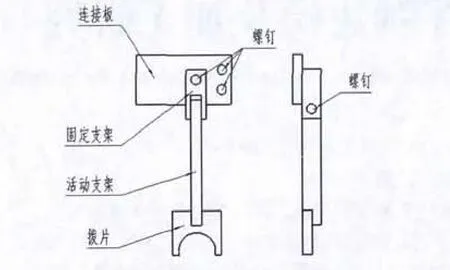
图2 下料机构结构图
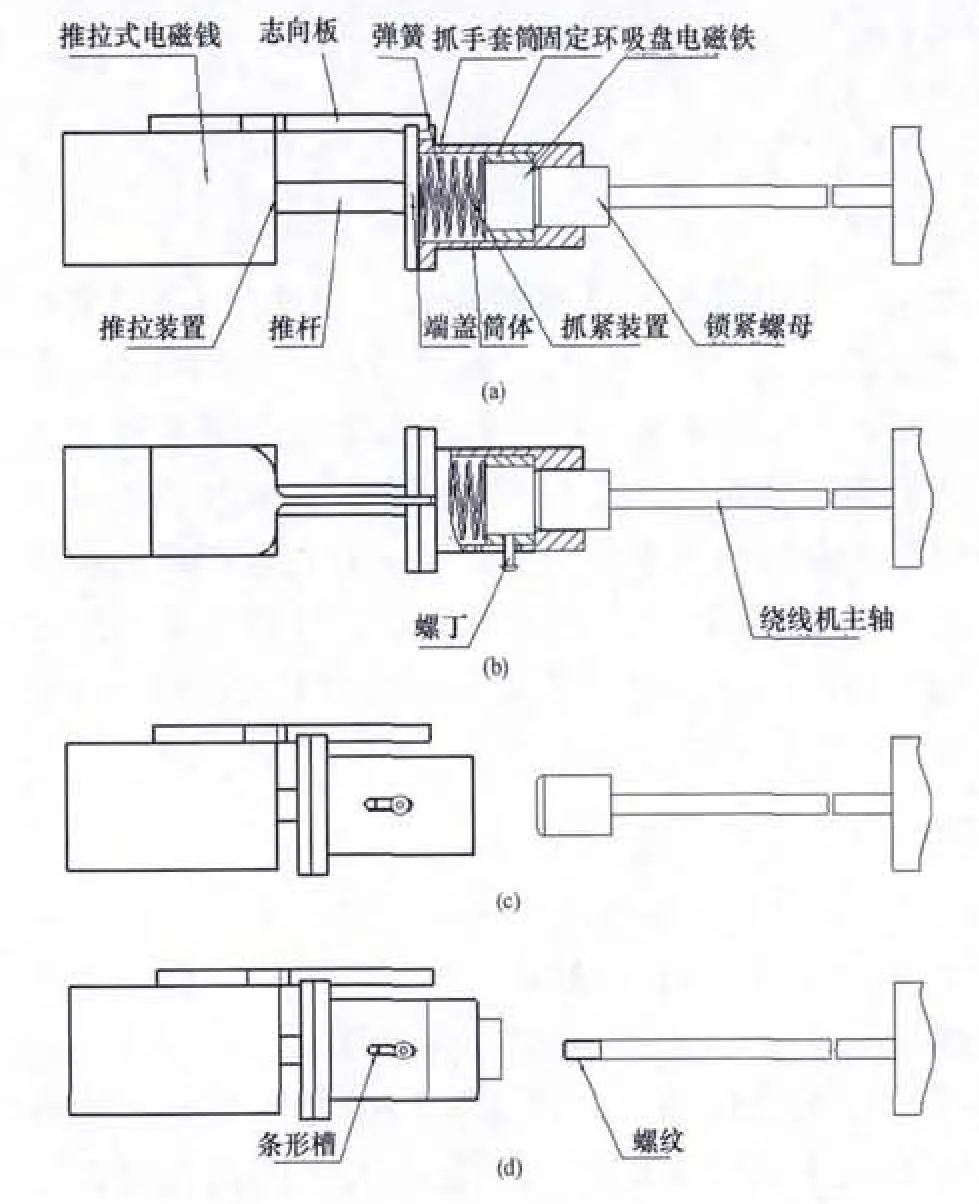
图3 锁紧螺母拆装机构结构图
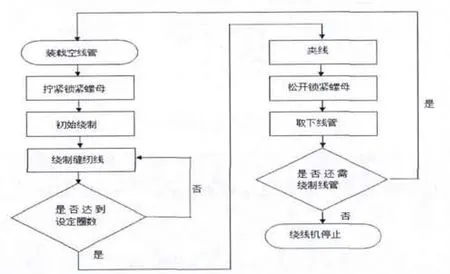
图4 绕线工作流程图
3 自动上下料装置的工作过程
本装置选用三菱FX2N-48MT型PLC作为控制元件,根据PLC自动绕线程序控制自动上下料装置的工作过程。
上料机构气动控制回路如图5所示,1Y1为控制上料气缸的电磁阀。首先,PLC使电磁阀得电,上料气缸的活塞杆推出,将料斗中的空线管通过上料管推入到绕线机主轴上,重复四次,完成4个空线管上料。

图5 气动控制回路工作原理图
4个空线管装入主轴后,X轴电机得电,通过丝杆螺母副,使锁紧螺母拆装机构与绕线机主轴的轴线处于同一位置。推拉式电磁铁得电,推杆伸出,抓紧机构中的锁紧紧螺母与主轴接触。然后,控制绕线机主轴正转,由于锁紧螺母被吸盘电磁铁吸住,无法随主轴转动,锁紧螺母与主轴产生相对转动,锁紧螺母便旋到了绕线机主轴上。主轴正转一定圈数后,锁紧螺母完全拧紧,压紧缝纫线空线管。推拉式电磁铁断电,推杆收回如图3(c)所示。
绕线机开始绕线,缝纫线绕线圈数达到设定后,推拉式电磁铁得电,推杆伸出,如图3(a)所示。锁紧螺母进入抓手套筒内,同时,吸盘电磁铁得电,产生磁力,吸住锁紧螺母。控制绕线机主轴反转,由于锁紧螺母被吸盘电磁铁吸住,无法随主轴转动,锁紧螺母便慢慢被抓手拧松。主轴反转一定圈数后,锁紧螺母被完全拧开,推拉式电磁铁断电,推杆收回,如图3(d)所示。由于吸盘电磁铁的磁力,使锁紧螺母保持在筒体内,与抓手套筒一同收回。
最后,控制Z轴电机正转,丝杠螺母副带动下料机构向左运动,下线机构的拨片将绕制完成的线管向左拨动,直到线管从绕线机主轴左端掉落到下方的料筒中,完成下料。X轴电机得电,使上料筒与绕线机主轴的轴线处于同一位置,为下一次上料做准备,整个绕线过程结束。如还需继续绕线,则进入下一个工作循环。
4 自动上下料机构的控制
