
冰箱压缩机曲轴箱缸孔与轴孔垂直度超差分析与控制
2013-11-12 13:11廖小宁尹小兵邹国锋
科技视界 2013年27期
廖小宁 尹小兵 黎 明 邹国锋
(华意压缩机股份有限公司,江西 景德镇 333001)
0 引言
近些年来,随着冰箱压缩机日益小型化、高效化的发展,压缩机对零部件的加工精度要求正逐渐提高。曲轴箱是压缩机泵体的主要零件,是活塞、连杆、曲轴等零件的装载体。压缩机工作时,电机带动曲轴、连杆组成的曲柄连杆机构,进而推动活塞压缩制冷剂气体。实现由电能转化为机械能,再转化为内能的目标与功能。活塞和曲轴运动的中心是垂直的,压缩机泵体运动要求曲轴箱有严格的缸孔与轴孔垂直度(以下以两孔垂直度代替),两孔垂直度也是曲轴箱生产过程中重要控制的参数。本文对冰箱压缩机曲轴箱两孔垂直度超差原因进行分析,并提出相应的控制、解决方法。
1 加工过程中两孔垂直度超差的原因
曲轴箱加工过程中,产生两孔垂直度超差的主要原因有如下几方面:
1.1 物料原因
曲轴箱材料一般为铸铁。如果铸铁材料不均匀,特别是两孔加工处材料不均匀,这将导致加工材料硬度有差异。钻孔加工时,材料硬度大的一边相对硬度小的一边产生挤压力差,从而使刀具发生斜偏,两孔垂直度便无法保证。例如曲轴箱缸孔或轴孔加工处的一侧出现白口铁或疏松,钻头加工时,受到非对称挤压力,加工出来的孔中心就容易偏斜,影响垂直度。
1.2 设备原因
设备精度是机械零部件加工精度的有效保证。其中设备的刚度、定位精度、重复定位精度等都是设备精度的关键。设备刚度是首要前提,机械加工中,切屑过程会产生巨大的冲击力,设备具有足够的刚度才能保证加工零件的精度。尤其是动力头刚度,动力头刚度不足,容易变形,那么刀具就容易偏斜,加工时还可能出现较大的振动;曲轴箱一般常采用组合机床加工,工艺流程比较复杂,缸孔和轴孔需要经过钻孔、扩孔、精镗、珩磨等多道工序才能加工完成。多次加工往往需要多次定位。多次定位设备的动力头的位置一致性对两孔垂直度产生较大的影响。例如,气缸孔扩孔和精镗两道工序都是采用曲轴箱定子安装面、定子面螺栓沉孔定位。如果后序精镗刀和前序扩孔刀位置度差别较大,则容易造成两次加工中心同轴度偏大,两孔垂直度变大,甚至造成镗孔单边。
1.3 夹具原因
1.3.1 夹具夹紧力的偏小。机械加工过程中,巨大切削力会直接对工件产生冲击力和振动、加工过程中如果出现夹紧力不够、工件夹不稳,则容易造成加工精度超差。
1.3.2 夹具的磨损。曲轴箱是批量生产的产品,夹具频繁和工件接触,容易导致夹具磨损,当磨损量到达一定的极限时,夹具对工件就不能产生有效的夹紧作用。这样必然对加工精度造成影响。
1.3.3 定位夹具的清洁度。定位夹具既有固定夹紧的作用,同时也有定位作用。如果定位夹具清洁度不够,必将影响工件的加工精度。例如,曲轴箱缸孔、轴孔加工。缸孔、轴孔钻孔和精镗两道工序均采用定子安装面和定子安装面沉孔定位。前序钻孔时,定位夹具上没有杂质,定子安装面能有效地与定位面贴合,如图1。但后序精镗两孔时,其中某些定位面有杂质,这样便变相地将定子安装面抬高如下图2。前序加工中心线和后序加工中心线成一个角度,造成两孔垂直度超差。
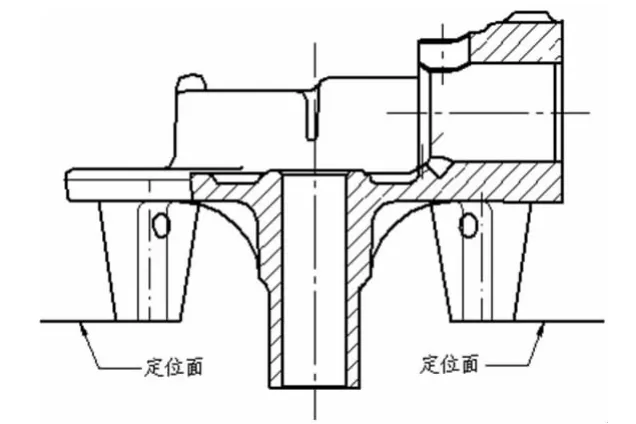
图1

