大型轴瓦加工工艺分析及变形控制
2013-11-26 03:11林景华
机械制造 2013年4期
□ 林景华
大连华锐重工集团股份有限公司 辽宁大连 116031
冶金行业大型剪切设备中减速机的轴其支撑轴承大部分都选择剖分式轴瓦结构,材料为铸造铝青铜合金,这种铜合金强度高、耐磨、耐蚀,可耐高温达250℃。铜瓦也称滑动轴承,工作中主要是与轴颈间形成油膜间隙,一层很薄的油膜在其相对运动时起润滑作用。如果润滑不良,则可能导致轴与轴瓦直接接触,产生摩擦,摩擦产生的高温将导致轴瓦损坏。尽管轴瓦是由耐高温的铜合金材料制成,但直接接触产生的摩擦高温仍能将其损坏,因此轴瓦与轴之间的间隙大小决定了滑动轴承的精度,而轴与轴瓦的加工则是保证轴承精度的关键。轴颈的加工通过磨削可以很容易达到,但大直径、薄壁轴瓦的加工以及变形一直是制造中的难点,笔者对此类件的加工工艺和变形修复进行了大量的研究和实践,总结了一些制造经验。
1 大直径、薄壁轴瓦的特点及变形分析
1.1 大直径、薄壁轴瓦的特点

▲图1 轴瓦加工图
大直径薄壁轴瓦一般是指孔径≥560 mm、壁厚≤25 mm的径向刚度很小的套类件,主要技术指标:外圆、内孔的尺寸公差;外圆、内孔的圆度误差;内外圆的同轴度误差;端面与内孔的垂直度误差,如图1所示(此件为国内某钢厂大型剪切减速机上使用的轴瓦)。
由于这类轴瓦结构型式的限制,制造过程中最常见的问题是受切削热、切削力和夹紧变形的影响而导致轴瓦的加工精度达不到图纸要求,通常的工艺流程是粗车-切分-铣接合面-组合-半精车、精车,虽然加工工艺流程基本都一样,但具体加工参数和方法如选择不当,得到的加工质量就可能完全不同。
1.2 轴瓦的变形分析
轴瓦的加工变形和存放变形是同时存在的,加工变形主要受夹紧力和切削力影响较大,而存放变形则是人为的因素多一些。
2 加工工艺的优化
2.1 合理选择加工刀具和切削用量
1)切削刀具的选择。轴瓦的原材料一般为铝青铜ZCuAl10Fe3,其中主要合金元素Al含量为 8.5%~11.0%,Fe含量为2.0%~4.0%,具有高的力学性能,耐磨性和耐蚀性能好,抗拉强度 σb≥490 MPa,屈服强度σS≥180 MPa,伸长率 δ5≥13%,是一种易切削合金,可以选择普通的高速钢或硬质合金材料刀具。刀具要保证刃口锋利,可以采用较大的前角和主偏角,刀具各角度的选择见图2所示。
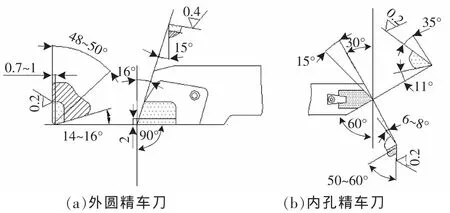
▲图2 选用刀具角度
2)切削用量的选择。为减少工件的振动和变形,应使工件上受的切削力和切削热尽可能小,为此在切削加工时应选择较高的切削速度、较小的切削深度和进给量。 本件加工时,选择的切削参数推荐如下:
半精车:切削速度v=40~45 m/min;进给量 f=0.6~0.7 mm/r;切削深度ap=0.5 mm。
精车:切削速度v=10~12 m/min; 进给量 f=5~6mm/r;切削深度ap=0.08 mm。

▲图3 轴瓦装夹
2.2 夹紧力对变形的影响
1) 工件的安装。采用卧式车床加工,需要留工艺夹头并车应力释放槽(见图3),工件采用轴向夹紧,在一次装夹中完成内、外圆及一端面的加工,最大程度减少装夹对径向变形的影响。
2)如必须采用径向夹紧工件时,为减少夹紧变形,应增加卡爪数量,增大接触面积。必要时也可增设辅助支撑。
2.3 切削热的控制
切削过程中产生的切削热是不可避免的,该热量不仅影响工件的变形,对刀具的耐用度也会产生很大的影响。为此在加工过程中必须使用充足的切削液,粗车时可以选择浓度小的乳化液,在精加工时采用浓度大些的乳化液。
3 轴瓦变形修复
由于轴瓦加工时受切削应力的影响以及在运转、放置过程中受工装的限制,变形是不可避免的。通过多年的实践总结发现,大部分的变形都是瓦径在剖分面减小。安装在轴承座上后,瓦口将呈缩径状态,由此而导致轴瓦外径与轴承座孔接触面积达不到要求。
针对以上出现的变形,实际生产过程中,一般采用油压机配合木制工装修复(见图 4)。
首先将轴瓦安装到轴上,在轴瓦的顶面加方木,并且根据材质和变形大小加垫片厚度,逐步加载油压机的压力,卸载后拆落工件,检查瓦口直径大小,根据实测结果确实是否需要再次校形。

▲图4 轴瓦修复
4 小结
一直以来,传统的做法都要求轴瓦必须刮研,其目的一是提高精度,二是增大储油空间,似乎不刮削的轴瓦就不应该安装在设备上,其实这是个误区。刮研是在零部件的加工精度较低或设计结构要求不尽合理的情况下采取的补救措施。随着近年来机床精度的提高,特别是数控机床的使用,零部件的加工精度已经显著提高,产品的设计结构也日趋先进合理,目前国外的轴瓦已经不再采取刮研的方式。
猜你喜欢
上海涂料(2021年5期)2022-01-15
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
名城绘(2019年3期)2019-10-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年8期)2017-11-27
设备管理与维修(2015年9期)2015-03-16
机械工程师(2014年8期)2014-12-02
组合机床与自动化加工技术(2014年12期)2014-03-01