
浅谈数控车床液压原理的扩展应用——中联板平面加工的夹具改造研究
2013-11-07 07:47王小正
河南科技 2013年18期
金 银 王小正
(1.连云港职业技术学院,江苏 连云港 222006;2.江苏省连云港工贸高等职业技术学校,江苏 连云港 222006)
1 前言
汽车在社会中越来越多,起的作用也越来越重要,汽车的零配件的需求也越来越大。 在机械加工中,对于批量大,加工时间比较短的零件,结构形状简单、典型的零件是比较容易加工,而对于结构形状比较复杂的多边形不规则盘类零件, 装夹时间、加工效率和表面粗糙度都不是太理想.就需要对工艺进行改进,进行技术革新,满足企业生产的需求。
2 零件的分析
2.1 零件的用途
如图1 所示该零件为中联板,多边形不规则零件,为汽车变速箱里重要零件。 两边各有一个箱体,主要支撑齿轮和轴承的连接作用,要求位置公差非常高。

图1
2.2 零件的工艺分析
零件是铸造件, 材料为球墨铸铁, 型号是QT50-10GB1348。硬度为160~180HB,为不规则的盘类零件。最大直径为¢224MM 厚度30MM。加工的是零件的两个平面。考虑零件的平行度和表面粗糙度。 正常的加工方法是把工件放在铣床上采用平口钳进行夹紧加工,或在平面磨床进行加工。 但是在铣床上装夹需要考虑平口钳的精度,工件的定位,夹紧力的大小和加工三要素问题,加工出来的工件经常不符合要求,特别是大批量加工,废品率比较高。 在磨床加工效率又太低,如果采用铣床粗加工磨床精加工质量能保证可是效率还不是太理想。 不能满足实际生产需求。
3 液压卡盘的改造
3.1 液压卡盘装夹分析
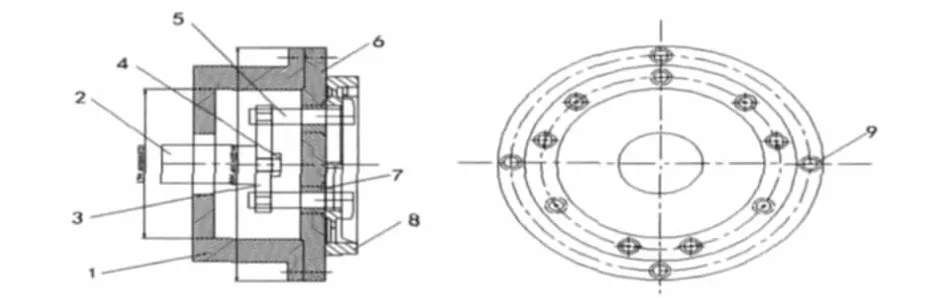
图2
数控车床一般应用于精度较高、批量产品,形状复杂的轴类和盘套类零件。 加工工件的最大直径只需要一半的时间。 而且表面粗糙值也容易保证。 选用机床型号为CJK6140H/SK40P简式数控卧式车床,机床配装了液压三爪卡盘。 将液压站机械能转化为液压油的压力能,液压油通过集成块(或阀组合)被液压阀实现了方向、压力、流量调节后经外接管路传输到机床的油缸中,从而控制了方向变换、力量大小及速度快慢,推动液压机械做功。 进行传动加紧工件。
3.2 夹具的设计
本夹具是利用机床本身一个液压工作站提供工作动力的原理方式,连接回转油缸完成伸缩动作,由三爪夹工件转换成两爪压紧工件。液压站动力带动固定轴(件2)向左移动,拉动定位板(件3),实现两个拉杆(件5)完成伸缩动作,从而控制工件(件8)的夹紧与松开。改装后性能相当于原装机床的功能,可实现系统控制和人工控制两种方式并用。 大幅提高单机效率,夹紧、松开动作只需2 秒完成。 操作轻松,只需要一个指令或者踩下脚踏开关即可实现。 夹持精度高,大幅度降低成品报废率。
3.3 数控车床液压卡盘改装后夹具使用注意点
液压卡盘能实现正常夹紧,松开动作;主轴旋转时,确保液压卡盘松开功能失效。 意外停电,液压卡盘确保夹紧状态,及误踩脚踏开关也保持夹紧,防止工件飞出,导致人身伤害;在工作时,不能有渗漏、时松时紧,造成使工件在加工过程中损坏机床设备;主轴高速旋转加工时,整体机床不能有振感,以至影响加工精度;液压站在连续工作时,油温不能高于50℃,无渗漏现象,工作时无外界灰、杂物落入油箱内造成油质污染;装卸工件时需要转动两个拉杆(件5),注意加润滑脂润滑,防止磨损;液压站工作压力控制1.2-1.5MP 之间,压力的大小情况的将直接影响工件的加工精度。
3.4 工装夹具的优点
将大大减少辅助时间,提高劳动生产率,降低劳动成本;保证工件精度,稳定加工质量;降低工人的技术要求减轻工人劳动强度,保证安全生产;被加工件外形标准,光洁度较高,整体加工精度比铣床加工有大幅度提高, 效率更是铣床的3—5倍;夹具设计合理,轻便小巧,安装使用及更换简单方便,工件定位方便快捷准确,位置精度高。
4 结语
经生产实践证明本夹具的设计是完全符合实际生产要求。,效果良好,经济效益可观。该夹具具有装夹快,定位准,效率高等特点。 要使设计的夹具能保证工件的加工精度,应该进行有关误差的分析,了解产生误差的原因,进行判定所选择的定位方法及定位元件是否合理。 夹具结构的组成,应尽量采用各种标准件和通用件,减少制造劳动量和降低费用,装配和调试方便。
[1]CJK6140H/SK40P 使用说明书
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
内燃机与配件(2022年2期)2022-01-17
昆钢科技(2021年2期)2021-07-22
冶金设备(2019年6期)2019-12-25
山东煤炭科技(2019年10期)2019-11-01
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
制造技术与机床(2015年3期)2015-01-27