图2
1.4 刀具原因
机械加工过程中,刀具直接与工件作用,进行切削。刀具的材料、结构、参数、性能等因素对工件加工都起到重要作用。刀具的材料决定刀具的用途和使用功能,同时也决定了刀具的使用寿命,耐用程度。刀具的参数是决定了刀具的加工性能的主要因素,前角、后角,顶角、螺旋角、刃长等参数都对加工精度产生影响。随着机械加工技术的发展,许多刀具都采用了组合刀具形式,一把刀杆往往安装几个刀头。一个工步便能完成零件几个结构的加工,随着刀具的组合形式的发展,刀体体积、质量分布、结构设计日趋复杂。刀具的刚性、动平衡等性能对刀具的影响也越来越大。
1.4.1 刀具磨损。曲轴箱是批量生产的产品。刀具容易磨损,磨损后刀具分布不均,切削加工时受力不同,容易导致加工精度超差。如两孔钻屑加工时,钻头一侧切削刃磨损,而另一侧完好,必然导致两侧切削能力的不同,受力也有所不同,随着钻削深度的加深,孔中心线也容易随之偏斜。导致两孔垂直度超差。
1.4.2 刀杆的变形。由于曲轴箱加工结构复杂、生产数量多。曲轴箱加工往往采用多工位组合机床设备加工。在设备维修、或调换刀具、更换设备零件等情况下常有一些失误操作,导致动力头带动刀杆碰撞工件,引起刀杆变形。由于某些原因,设备操作者未将碰撞后的刀杆更换,致使工件加工后的精度超差。
1.5 加工工艺参数设计原因
曲轴箱两孔钻、镗、珩磨等加工时,工艺设定的切削速度、进给速度、加工余量等参数,加工两孔的加工精度都有影响。特别是钻两孔工序,钻削量大,作用力大,如果进给速度设置过大,就会产生振动,影响加工品质。
1.6 加工工艺设计和流程设计原因
曲轴箱产品设计完成初,工艺设计者根据产品的结构来设计加工工艺和加工工艺流程。设备设计者又根据加工工艺和工艺流程来设计设备,工步设定、工件定位和装夹、刀具的选择以及清洗冷却的设计等因素都会对加工件精度产生影响。如,曲轴箱缸孔加工,钻屑加工量大。采用一次性钻屑完成或两次钻屑分步完成,再或是一次钻孔后再扩孔完成。三种不同的工艺,必然有不同的精度。当然,设计者也应结合考虑相应的工艺成本。
1.7 其他原因
包括温度、振动、动力稳定等其他随机因素。人员因素也是其中之一。机械加工时,加工部位的散热程度;切屑液润滑、清洁、冷却程度;机床工作时,本身的振动,动力头轨道的平整度、直线度;加工过程中动力的稳定性等等。这些因素都会对零件的加工精度产生影响。
总之,引起曲轴箱两孔垂直度超差的原因有很多。曲轴箱材料不均匀、工装夹具的磨损、刀具的磨损、设备的清洁度是众多因素中的主要原因。加大对这些因素的检测控制,能大大减少精度超差现象的出现。
2 减少曲轴箱两孔垂直度超差现象的措施
2.1 加强来料检验控制
对曲轴箱来料的进行严格检验控制。从曲轴箱本体上取出检测样块,对样块进行化学元素检验分析。对比各元素控制标准,见表1,确保来料各元素含量符合标准。