PLC以其高可靠性、应用的灵活性等优点,在工作自动化领域应用广泛。根据缝纫线绕线机自动化控制的要求,选用三菱FX2N-48MT型PLC实现上下料机构的控制。该型PLC具有24个输入点和24个输出点,既控制了系统硬件成本,又为后期升级留有余量。编程软件选用GX Developer,该软件支持梯形图、指令表、SFC、ST及Label语言程序设计,可进行程序的线上更改、监控、调试,并可通过GT-works 软件进行仿真[3],有效的缩短了开发周期,提升了编程效率。
本文利用SFC的方法编写缝纫线绕线机上下料机构控制系统的梯形图。顺序功能图(SFC)是一种面向工艺流程的图形方式的编程语言,与梯形图语言相比,具有程序过程清晰、开发周期短、逻辑性强的特点。锁紧螺母拆装机构拧紧螺母的PLC程序如图6所示。
5 结论
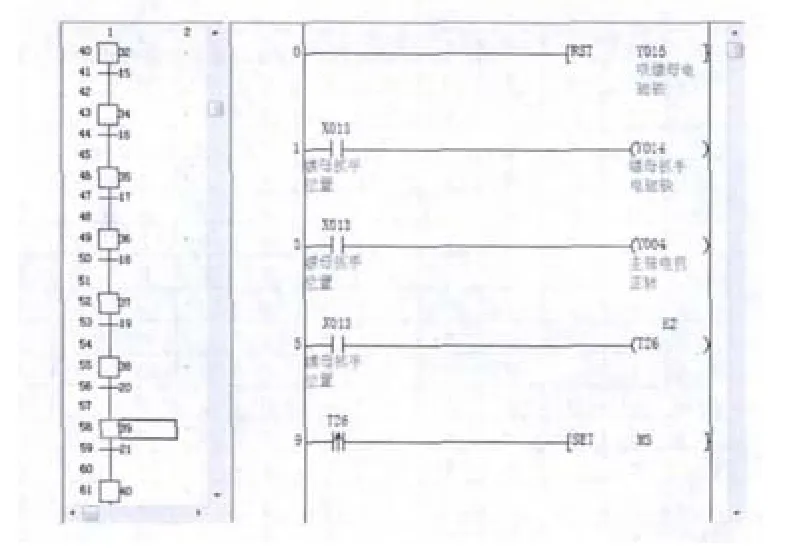
图6 锁紧螺母拆装机构拧紧螺母的PLC程序
本文针对缝纫线绕制过程中人工完成上下料工序耗时多,效率低的问题,通过对上下料机构原理的研究,开发了一种缝纫线绕线机自动上下料装置。本装置能够自动完成上料、下料、锁紧螺母的拧紧及松开等功能,通过实践证明,本装置大大减轻了操作人员的劳动强度,提高了绕线效率,具有广泛的市场需求和工业应用前景。
[1] 柯良,冯关明,章建军,等.缝纫线自动初绕装置的设计与研究[J].制造业自动化,2013,35(1):23-25.
[2] 魏俊波,胡国清,杨华.基于Pro/E的自动磁环绕线机虚拟设计与运动仿真[J].机械设计与制造,2011,(5):57-59.
[3] 吴丽琴,徐胜.基于PLC的捆包机控制器的设计[J].仪表技术,2012,(10):26-29.
猜你喜欢
大众标准化(2022年19期)2022-11-02
小猕猴智力画刊(2022年10期)2022-11-02
防爆电机(2021年6期)2022-01-17
科学技术创新(2021年22期)2021-08-16
防爆电机(2021年2期)2021-06-09
中国建材科技(2020年2期)2020-10-29
通信电源技术(2020年21期)2020-03-06
电子技术与软件工程(2020年10期)2020-02-01
制造技术与机床(2019年11期)2019-12-04
电子制作(2017年20期)2017-04-26
