
煤气化装置氧气切断阀的国产化及其应用
2013-10-31 00:48严春明严启斌吴斌龚朝明邓长松
石油化工自动化 2013年3期
严春明, 严启斌,吴斌, 龚朝明,邓长松
(1. 中石化宁波工程有限公司,浙江 宁波 315103;2. 苏州安特威阀门有限公司,江苏 苏州 215200)
仪器仪表
煤气化装置氧气切断阀的国产化及其应用
严春明1, 严启斌2,吴斌2, 龚朝明2,邓长松2
(1. 中石化宁波工程有限公司,浙江 宁波 315103;2. 苏州安特威阀门有限公司,江苏 苏州 215200)
针对目前国内煤气化装置中高温高压氧气切断球阀(简称氧阀)主要依赖进口,且进口氧阀在使用中存在一些常见故障的现象,提出了氧阀国产化的课题。在研究当前高温输氧管线中氧阀故障现象的基础上,分析了发生故障的原因。通过对现有氧阀结构进行技术改进,并采用全新的设计理念和设计方法,研发出了全新的氧阀。实际使用情况表明: 该阀门可以替代进口氧阀在输氧管线上长周期稳定运行,同时给出了氧阀选择的建议。
氧气切断阀 高温 高压差 泄漏 卡涩 安全
高温高压氧气切断球阀(简称氧阀)广泛应用于德士古公司水煤浆法、壳牌公司粉煤加压法等煤气化工艺装置和空分装置的氧气管线上,在氧气输送管路或氧气吹扫管路上起到快速切断或开启的作用。由于氧阀的技术要求较高,国内建设的煤气化装置上普遍采用进口氧阀。进口氧阀价格较贵,且技术水平参差不齐,造成其使用性能不够稳定,甚至呈现下降趋势,因而氧阀的国产化迫在眉睫。由于氧气为活性助燃剂,阀门一旦发生热量积累、静电起弧、泄漏等,很容易引发燃烧,甚至爆炸事故。鉴于以上原因,氧阀在整个煤化工装置中占有非常重要的位置,其能否安全稳定运行已经成为煤气化装置长周期运行的关键。
1 氧阀的操作条件及选型
1.1氧阀的操作条件
氧阀的操作介质为纯净氧气,典型操作条件如下: 最高操作温度180℃, 操作压力4.6~9.8MPa,开启压差4.6~9.8MPa,阀门开关动作时间小于2s。其他低温工况氧阀可以使用截止阀,低压工况氧阀可以使用软密封球阀,这两种工况下氧阀技术成熟,文中不再赘述。
1.2氧阀的选型
氧气具有强氧化性,在氧阀设计选型时对于氧阀的结构类型、部件材质、开关时间、泄漏等级等要求很高。由于球阀具有开关速度快、流道平缓、流通能力大、密封性能好等优点,因而在煤气化装置氧气管线上普遍选用气缸推动的硬密封球阀作为氧气切断阀,同时要求双向密封,又普遍采用硬密封固定球阀。
2 氧阀故障及原因分析
现有煤气化装置中氧气管线上的氧阀普遍采用进口阀门,但是从实际的使用效果来看,效果并不理想,主要故障表现为氧阀开关卡涩及氧气泄漏。
2.1氧阀开关卡涩原因分析
输氧管线中的氧阀大多为硬密封固定球阀,由于脱油、脱脂的原因,摩擦面为干摩擦,其摩擦系数与润滑摩擦的摩擦系数相比成倍增加,因而会造成阀门的摩擦磨损。90%以上的摩擦磨损为附着磨损和氧化磨损,这两者之间,又以附着磨损为主。
1) 附着磨损,即在密封面硬质合金之间存在的黏结现象,当两个固体表面挤压在一起,在高压、高温、脱脂以及干燥环境中开关时,两固体表面局部位置非常容易发生微观焊接现象,造成摩擦系数增加,甚至导致密封材料的损伤,密封面拉伤。典型表现就是氧阀使用一段时间后,阀门扭矩大幅增加,甚至无法开关到位。
2) 氧化磨损是在摩擦过程中,由于温度升高,涂层表面的化学活性得到提高,涂层会发生严重的氧化腐蚀,在滑动的过程中,该氧化层脱落,导致里层的涂层裸露出来,而裸露出来的涂层又将被进一步腐蚀,如此重复进行下去,直至密封面拉伤,开关卡涩。
值得注意的是氧阀的开启压差很大,且温度较高,再加上氧阀经过脱脂和干燥后,摩擦系数相对于普通密封面成倍的增加,导致密封面摩擦力较大,开关所需的克服摩擦力所做的功大部分转化为热能,导致密封面的温度升高,加剧了附着磨损和氧化磨损的趋势。