表1 某款曲轴箱元素控制标准表
取本批曲轴箱同一炉样件,对样件进行机械性能分析。根据铸铁的用途,结合影响机械加工的重要机械性能。重点对抗拉强度和硬度进行检验。

表2 某款曲轴箱机械性能控制标准表
在确保元素含量、机械性能符合标准同时,尽量要求材料生产厂家提高铸铁件组织的均匀性、碳化物含量的合理分布、合金元素的科学配置等,提高铸件加工性能,保证曲轴箱两孔垂直度加工精度。
2.2 确保工装、夹具的稳定性、可靠性
曲轴箱加工流程较复杂,从毛坯到成品要经过多道工序。多次定位装夹,特别是批量生产的产品。这就要求工装、夹具具有较高的一致性、稳定性和可靠性。
确保定位的有效性。定位部位磨损在加工中时有出现,当磨损量超过一定范围时,定位工装就会失去它的定位作用。例如,用于加工定位定子面安装沉孔的定位销。随着加工定位次数的增多和上下料的撞击。定位销容易磨损、变形、甚至产生较大的弯曲。对曲轴箱加工两孔时的精度产生影响。及时更换夹具,能大大减少不合格品的产生,提高零件精度。
保证装夹的有效性。加工时产生的巨大作用力不可避免,装夹稳定才能保证加工品质。曲轴箱缸孔钻削加工工序,加工余量较大,加工过程冲击力也较大,工件加工时易振动,依靠原本的夹爪难以解决这个问题,如图3。经过改进装夹方式,轴承加工部位上方加入一个环形压紧夹爪。彻底解决了因加工余量大,加工过程中压紧不完全的问题,如图4。
2.3 刀具的正常使用和改进
对于刀具在机加工过程中容易磨损问题。一是尽量采购质量较好的刀具,尽量避免刀具使用过程中的单边磨损严重、切削刃崩裂等现象的出现,曲轴箱是铸铁件,尽量采用合金钢和高速钢材料刀具加工。二是应加强刀具使用管理,要求设备管理者定时对刀具的使用情况进行检查,让刀具尽可能处于正常使用状态。三是改进刀具的一些结构,保持其加工合理性。例如,加工内径较小的轴孔时,钻头横刃较长会导致定心差,影响轴孔垂直度。将横刃改短后,这个问题能得到很好的解决。

图3

图4
因某些过失操作造成的刀杆碰伤,中心线偏斜,而没有及时发现,导致两孔精度超差问题。可在设备上加入红外线感应系统,当刀具动力头进给时,红外线感应到刀具前方有金属物体,立即停止进给运动。避免撞刀现象发生。
2.4 合理地选择加工工艺参数
有研究表明,机械加工工件的精度与加工时的切削余量、进给速度、切削速度有密切的联系。切削余量加大会导致加工时加长,加工部位热量的增加,并加大排屑的难度。切削速度的增大会加大刀具与工件间的作用力,加大刀具的磨损,降低刀具的寿命,并影响加工精度。进给速度的增加,会加大刀具的背吃刀量,也会加大刀具与工件的相互作用力,对刀具产生较大的挤压,若刀具刚度不足,极易造成制造精度降低。因而,根据实际加工情况,合理设置加工参数,能大大地改善零件的加工精度。例如,曲轴箱缸孔,粗钻时切削速度78.5m/min,粗镗切削速度为93m/min,粗镗切削速度为150m/min。根据粗钻、粗镗、精镗工艺不同的加工余量和走刀量,设定不同的转速,根据工艺流程顺序和加工工艺特点,转速逐级提升。对延长刀具寿命和提高加工精度都大有裨益。
2.5 其他措施
目前,曲轴箱加工未实现全程自动化,每道工序仍采用人工上、下料方式。而上、下料对工件的定位起到至关重要作用,所以,生产者的素养也是影响曲轴箱两孔精度的原因之一,提高生产者职业素养,也非常重要。曲轴箱两孔垂直度精度要求较高,采用精密度高的检测工具也是控制、提高零部件精度的重要手段。
3 结语
曲轴箱是冰箱压缩机泵体中的重要零部之一,加工结构复杂。缸孔、轴孔垂直度是曲轴箱关键的工艺参数。来料、设备、刀具、工装夹具等是影响这一工艺参数的关键因素,通过对这几方面的控制和改进,能很好地控制曲轴箱两孔垂直度精度,提高压缩机性能。
[1]机械加工技术手册[M].北京出版社,1986,1.
[2]林文焕,陈本通.机床夹具设计[M].国防工业出版社,1987,8.
[3]吴林禅.金属切削原理与刀具[M].机械工业出版社,1987,8.
猜你喜欢
环境技术(2022年3期)2022-07-21
冶金设备(2021年2期)2021-07-21
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
汽车维护与修理(2020年24期)2021-01-07
设备管理与维修(2020年13期)2020-07-19
制造技术与机床(2017年10期)2017-11-28
哈尔滨工程大学学报(2016年11期)2016-12-12
柴油机设计与制造(2015年3期)2015-12-05
锻压装备与制造技术(2015年2期)2015-06-26
