
冶金铸造起重机钢丝绳使用散股现象分析及对策
2013-11-12 09:01李红熙司新军丁佩
机械工程师 2013年11期
李红熙, 司新军, 丁佩
(宝钢集团新疆八一钢铁有限公司检修中心行车运行部,乌鲁木齐830022)
1引言
自2012年上半年开始,八钢公司第二炼钢厂精炼跨承担钢水吊运作业的220t行车主起升机构使用的6T31WS+IWR-28-1770-325m钢丝绳频繁发生散股现象,钢丝绳散股及绳芯外露都属于钢丝绳报废的一种形式,继续使用将会造成极大的安全隐患,危及冶金铸造起重机的安全运行;由于发生钢丝绳散股的时间具有不确定性,给炼钢的正常生产检修造成较大的影响;该规格直径的钢丝绳成本价格相对较高,单根长度达到325m,由于散股原因造成的钢丝绳非正常周期更换,单根钢丝绳费用约为1.3万元,钢丝绳的非正常使用周期更换导致了行车设备的维护成本增加。
2 原因分析
根据现场使用的钢丝绳散股情况分析:220t冶金铸造起重机主起升钢丝绳散股情况发生后,行车运行部专业技术人员协同钢丝绳制造生产厂家技术人员进行现场分析散股的原因,对照现场实物及照片、行车原设计图纸分别查找分析钢丝绳散股原因:
(1)现场使用情况:钢丝绳在换绳时由于现场条件限制,检修中心行车运行部对现场更换作业过程做了大量改进措施,如放绳及盘绳作业减少钢丝绳扭转应力,减少外界附加应力等措施,但是还不能满足钢丝绳制造厂家提出的安装条件,现场需要继续改进;
(2)卷筒和滑轮之间存在偏角是由于卷筒上钢丝绳排列纵向位移所致,受设备原设计限制不能更改;
(3)滑轮的轮槽存在磨损。现场测量得出轮槽直径在28~29mm 之间,不能满足轮槽直径 28×(1.05~1.1)=29.4~30.8mm之间。
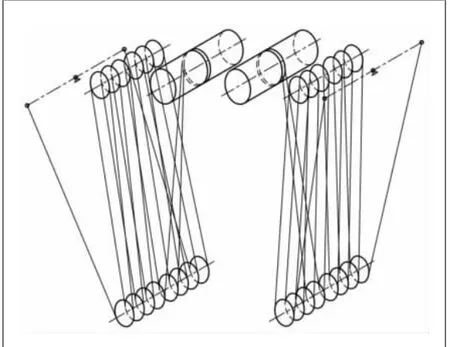
图1 220t行车主起升机构钢丝绳缠绕示意图
(4)根据钢丝绳破坏图片分析,钢丝绳破坏形式属于典型的非正常结构破坏,是应力累计迫使钢丝绳自身产生旋转的结果,钢丝绳在工作过程中主要承受轴向拉力,但是在工作过程中有切向应力产生并迫使钢丝绳产生自身旋转,产生的切向应力是不正常的,产生切向应力的诱因主要有以下四个方面:(a)钢丝绳在安装过程中引入外力。现场中钢丝绳在定尺放绳和盘绳作业中,扭转的应力得不到有效的释放;(b)起升和下降过程中钢丝绳纵向排列产生偏角的存在会迫使钢丝绳产生适当的扭转,随着运转时间增加便产生扭转应力;(c)绳槽直径过小,当钢丝绳卡在比较窄的轮槽当中时,钢丝绳会通过转动越过这个障碍,从而迫使钢丝绳产生围绕自身轴向的旋转。随着运转时间增加应力会逐渐累积。(d)由以上几个综合因素的共同作用,加剧钢丝绳应力的产生。当应力累积到一定量时引起钢丝绳出现结构破坏问题(如绳芯外露和股起浪)。
根据以上几点原因分析,我们积极组织了现场滑轮片的检查及数据测量工作,根据现场测量数据发现,滑轮片绳槽深度的过度磨损,在原设计弧度和磨损后弧度之间不是平滑过渡,而是产生了一定的尖锐的棱角,如图2所示。

图2 滑轮槽型磨损前后对比