从上述的分析中可以看出,氧阀对于密封面硬质合金涂层的要求近乎苛刻。如果选用不合适,密封面很可能拉伤,造成阀门扭矩增大,开关卡涩,如遇油脂等可燃物或细小颗粒,甚至发生爆炸。发生爆炸是由于开关瞬间,氧气的流速极快,形成局部高温,导致氧化加快甚至直接擦出火花;还有可能形成局部静电积聚,高压起弧,两者都将引发着火甚至爆炸。从国外氧阀密封面的使用情况来看,除极少数品牌阀门外,密封面的整体寿命比较短,即使是极少数的品牌阀门,这几年的产品质量也呈现下降趋势,无法很好地满足现场实际使用需求,存在很大的安全隐患。
2.2氧阀泄漏原因分析
氧阀泄漏包括内泄漏和外泄漏,下面详细分析造成内外泄漏的原因。
1) 氧阀外泄漏。固定球阀为球体固定,阀座浮动,阀门在上游充压后,阀座受介质力的作用紧密贴紧球体,并将介质力传递给球体,而目前进口氧阀的结构普遍采用阀杆承受球体传递的介质力,导致阀杆会产生一定的偏斜,阀杆填料腔不再固定、封闭,在开关一段时间后,填料可能被挤压变形,造成泄漏。法兰密封泄漏是另一种常见的氧阀外泄漏,主要与采用O型圈密封结构相关,受氧气强氧化性的影响,在氧气中使用的O型圈,较普通工况下O型圈更易老化,使用寿命更短,而且O型圈在装配过程中容易刮伤而不被发现,留下巨大隐患。氧阀的外泄漏严重影响了现场工人操作的安全性和开车进度,必须杜绝。
2) 氧阀内泄漏。内泄漏的原因包括: 上述所述的密封面拉伤造成的泄漏,阀座尾部与阀体间O型圈老化造成的泄漏。基于阀座与阀体间采用柔性石墨密封的难度较大,而目前又没有其他合适的密封材料替代,因而部分进口氧阀阀座与阀体间依旧采用O型圈密封,且因为O型圈在氧气介质中的使用效果较差,所以此部分进口氧阀无法保证长久稳定良好密封。
3 解决方案
从上述分析中可以得出,影响氧阀使用寿命的因素包括: 密封面硬质合金涂层的选择;阀门的结构设计;阀门零部件材质选择;阀门加工、装配、清洗及检验等相关工艺过程质量控制。要提高氧阀的可靠性和使用寿命,保证氧阀的使用安全性,必须从以上几个因素入手。
3.1整体解决方案
结合高温输氧管线中工艺运行的特点,主要采用以下几点改进措施:
1) 在密封面材料选择上,通过大量的试验,对几百种密封副材料进行配比试验,从中挑出了具有超强工况针对性、抗黏结性、抗氧化性、良好导热性及导电性的氧阀专用材料。该硬质合金涂层彻底解决了高压、高温、纯净氧气气体工况下硬质合金黏结、氧化、热量积累以及静电放电等难题,正常运行条件下,可以保证30年内硬质合金涂层无损伤。该材料相比其他硬质合金材料,无论在耐磨性能还是使用寿命上都得到了很大的提升。
2) 采用定量压缩、双轴承、开口碟簧补偿等结构设计,保证高温、常温和低温下开关扭矩稳定及开关到位;流道采取平滑设计,锐边倒圆角,使整个流道平缓、无冲击场合存在;利用双滑块承受所有的阀杆径向力,保证阀杆不偏斜,如图1所示;同时动态弹簧承载盘根的设计保证外泄漏满足EPA 和TA-LUFT标准。
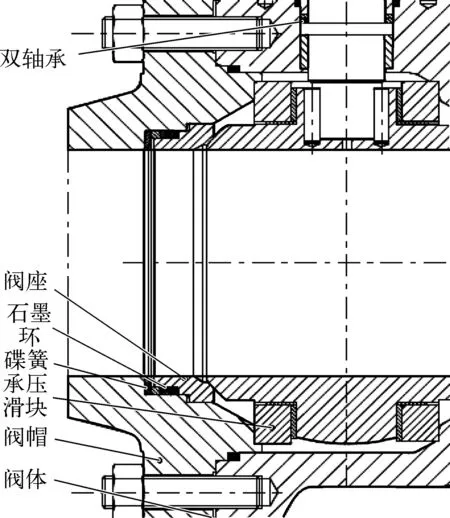
图1 氧阀局部示意
3) 阀门零件材料的选择严格按照Oxygen Pipeline Systems(IGC Doc 13/02/E)文件的要求,并根据高温输氧管线快开快关、高压差开关的特点,内件材料选用压力免除材料和阻燃材料,保证内件摩擦不起火。与此同时,所有与介质接触部位密封材料都采用无油防剥离石墨,不使用O型圈,可以防止O型圈在使用后老化导致的外泄漏和内泄漏事故。
4) 保证严格的过程工艺控制。清洗过程严格按照欧洲4WPI-SW70003《氧气清洗和检查验收要求》的规定进行零部件的脱油、脱脂处理;阀门的装配、包装都在洁净车间内进行,洁净车间设计满足GB 50073《洁净厂房设计规范》。
3.2实际应用及维修案例
3.2.1应用案例
做完这些,高潮感觉心中轻松了不少。他突然想到了“诗的妾”,这个时候,她应该到温州了吧?说不定,她已经从她老公的被窝里提溜出一个光溜溜的小三呢。想到这里,高潮迅速登陆QQ,却发现“诗的妾”的头像是灰色的。
