某引信壳体加工工艺研究
2013-11-26 03:11曹四祥
机械制造 2013年4期
□ 曹四祥
中国空空导弹研究院 河南洛阳 471009
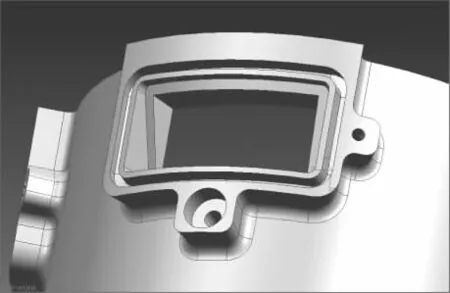
图1所示零件是某型产品引信的重要部件,由于空间的限制,常规的密封方式在此不太适用,只能采用占用空间小、便于装拆的端部密封方式。因为空间有限,又要考虑到减重问题,必然会有一些壁厚不均、不规则的结构形状出现,该零件材料为2A12 T4铝合金。由于零件形状复杂,使加工、检验较为困难。

▲图1 零件三维轴测图
1 零件分析
主要加工难点:1)零件为圆筒类零件,底面壁厚2 mm,圆周壁厚最薄处2 mm,最厚处12 mm,壁厚不均,加工中易发生变形。2)圆柱面上有上下两排各4个窗口,分别为发射窗口和接收窗口,其中上面发射窗口底面为圆锥面,加工难度大。3)精度要求高,①内孔φ125 mm在94 mm长度上的圆柱度为0.06 mm;②4个斜面窗口深度为所有孔与外圆同轴度为φ0.1 mm。4)在圆柱表面进行轮廓加工,需多轴联动加工。5)底部R5 mm圆角需用直径为10 mm、有效长度为110 mm的加长立铣刀加工。
2 工艺分析
由于内壳体零件是薄壁件,且壁厚不均,容易出现加工变形和装夹变形,需要合理安排粗、精加工,选择合适的装夹方法,控制零件变形。考虑到零件本身没有合适的装夹部位,需要在壁厚2 mm的底部增加工艺夹头,作为车削和铣削的定位基准和装夹部位,增加零件刚性。由于壁厚不均,加工内应力较大,需要在粗加工后安排人工时效,消除内应力,最后精加工圆柱表面上的轮廓、窗口密封槽等。
加工工艺路线如下:粗车(留夹头)→数控粗铣(夹头装夹)→T851时效→精车→数控精铣(夹头装夹)→车工去夹头→检验→表面处理。
数控铣精加工是内壳体加工的难点之一,其加工内容为外圆柱轮廓表面的所有内容。如将外表面展开来看,其加工要素可分为平面、轮廓、腰形槽,数控加工就变得比较简单,但是牵涉到圆柱轮廓表面的加工,由于与平面加工完全不一样,编程就显得比较困难。
2.1 零件φ125 mm内孔加工
由于零件孔壁最薄处仅2 mm,为保证φ125 mm内孔圆柱度0.06 mm要求,首先,要消除装夹变形,简单的三爪装夹外圆必然无法满足要求,必须要有可靠的装夹方式。因此,在工艺设计时,增加了长20 mm工艺夹头,夹头壁厚25 mm,夹头与零件连接部位壁厚设计有宽15 mm、厚度6 mm的连接过渡部位。内孔加工安排在内孔及外圆粗车、外轮廓与窗口粗铣并对零件进行人工时效之后进行,减少后续工序加工应力对圆柱度的影响。
2.2 外圆柱表面加工
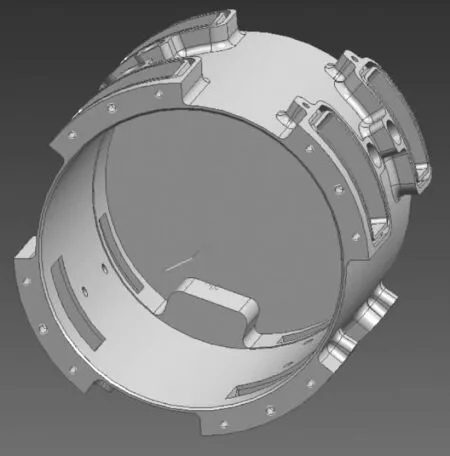
外圆柱表面为复杂曲面,只能在四轴机床上完成,手工编程较为复杂。在外圆柱表面加工时利用UG三维模型编程,实现了加工模型与设计模型的统一。在利用UG进行数控编程时,选择可变轴曲面区域铣操作VARIABLE_AREA,生成四轴刀轨,如图2所示,通过后置处理,生成所需的NC程序,完成了数铣加工,精度满足图纸要求。