由于钢丝绳起升和下降过程中偏角存在的原因,钢丝绳在绕入和绕出的过程中,钢丝绳与磨损后产生的两侧棱角发生接触,该棱角阻止钢丝绳的自由转动,从而迫使钢丝绳产生围绕自身轴向的旋转随着运转时间增加应力会逐渐累积,最终导致散股及绳芯外露的现象发生。
根据以上分析,行车运行部组织点检员对发生散股现象频繁的220t 2#、3#冶金铸造起重机的滑轮槽的磨损情况测量检查,发现以上2台起重机的定滑轮和动滑轮均存在不同程度的磨损,并且存在明显的过渡棱角。
3 制定对策及解决办法
钢丝绳缠绕系统之中的偏角是必然会存在的,为解决此类问题,需要在以后的工作中规范以下两个问题。
(1)规范钢丝绳的安装过程,天车起重机用钢丝绳整套(四条)更换操作要点已经提供给设备维护方,以后更换作业需规范执行。正确的放绳方法如图3。主盘和分盘上的钢丝绳缠绕方向、滚动方向应一致。

图3 正确的放绳方法
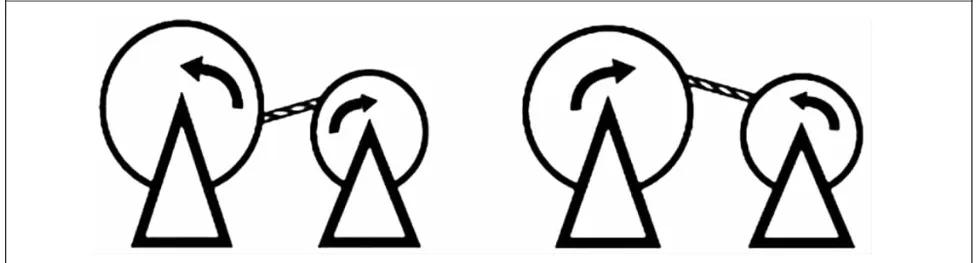
图4 错误的放绳方法
错误的放绳方法如图4。
(2)注意检查滑轮槽的大小,一般要求轮槽直径在钢丝绳公称直径的1.05~1.10倍之间,最佳的轮槽直径上钢丝绳公称直径的1.06~1.08倍。一定要使轮槽直径在要求范围内,不要存在轮槽半径过大或过小的情况。
如图5所示,分别标示了窄绳槽、宽绳槽与钢丝绳的正确和错误搭配,轮槽过大或轮槽过小,在使用中均会加剧钢丝绳疲劳断丝。
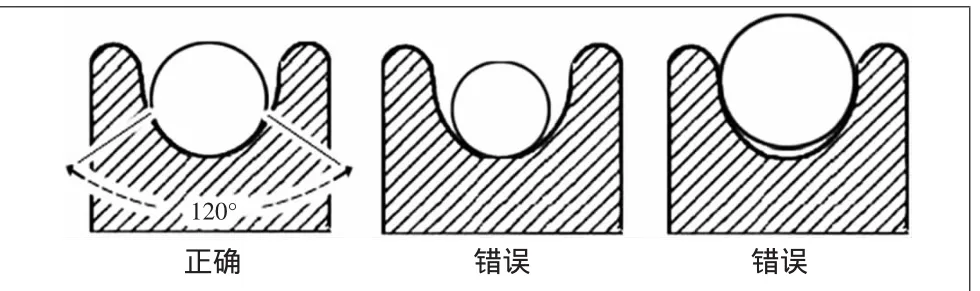
图5
绳槽的正确尺寸对于钢丝绳的使用寿命至关重要。绳槽必须大于钢丝绳的公称直径,底部必须光滑、呈圆形、无凹凸,并且两边要有完整均匀侧边。
(3)对磨损后的滑轮片按计划更换,减小滑轮槽磨损后产生的棱角对钢丝绳正常使用的影响。
4 冶金铸造起重机成套钢丝绳更换操作要点
4.1 设备系统的检查
在安装钢丝绳之前,最好是将驱动系统的各个部件都检查一遍,特别是要注意滑轮和卷筒的状况,它们的各项参数都必须控制在可接受的限度之内。
4.2 钢丝绳的安装
将起重机的吊具平稳落地,并垫平吊具,保证吊具不得歪斜和倾倒。将4条定尺好的钢丝绳吊放于吊具四周对应的绳位置,分别架于防线架上(放线架摆放应稳固,保证钢丝绳在上绳过程中不倾倒),钢丝绳在上绳拉出卷取轮时,不得发生钢丝绳歪拉、斜拉和拉倒卷取轮。并保证钢丝绳在卷筒上的弯曲方向与包装轮上一致。
4.3 钢丝绳在卷筒上的捻向搭配
使右捻的钢丝绳安装在具有左螺纹绳槽的圈筒上,反之将钢丝绳换向即左向槽安装右交互捻钢丝绳,右向槽安装左交互捻钢丝绳。
4.4 钢丝绳连接
将起重机平衡臂上的旧钢丝绳固定端解下,并从第一个动滑轮中抽出,将端部弯曲钢丝绳切除并用气焊将钢丝绳端部钢丝熔化,使之焊合在一起,定尺钢丝绳的尾部也采用气焊将所有钢丝绳焊合在一起,然后用规格较小的1~4m、柔软的钢丝绳将新、旧钢丝绳连接在一起,并保证新旧钢丝绳连接牢固。