2012年4月初,某公司高温输氧管线上的所有进口氧阀在试车过程中,出现严重的开关卡涩及内泄漏现象,一些阀门甚至无法正常启闭,严重影响了装置的开车进度。为此,该公司对氧阀进行维修,故障氧阀在解体维修时发现以下问题:
1) 阀杆与轴套及阀杆与轴承之间有严重的咬伤。
2) 轴套、轴承本身存在明显的硬化层脱落现象。
3) 通过对硬化层材质的检测,确认轴套及轴承材质为316镀镍。
4) 阀杆为Inconel 625,未做任何硬化处理。
5) 阀球和阀座存在密封面拉伤,密封面材料为FS22,镍含量过高。
6) 阀杆和阀体之间只有1只轴承,轴承没有硬化处理。
理论和实践都证明,两种高镍合金作为摩擦副材料在氧气环境中使用是不合理的,因为镍基合金本身有较大的黏性,所以两种镍基材料配对干摩擦时必然产生附着磨损。同时,镀镍层一般都非常薄,容易脱落,不适合用在高压场合。
针对上述出现的问题,对该阀门原设计结构做了以下技术方面的改进:
1) 重新加工轴套、轴承、阀杆,并硬化处理。
2) 剥离原阀球的硬质合金层,重新喷涂氧阀专用硬密封材料。
3) 重新加工阀座,喷涂氧阀专用硬密封材料。
4) 原单轴承结构改为双轴承结构,大大降低了阀门的开关扭矩。
5) 优化填料函处结构,保证外密封的可靠性。
6) 增加阀座处碟簧预紧力,保证内密封达到ASME B16.104 Ⅵ级密封要求。
在阀门检验时额外增加了高压脱脂环境下全压差开关200次的试验,结果密封和开关性能依然良好,卡涩问题和泄漏彻底解决。
4 氧阀选择的建议
针对氧阀的特殊性、目前用户的认识误区以及氧阀问题的频发性,提出以下选择建议:
1) 应区分高压、高温和低压、低温工况,低温、低压工况的应用业绩不能作为煤化工氧阀选择的依据。
2) 须超过两年以上的成功应用才能作为使用业绩。因为大多数企业氧阀一年的开关次数不会超过30次,而一般的密封面材料也可以在50次开关内不出现黏结和氧化损伤,所以两年的成功应用是有效的应用业绩的分水岭。
3) 对于高压、高温氧阀,不应使用O型圈。即使是认证过可用于氧气工况下的O型圈也无法保证稳定的使用寿命。
4) 小口径氧阀宜选用浮动球结构,大口径氧阀考虑到执行器的成本因素,选用固定球时,一定要有防止阀杆受力的结构,这样可以保证外密封的可靠性。
5) 流通通道需光滑,阀座等零部件不能出现尖角,不能有刮刀,刮刀和零部件的尖角非常容易引起热量积聚和静电放电。
5 结束语
针对进口氧阀在运行过程中问题频出的现象,提出了氧阀国产化的课题。某公司采用先进的设计理念结合自身的阀门制造经验,经不断探索生产出了全新的氧阀,实际的使用效果说明,该氧阀无论在密封性能、使用寿命还是使用的安全性上,相比现有氧阀都有了较大的提升。同时,通过该氧阀的成功运用,表明氧阀国产化的技术已经成熟。另外,高压、高温氧阀的技术也可以应用于高压、高温氢阀以及其他一些干燥高温、脱脂环境应用的气体,这些气体阀门的问题也随着氧阀的问题一并解决。
[1] LGONS J L.阀门技术手册[M].袁玉求,译.北京: 机械工业出版社,1991.
[2] 陆培文.阀门设计入门与精通[M].北京: 机械工业出版社,2009.
[3] 章华友.球阀设计与选用[M].北京: 科学技术出版社,2004.
[4] 何奖爱.材料磨损与耐磨材料[M].沈阳: 东北大学出版社,2001.
[5] 杜兆年.阀门设计手册[M].兰州: 甘肃工业大学出版社,1999.
[6] 中华人民共和国机械电子工业部.GB 50030—1991氧气站设计规范[S].北京: 中国计划出版社,1992.
[7] 郦振声,杨明安.现代表面工程技术[M].北京: 机械工业出版社,2007.
[8] 梅尔·库兹.材料选用手册[M].陈祥宝,戴圣龙,译.北京: 化学工业出版社,2005.
[9] 孙晓霞.实用阀门技术问答[M].北京: 中国标准出版社,2008.