▲图2 四轴刀轨图
利用UG可变轴曲面区域铣操作VARIABLE_AREA完成四轴刀轨,完成零件外圆柱表面的加工。否则,利用手工编制,计算量非常大,编程效率就会大幅度降低。
2.3 外圆柱表面底部缺口倒圆加工
外圆柱表面底部缺口倒圆也必须利用设计创建的UG三维模型编程,因为手工编程加工的零件会与设计模型不一致,会在靠近左侧轮廓的地方产生过切。利用UG编程时,选择固定轴曲面区域铣操作CONTOUR_AREA,生成如图3所示刀轨,通过后置处理,生成NC程序,完成数铣加工,通过实际加工的零件与设计模型一致,满足图纸要求。

▲图3 缺口倒圆刀轨图
▲图4上轮廊加工部位图
2.4 外圆柱表面上的轮廓加工
以外圆柱表面上的上轮廓为例说明其加工过程(见图4,轮廓为加工部位),加工该轮廓时,采用圆角为R3 mm的φ10mm铣刀进行粗加工,精加工采用φ6 mm球头刀。在F批编制上轮廓程序时,主要利用计算机进行大量的数据计算、获得各个点的实际尺寸来编程,数据量计算大,编程麻烦,调试不方便,表面粗糙度差,而且程序不易修改。C批采用参数编程,利用Q参数编程功能,编制圆柱表面上的轮廓、下窗口密封槽的程序,方便调试,也获得了很好的表面粗糙度,这是在编程方面进行的改进。该程序主要解决利用参数编程进行分层铣削,同时解决了加工中的过切问题。外圆柱表面上的上轮廓程序如下:
393 TOOL CALL 18 Z S3000 F1000 DL-0.15 DR+0;
394 FN 0:Q12=+0
395 LBL 41
396 FN 3:Q13=+Q12*+90
397 CYCL DEF 7.0 DATUM SHIFT
398 CYCL DEF 7.1 C+Q13
399 CALL LBL 21
400 L X-3 Y-10 Z+200 C+25 A-90 R0 F MAX M13
401 L Z+74.45 R0 F MAX
402 FN 0:Q11=+1
403 LBL 40
404 L IZ-2
405 L Y+16
406 L X+0 C+28.333
407 FN 0:Q1=+1//增量值
408 FN 0:Q2=+0//初始角
409 FN 0:Q3=+3//圆半径
410 FN 0:Q4=+3//刀半径
411 FN 0:Q9=+6//圆半径
412 FN 1:Q5=+Q3++Q4
413 FN 1:Q10=+Q9++Q4
414 LBL 31
415 Q6=-Q4*SIN(Q2)
416 Q7=16+Q5*(1-COS(Q2))
417 Q8=28.333+Q3*SIN(Q2)*0.889
418 L X+Q6 Y+Q7 C+Q8
419 FN 1:Q2=+Q2++Q1
420 FN 12:IF+Q2 LT+90.2 GOTO LBL 31
421 L X-3 Y+22 C+31
422 L Y+26
423 FN 0:Q1=+1//增量值
424 FN 0:Q2=+0//初始角
425 LBL 32
426 Q6=-Q4*COS(Q2)
427 Q7=26+Q5*SIN(Q2)
428 Q8=31-Q3*(1-COS(Q2))*0.889
429 L X+Q6 Y+Q7 C+Q8
430 FN 1:Q2=+Q2++Q1
431 FN 12:IF+Q2 LT+90.2 GOTO LBL 32
432 L X+0 Y+32 C+28.333
433 L X-3 C+25
434 L Y+36.5
435 FN 0:Q1=+1//增量值
436 FN 0:Q2=+0//初始角
437 FN 0:Q9=+6
438 LBL 33
439 Q6=-Q4*COS(Q2)
440 Q7=36.5+Q10*SIN(Q2)
441 Q8=25-Q9*(1-COS(Q2))*0.889
442 L X+Q6 Y+Q7 C+Q8
443 FN 1:Q2=+Q2++Q1
444 FN 12:IF+Q2 LT+90.2 GOTO LBL 33
445 L X+0 Y+45.5 C+19.667
446 L X-3 C+6
447 L Y+51
448 FN 0:Q1=+1//增量值
449 FN 0:Q2=+0//初始角
450 LBL 34
451 Q6=-Q4*COS(Q2)
452 Q7=51+Q5*SIN(Q2)
453 Q8=6-Q3*(1-COS(Q2))*0.889
