
二甲醚装置生产残液中甲醇的回收
2013-11-30 06:54郭保华蒙城金源化工有限责任公司
化工管理 2013年12期
郭保华 (蒙城金源化工有限责任公司)
前言
二甲醚的化学分子式为C2H6O,其结构式为CH3-O-CH3,分子量是46.07 克每摩尔,在通常状态下是一种无毒性的小分子有机化合物,广泛的用于药物以及农药的合成过程中[1]。 随着经济的发展,二甲醚的需求量呈逐年增加的事态。 而且二甲醚的合成技术已经比较的成熟, 由此对二甲醚残夜中的甲醇进行回收和再利用受到了人们的重视[2]。
在传统的二甲醚生产工艺生产中, 原料甲醇由甲醇罐送入甲醇中间罐,经甲醇进料泵加压、甲醇预热器预热后进入甲醇汽化塔进行汽化, 甲醇汽化塔塔釜残液经废水冷却系统后进污水处理装置。 此时残液中的甲醇含量为1.0-1.5%,如果直接进行排放,不仅会造成环境的污染,而且还会造成资源的浪费,经过多年探讨和摸索, 我们对我公司原有传统二甲醚生产工艺进行了改造, 在原有的传统二甲醚生产工艺中的回收汽化塔中增加了一套气提系统,大大降低了废水排放中甲醇含量,不仅节约了能源,而且提高了公司经济效益,同时也有利于环境的保护。 本文对二甲醚中甲醇的回收及其经济效益进行了探讨,现报道如下:
一、二甲醚生产装置气提工艺
1、工艺流程简述
在二甲醚的甲醇回收汽化塔中增加一个气提系统, 由此在残夜的处理中,首先将其引入到气提塔塔釜中,通过釜液换热后对残夜进行减压处理,然后将其引入气提塔的中部,在塔顶的甲醇蒸汽经过气提塔的冷凝器冷凝处理后, 大部分都作为回流液并返回气提塔中, 进一步提纯后就可以得到70-90%的甲醇溶液,这时得到的甲醇就可以作为原料进行二甲醚的循环制备。 从气提塔塔釜排出的残夜中甲醇的含量小于0.03%,进一步的经过废水的冷却系统后就可以进入污水处理装置。
2、工艺流程简图
图1 为二甲醚中甲醇的回收装置, 从图1 中可以看出新增设的气提系统是对于处理一步后的甲醇进行浓缩处理。
3、有关工艺参数
二甲醚装置气化塔残夜中甲醇回收系统中气提塔在运行过程中的工艺参数如下:
(1)气提塔塔顶温度70-90℃
(2)气提塔塔釜温度102-105℃
(3)气提塔压力 常压
(4)提纯后溶液甲醇含量70-90%
(5)废水中甲醇含量≦0.03%
二、经济效益分析
本文以蒙城金源化工有限责任公司二甲醚生产装置中年产5 万吨的二甲醚生产装置为例对甲醇回收的经济效益进行分析。增加了气提塔系统的5 万吨产量的二甲醚生产装置, 每年可回收的甲醇量为100-200 吨, 但是也相应的增加了200-400 吨的烟煤消耗。当前的市场中,甲醇价格为2500 元/吨,而烟煤的价格仅为750 元/吨, 经计算就可以得到公司每年可增加10-20 万元的产值。 此外, 经气提塔的残夜中的甲醇含量得到了极大的降低,不仅降低了污水处理过程中的生产负荷,还使外排废水中甲醇等污染物含量远低于国家有关环保标准。

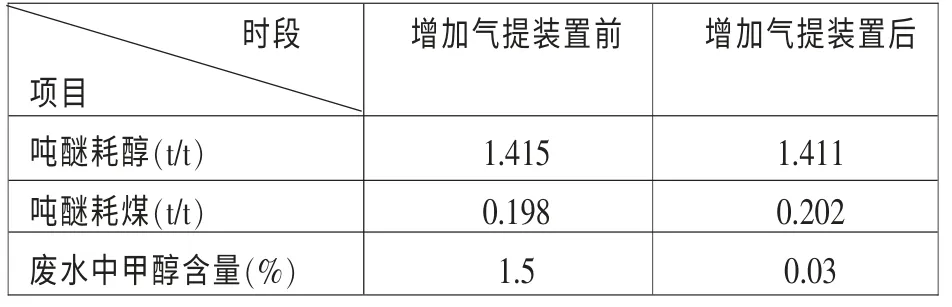
蒙城金源化工有限责任公司二甲醚生产装置增加气提装置前后原料消耗及污染物排对照表
三、结语
在当前的二甲醚生产过程中, 甲醇的回收和再利用受到了广泛的重视。 传统的二甲醚生产过程中,残夜中的甲醇含量在百分之一左右。 本公司在生产过程中在回收汽化塔中增加了一套气提系统,经实践证明能加大的降低残夜中的甲醇含量。 在进一步的研究中发现, 5 万吨二甲醚生产装置一年可回收甲醇100-200 吨,折合人民币后为企业增加了20 万的收入。 此外,经过处理后的残夜中的甲醇含量远低于国家标准, 复合我国当前的环保政策。
[1] 龚盛昭,李仕梅.二甲醚生产过程甲醇回收塔的计算机优化[J].广东轻工职业技术学院学报, 2005, 4(2)∶7-10.
[2] 高占笙.甲醇脱水制D ME 及其分离精制[J].化肥工业,1993, 20(5)∶58-61.
[3] 段向龙,王宏兵.二甲醚产品中甲醇测定方法的探讨[J].西部煤化工, 2006, (2)∶34-37.
猜你喜欢
中学生数理化·八年级物理人教版(2022年10期)2022-11-10
汽车实用技术(2022年9期)2022-05-20
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
山东化工(2019年14期)2019-08-14
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年10期)2016-02-27
中国造纸(2014年1期)2014-03-01