4条钢丝绳采用同样的方法将新旧钢丝绳连接在一起,再一次确认新旧钢丝绳连接牢固且处于正确位置后,缓慢开启卷扬机,卷筒旋转将钢丝绳牵引上卷筒,在卷取的整改过程中,速度要慢,4条钢丝绳必须有专人监护,卷筒上4条旧的钢丝绳缠绕也要有专人监护,防止钢丝绳跑槽或被卷筒附件的减速箱卡挤,发现异常立即停车处理。
当新钢丝绳绕过所有滑轮,达到卷筒时,将新钢丝绳端部固定于卷筒平台上,保证在解开连接后新绳不会掉下来,当4条新钢丝绳都牢固固定后,解开新旧钢丝绳的连接。将旧钢丝绳从卷筒上缓慢放出,至完全放完。
将固定于卷筒平台上新钢丝绳的头部牢牢固定在卷筒上,解开新钢丝绳在卷筒平台上的固定,理顺钢丝绳。确认4条新钢丝绳头部全部牢固固定后,缓慢开启卷扬,将钢丝绳有序紧密缠于卷筒上,同时给放出绳的卷取轮一个张紧力。在整个卷取过程中速度要慢,动作要平稳,在放绳、卷绕及钢丝绳经过的每一个地方都要注意监护,有异常情况的钢丝绳长度(不能太长)时停止卷绕。将剩余的钢丝绳从中间卷取轮上拖出拉直(不能堆成小圈状,且拉出钢丝绳时中间轮转动),然后将钢丝绳尾部穿过动滑轮,用强度足够的麻绳将钢丝绳尾部紧固牢固(防止滑落,造成钢丝绳尾部穿过动滑轮从高空落地的永久变形事故)后提上起重机平台(保证钢丝绳能安全拉上去)固定于平衡臂上,再次检查钢丝绳是否处于滑轮槽及正确的位置上,确认无误后开启卷扬机缓慢收紧钢丝绳,再次检查钢丝绳情况及固定端情况,无误后缓慢将吊具调离地面。检查吊具是否歪斜,平衡臂的水平情况及钢丝绳情况,确认无误后钢丝绳财算初步安装完毕。
4.5 试车及试运行
钢丝绳安装完毕后,空车(只提吊具)缓慢反复提升3~5次并注意观察,然后停车检查钢丝绳情况、卷绕情况、绳端固定情况、平衡臂水平情况等,无误后再次紧固各个固定螺栓。
空车试车完毕后进行带负荷试车,负荷应逐步加大,可分为 20t、50t、100t、150t分步试车,每种负荷缓慢反复提升3~5次,使钢丝绳逐步适应工作负荷。试车过程中注意观察,每种负荷试车完毕后应再次紧固各个固定螺栓,至此钢丝绳才为正常安装完毕。
在整个安装试运行过程中应设专人对安装单位,吊车司机统一协调指挥。始终在场统一协调负责或指定专人负责。
5结语
2012年按照冶金铸造起重机的安装操作要点和原因分析制定的要因,计划性对第二炼钢厂精炼跨220t 2#、3#冶金铸造起重机的磨损滑轮片进行了更换,自2012年6月完成更换工作并按钢丝绳更换要点操作更换钢丝绳使用至今,以上2台冶金铸造起重机再未发生钢丝绳因散股造成的非正常更换,保证了炼钢厂的正常生产作业,避免了因非正常原因更换钢丝绳造成的维护成本费用的增加。
[1] 罗又新.起重运输机械[M].北京:冶金工业出版社,1993.
猜你喜欢
小猕猴学习画刊(2022年11期)2022-11-26
起重运输机械(2021年21期)2021-11-24
重型机械(2020年2期)2020-07-24
专用汽车(2018年10期)2018-11-02
中国铸造装备与技术(2017年3期)2017-06-21
新疆钢铁(2016年1期)2016-08-03
机电产品开发与创新(2014年4期)2014-03-11
山西大同大学学报(自然科学版)(2014年5期)2014-01-23