454 L X+Q6 Y+Q7 C+Q8
455 FN 1:Q2=+Q2++Q1
456 FN 12:IF+Q2 LT+90.2 GOTO LBL 34
457 L X+0 Y+57 C+3.334
458 L C-3.334
459 FN 0:Q1=+1//增量值
460 FN 0:Q2=+0//初始角
461 LBL 35
462 Q6=Q4*SIN(Q2)
463 Q7=57-Q5*(1-COS(Q2))
464 Q8=-3.334-Q3*SIN(Q2)*0.889
465 L X+Q6 Y+Q7 C+Q8
466 FN 1:Q2=+Q2++Q1
467 FN 12:IF+Q2 LT+90.2 GOTO LBL 35
468 L X+3 Y+51 C-6
469 L Y+45.5
470 L X+0 C-19.667
471 FN 0:Q1=+1//增量值
472 FN 0:Q2=+0//初始角
473 FN 0:Q9=+6
474 LBL 36
475 Q6=Q4*SIN(Q2)
476 Q7=45.5-Q10*(1-COS(Q2))
477 Q8=-19.667-Q9*SIN(Q2)*0.889
478 L X+Q6 Y+Q7 C+Q8
479 FN 1:Q2=+Q2++Q1
480 FN 12:IF+Q2 LT+90.2 GOTO LBL 36
481 L X+3 Y+36.5 C-25
482 L Y-10
483 L IZ+50 R0 F MAX
484 L X-3 Y-10 C+25 R0 F MAX
485 L IZ-46 R0 F MAX
486 L IZ-4
487 FN 1:Q11=+Q11++1
488 FN 12:IF+Q11 LT+5.5 GOTO LBL 40
489 L Z+100 R0 F MAX
490 FN 1:Q12=+Q12++1
491 FN 12:IF+Q12 LT+3.5 GOTO LBL 41
492 L Z+200 R0 F MAX
2.5 内腔底部小突起清根加工
零件内腔底部有一个凸台,其与内圆弧连接处半径为R5 mm(见图5,轮廓为加工部位),如果采用机械加工,需要直径为10 mm,有效长度为110 mm的立铣刀。一般没有如此大长径比的铣刀,为此,设计制造了长度140 mm的加长高速钢立铣刀。因为加工深度太深,刀具刚度很差,该部位的清根加工不能按照传统的沿轮廓分层铣削的方式加工,所以采用垂直插削的方式,每次沿轮廓方向进给0.08~0.1 mm,完成该部位的加工,单件用时大约3 h。即使每次进给0.08~0.1 mm,当加工至小突起与内圆弧连接处时,仍然出现明显的让刀现象,铣削时的声音也发生很大变化,出现振动。
2.6 上窗口圆锥面的加工
如图6所示为上窗口圆锥面的加工部位,由于结构限制,同时为了增强加长立铣刀的刚性,刀具选择φ4 mm加长立铣刀,利用五轴机床加工。最初设计把与圆锥面相连的圆柱面的宽度设计为 4 mm,由此带来了两个问题。当将整个圆锥面的侧面加工完时,会在窗口下部产生1.132 mm的过切(如图7a);一旦不在窗口下部产生过切,又会在圆锥面的侧面形成残余材料(如图7b),这两种情况与设计要求不符。为此,经与设计者协商,圆柱面的宽度改为5.1 mm(如图7c),解决了加工难题。
▲图5 底部凸台轮廊加工部位

▲图6 上窗口圆锥面加工部位


▲图7 材料的过切
3 结束语
该零件经过工艺设计及加工,主要的难点已经解决,质量得到了有效保证。同时,通过对该零件加工及经验总结,有助于我们深入了解此类壳体零件的加工特点,更好地提高加工质量和效率。
[1] 孟少农.机械加工工艺手册(第三卷)[M].北京:机械工业出版社,1996.
[2] 曾周良.金属材料及热处理[M].沈阳:辽宁科技出版社,1986.
[3] 谢国明.UG CAM实用教程[M].北京:清华大学出版社,2003.
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
一重技术(2021年5期)2022-01-18
中等数学(2021年6期)2021-08-14
小学生学习指导(高年级)(2021年6期)2021-06-19
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
现代冶金(2015年4期)2015-02-06