[10] EIGA. IGC Doc 13/02/E Oxygen Pipeline Systems [S]. EIGA, 2002.
[11] 宋文轩.再论大型煤化工装置压力容器选材、设计和制造[J].化工设备与管道,2012,49(02): 8-14.
LocalizationandApplicationofOxygenOn-offValveinCoalGasificationDevice
Yan Chunming1, Yan Qibin2, Wu Bin2, Gong Zhaoming2, Deng Changsong2
(1. Sinopec Ningbo Engineering Co. Ltd., Ningbo, 315103, China;2. Suzhou Antiwear Valves Co. Ltd., Suzhou, 215200, China)
The project of oxygen valve domestically is put forward based on the condition that oxygen on-off valves applied in high temperature and pressure conditions are mainly imported and generally fault exists during application of valve. On the basis of study of the fault and damage of imported oxygen valves, the causes of the fault and damage are investigated. A novel oxygen on-off valve with good quality has been manufactured successfully with improved technology for current structure and new design concept and method. The practical application shows this new oxygen on-off valve can replace imported valve used in oxygen transportation pipeline with long-term stable operation. Suggestion on how to select oxygen on-off valves also is given.
oxygen on-off valve; high temperature; high pressure differential; leakage; unsmooth; safe
稿件收到日期: 2013-01-11。
严春明(1965—),男,1987年毕业于华东化工学院生产过程自动化专业,现就职于中石化宁波工程公司电控室,长期从事石油化工自控专业工程设计与管理工作,任高级工程师。
TQ546.4
B
1007-7324(2013)03-0048-03
猜你喜欢
湖北农机化(2020年4期)2020-07-24
水电站机电技术(2020年1期)2020-02-28
油气田地面工程(2019年8期)2019-09-05
中国设备工程(2019年13期)2019-08-06
水电站机电技术(2018年12期)2018-12-21
西部探矿工程(2018年12期)2018-11-21
中国核电(2018年3期)2018-10-10
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
电网与清洁能源(2015年5期)2015-12-29
